Вам также может понравиться
- Screw Thread CalculationsДокумент4 страницыScrew Thread Calculationsyauction50% (2)
- Manual of Engineering Drawing: British and International StandardsОт EverandManual of Engineering Drawing: British and International StandardsРейтинг: 3.5 из 5 звезд3.5/5 (4)
- Lecture Prepared By: GP Capt Dr. Hamid Ullah Khan NiaziДокумент30 страницLecture Prepared By: GP Capt Dr. Hamid Ullah Khan NiaziAkulОценок пока нет
- Filete ASMEДокумент28 страницFilete ASMEMarcel MaresОценок пока нет
- Screw ThreadДокумент46 страницScrew Threadmohd mansoor100% (1)
- SIE1010 Lesson 5.2 - Dimensioning and Tolerancing (Part 2)Документ56 страницSIE1010 Lesson 5.2 - Dimensioning and Tolerancing (Part 2)lightsoul91Оценок пока нет
- Types of InvoluteДокумент4 страницыTypes of InvoluteBa Bu100% (1)
- Dimensioning Practice: Threaded FastenersДокумент27 страницDimensioning Practice: Threaded FastenersAfaq AslamОценок пока нет
- Shafts and BearingsДокумент43 страницыShafts and BearingsMario AndrewОценок пока нет
- Technical Notehowmanythreads PDFДокумент4 страницыTechnical Notehowmanythreads PDFGatyo GatevОценок пока нет
- Bolt CalculateДокумент6 страницBolt CalculateBahtiar YudhistiraОценок пока нет
- Spur GearДокумент11 страницSpur GearvenkatkavinОценок пока нет
- Optimization of CNC End Milling Process Parameters For Aluminium 6061 Alloy Using Carbide Tool Material by Design of ExperimentsДокумент7 страницOptimization of CNC End Milling Process Parameters For Aluminium 6061 Alloy Using Carbide Tool Material by Design of ExperimentsIJIRSTОценок пока нет
- How Gear Hobbing WorksДокумент1 страницаHow Gear Hobbing WorksPriyadarshini KrishnaswamyОценок пока нет
- NPTF / PTF Threads: Total Solution For Thread GaugingДокумент3 страницыNPTF / PTF Threads: Total Solution For Thread GaugingFatih YükselОценок пока нет
- Chapter 5Документ37 страницChapter 5Yasser ElshaerОценок пока нет
- Surface Finish ChartsДокумент5 страницSurface Finish ChartsagssugaОценок пока нет
- Surface Roughness by Different Processing MethodsДокумент1 страницаSurface Roughness by Different Processing Methodsapi-3848892100% (1)
- Dimensions, Tolerances, and SurfacesДокумент31 страницаDimensions, Tolerances, and SurfacesJanaka MangalaОценок пока нет
- Totime BTA DRILLДокумент5 страницTotime BTA DRILLTOTIME (DEREK HIROSAKA)Оценок пока нет
- Threads Coarse Vs Fine White - Paper - 08Документ2 страницыThreads Coarse Vs Fine White - Paper - 08williaqОценок пока нет
- Leadscrews Ballscrews Splines Cten PAG126Документ240 страницLeadscrews Ballscrews Splines Cten PAG126lucian lunaОценок пока нет
- C P & C I .: Cema B4, B5, C5, C6, D6 & E7 Class IdlersДокумент20 страницC P & C I .: Cema B4, B5, C5, C6, D6 & E7 Class IdlersArdian20Оценок пока нет
- Statistical Geometric Computation On Tolerances For DimensioningДокумент9 страницStatistical Geometric Computation On Tolerances For DimensioningSudeep Kumar SinghОценок пока нет
- Tolerances FitsДокумент25 страницTolerances FitsAnonymous E2oSW7Оценок пока нет
- Milling MachineДокумент21 страницаMilling MachineAron Olivera WabelОценок пока нет
- Threaded Fasteners For FSAE PDFДокумент27 страницThreaded Fasteners For FSAE PDFMarcelo Delgado100% (1)
- Semitub DesignДокумент2 страницыSemitub DesignWero579Оценок пока нет
- Ansys Report of Knuckle JointДокумент27 страницAnsys Report of Knuckle JointNíthìsh GøwdåОценок пока нет
- Drafting ThreadsДокумент15 страницDrafting Threadsm_stasys9939Оценок пока нет
- Student Copy-Manufacturing Process SelectionДокумент49 страницStudent Copy-Manufacturing Process SelectionAnishMendisОценок пока нет
- SPLINEДокумент6 страницSPLINEDaggupati PraveenОценок пока нет
- Your Source For GD&T Training and MaterialsДокумент6 страницYour Source For GD&T Training and Materialskharsh23Оценок пока нет
- 10 Tolerance Stackup UpdДокумент68 страниц10 Tolerance Stackup UpdMarco RicardОценок пока нет
- BELT Lecture 01Документ56 страницBELT Lecture 01mahaveer dasОценок пока нет
- Torque Measurements MetrologyДокумент20 страницTorque Measurements MetrologymukhilОценок пока нет
- A Comparative Study and Stiffness Analysis of Angular Contact Ball Bearings Under Different Preload MechanismsДокумент17 страницA Comparative Study and Stiffness Analysis of Angular Contact Ball Bearings Under Different Preload MechanismskhelifiОценок пока нет
- ISO Tolerance Part 1 PDFДокумент34 страницыISO Tolerance Part 1 PDFRisira Erantha KannangaraОценок пока нет
- 07 Power Screws and Threaded Fasteners (Handout)Документ16 страниц07 Power Screws and Threaded Fasteners (Handout)tnvsaikiran3100% (3)
- Limits & Fits, GD&T Tutorial - Hole Basis Tolerance System or Shaft Basis Tolerance SystemДокумент1 страницаLimits & Fits, GD&T Tutorial - Hole Basis Tolerance System or Shaft Basis Tolerance SystemNagendra PrasadОценок пока нет
- ASSIGNMENT (Sliding Contact Bearing) PDFДокумент3 страницыASSIGNMENT (Sliding Contact Bearing) PDFRakesh Kumar Shukla KEC0% (1)
- Deviations 0206Документ4 страницыDeviations 0206Gurvinder SinghОценок пока нет
- Fits TolerancesДокумент26 страницFits TolerancesHardeep Singh BaliОценок пока нет
- Grades of Steel ChartДокумент3 страницыGrades of Steel ChartKimОценок пока нет
- Sae J500 EstriadosДокумент2 страницыSae J500 EstriadosMarcel Dandaro100% (1)
- ISO 1302 DIN 4768 Comparison of Surface Roughness Values Stainless Steel T PDFДокумент2 страницыISO 1302 DIN 4768 Comparison of Surface Roughness Values Stainless Steel T PDFYohanes Wahyu TdОценок пока нет
- A New Approach To The Tightness Checking of Bolts PDFДокумент3 страницыA New Approach To The Tightness Checking of Bolts PDFKOMATSU SHOVELОценок пока нет
- Agma Grade 5 Smpe Grade 10Документ25 страницAgma Grade 5 Smpe Grade 10er_winwibowoОценок пока нет
- Limits Fits Engineering TolerancesДокумент29 страницLimits Fits Engineering TolerancesEmmanuel Nicholas100% (2)
- Lecture 6 Surface Roughness I IДокумент23 страницыLecture 6 Surface Roughness I IilincastОценок пока нет
- Ulllted States Patent (19) (11) Patent Number: 5,897,223: Tritchew Et Al. (45) Date of Patent: Apr. 27, 1999Документ18 страницUlllted States Patent (19) (11) Patent Number: 5,897,223: Tritchew Et Al. (45) Date of Patent: Apr. 27, 1999Wilson Walas LlanqmОценок пока нет
- A PresentationДокумент57 страницA Presentationmadan023Оценок пока нет
- 3 2 Seminar Book PDFДокумент56 страниц3 2 Seminar Book PDFrefaeОценок пока нет
- Screw Thread ReportДокумент17 страницScrew Thread Reportkittikhun_simlee100% (1)
- 169 PD0192ThreadsStandardReferenceGuiderev4Документ21 страница169 PD0192ThreadsStandardReferenceGuiderev4Coman ovidiuОценок пока нет
- Screw Thread PDFДокумент45 страницScrew Thread PDFPandurang Nalawade67% (3)
- The Measurement of Threads by The Three Wire MethodДокумент3 страницыThe Measurement of Threads by The Three Wire MethodrummanomarОценок пока нет
- Fastener Handouts (Screw)Документ34 страницыFastener Handouts (Screw)cluchavezОценок пока нет
- Thread and Thread CuttingДокумент9 страницThread and Thread Cuttinglyk zОценок пока нет
- Hindu Tamil CalanderДокумент11 страницHindu Tamil CalanderN.PalaniappanОценок пока нет
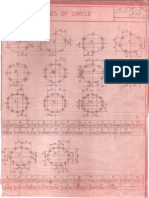
- Co-Ordinates HolesДокумент1 страницаCo-Ordinates HolesN.PalaniappanОценок пока нет
- Pneumatics Symbols Din ISO 1219 PDFДокумент4 страницыPneumatics Symbols Din ISO 1219 PDFN.Palaniappan100% (1)
- Bank of Chettinad in Ceylon in 1929 Nagarathar PerumaiДокумент2 страницыBank of Chettinad in Ceylon in 1929 Nagarathar PerumaiN.PalaniappanОценок пока нет
- Select The Country Select The Corresponding Country, You Desire To Watch The TimeДокумент2 страницыSelect The Country Select The Corresponding Country, You Desire To Watch The TimeN.PalaniappanОценок пока нет
- Technical Information BoltДокумент77 страницTechnical Information BoltLivian TeddyОценок пока нет
- What Is A PPAP?: Frequently Asked Questions RegardingДокумент4 страницыWhat Is A PPAP?: Frequently Asked Questions Regardingb_bhoopathyОценок пока нет
- Explanation of Surface RoughnessДокумент8 страницExplanation of Surface RoughnessN.Palaniappan100% (6)
- Material Data BaseДокумент22 страницыMaterial Data BaseN.PalaniappanОценок пока нет
- Screw ThreadsДокумент2 страницыScrew ThreadsN.PalaniappanОценок пока нет
- The Current State of Worldwide Standards of Ductile IronДокумент8 страницThe Current State of Worldwide Standards of Ductile IronN.PalaniappanОценок пока нет
- MOLYBDEUM in DUCTILE IRONДокумент5 страницMOLYBDEUM in DUCTILE IRONN.Palaniappan100% (1)
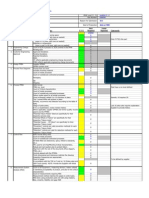
- SQD-025 PPAP ChecklistДокумент7 страницSQD-025 PPAP ChecklistMadhan RajОценок пока нет
- Parallel Groove ClampsДокумент5 страницParallel Groove ClampsN.PalaniappanОценок пока нет
- Posters of Hole Diameter For All Type of ThreadsДокумент1 страницаPosters of Hole Diameter For All Type of ThreadsN.PalaniappanОценок пока нет
- Magic SquareДокумент9 страницMagic SquareN.PalaniappanОценок пока нет
- GD&T Hierarachy PyramidДокумент1 страницаGD&T Hierarachy PyramidSunil BaliОценок пока нет
- mgpg11 - A Beginner's Guide To Uncertainty of Measurement by Stephanie BellДокумент41 страницаmgpg11 - A Beginner's Guide To Uncertainty of Measurement by Stephanie Bellarylananyla100% (2)
- GTEM Cells For EMC Measurement by NPLДокумент53 страницыGTEM Cells For EMC Measurement by NPLN.PalaniappanОценок пока нет
- GTEM Cells For EMC Measurement by NPLДокумент53 страницыGTEM Cells For EMC Measurement by NPLN.PalaniappanОценок пока нет
- The Measurement of Surface Texture by NPL LabДокумент97 страницThe Measurement of Surface Texture by NPL LabN.Palaniappan100% (1)
- Measurement of Mass and Weight by NPLДокумент34 страницыMeasurement of Mass and Weight by NPLN.PalaniappanОценок пока нет
- PIPED GAS - SafetyДокумент2 страницыPIPED GAS - SafetyN.PalaniappanОценок пока нет
- Data Chart For Threads by MARYLANDДокумент71 страницаData Chart For Threads by MARYLANDN.Palaniappan100% (6)
- FITTING HANDBOOK by FORMATYRA INIEZIONE POLIMERIДокумент56 страницFITTING HANDBOOK by FORMATYRA INIEZIONE POLIMERIN.PalaniappanОценок пока нет
- Valve Material SpecificationДокумент5 страницValve Material Specificationapi-9572051Оценок пока нет
- PPAPДокумент16 страницPPAPOsvaldo Da Silva Neto100% (1)
- PPAPДокумент51 страницаPPAPGuru PrasadОценок пока нет
- PPAP ChecklistДокумент2 страницыPPAP ChecklistN.Palaniappan50% (2)
- Armacoil Catalog HelicoilДокумент28 страницArmacoil Catalog Helicoilmishnator666Оценок пока нет