Вам также может понравиться
- Engineering Standard FOR Piping & Instrumentation Diagrams (P & Ids) Original Edition OCT. 1996Документ111 страницEngineering Standard FOR Piping & Instrumentation Diagrams (P & Ids) Original Edition OCT. 1996Kalidass BackОценок пока нет
- Engineering Standard FOR Piping & Instrumentation Diagrams (P & Ids) Original Edition OCT. 1996Документ111 страницEngineering Standard FOR Piping & Instrumentation Diagrams (P & Ids) Original Edition OCT. 1996Kalidass BackОценок пока нет
- Separation and Puri Fication Technology: SciencedirectДокумент8 страницSeparation and Puri Fication Technology: SciencedirectGeorgi SavovОценок пока нет
- Engineering Standard FOR Piping & Instrumentation Diagrams (P & Ids) Original Edition OCT. 1996Документ111 страницEngineering Standard FOR Piping & Instrumentation Diagrams (P & Ids) Original Edition OCT. 1996Kalidass BackОценок пока нет
- Improving Productivity and Energy Effici PDFДокумент7 страницImproving Productivity and Energy Effici PDFGeorgi SavovОценок пока нет
- Engineering Standard FOR Piping & Instrumentation Diagrams (P & Ids) Original Edition OCT. 1996Документ111 страницEngineering Standard FOR Piping & Instrumentation Diagrams (P & Ids) Original Edition OCT. 1996Kalidass BackОценок пока нет
- Coek - Info - Recovery of Rare Earths From Nitric Acid Leach SolДокумент7 страницCoek - Info - Recovery of Rare Earths From Nitric Acid Leach SolGeorgi SavovОценок пока нет
- Engineering Standard FOR Piping & Instrumentation Diagrams (P & Ids) Original Edition OCT. 1996Документ111 страницEngineering Standard FOR Piping & Instrumentation Diagrams (P & Ids) Original Edition OCT. 1996Kalidass BackОценок пока нет
- Engineering Standard FOR Piping & Instrumentation Diagrams (P & Ids) Original Edition OCT. 1996Документ111 страницEngineering Standard FOR Piping & Instrumentation Diagrams (P & Ids) Original Edition OCT. 1996Kalidass BackОценок пока нет
- User GuideДокумент199 страницUser GuideGeorgi SavovОценок пока нет
- Improving Productivity and Energy Effici PDFДокумент7 страницImproving Productivity and Energy Effici PDFGeorgi SavovОценок пока нет
- Tuncuk Et Al., 2012 PDFДокумент10 страницTuncuk Et Al., 2012 PDFlaguna028Оценок пока нет
- Engineering Standard FOR Piping & Instrumentation Diagrams (P & Ids) Original Edition OCT. 1996Документ111 страницEngineering Standard FOR Piping & Instrumentation Diagrams (P & Ids) Original Edition OCT. 1996Kalidass BackОценок пока нет
- Coek - Info - Equilibrium Studies of The Extraction of DivalentДокумент6 страницCoek - Info - Equilibrium Studies of The Extraction of DivalentGeorgi SavovОценок пока нет
- Closure: What Is The Real Cost?: Jeff Parshley, John Chapman, Danielle KyanДокумент32 страницыClosure: What Is The Real Cost?: Jeff Parshley, John Chapman, Danielle KyanGeorgi SavovОценок пока нет
- Hydrometallurgical Process For Copper Recovery FroДокумент5 страницHydrometallurgical Process For Copper Recovery FroGeorgi SavovОценок пока нет
- Coek - Info - Acorga Znx50a New Selective Reagent For The SolvenДокумент16 страницCoek - Info - Acorga Znx50a New Selective Reagent For The SolvenGeorgi SavovОценок пока нет
- HE Eochemical EWS: Living With CyanideДокумент12 страницHE Eochemical EWS: Living With CyanideGeorgi SavovОценок пока нет
- An Agglomerate Scale Model For The Heap Bioleaching of ChalcosineДокумент10 страницAn Agglomerate Scale Model For The Heap Bioleaching of ChalcosineGeorgi SavovОценок пока нет
- Coek - Info - Nitric Acid Media Using Acorga m5640 Extractant PDFДокумент5 страницCoek - Info - Nitric Acid Media Using Acorga m5640 Extractant PDFGeorgi SavovОценок пока нет
- Mining HydrometallurgyДокумент12 страницMining HydrometallurgyViet Tu NguyenОценок пока нет
- 32 Panayotova - Panayotov 15Документ7 страниц32 Panayotova - Panayotov 15Georgi SavovОценок пока нет
- Mine Closure and CompletionДокумент73 страницыMine Closure and CompletionGustavo Steffen100% (1)
- TR-319 Designing GCL S For Pond AppДокумент6 страницTR-319 Designing GCL S For Pond AppGeorgi SavovОценок пока нет
- Industrial Application of Ammonia AssistДокумент14 страницIndustrial Application of Ammonia AssistGeorgi SavovОценок пока нет
- Cobalt-Nickel Separation in Hydrometallurgy: A ReviewДокумент11 страницCobalt-Nickel Separation in Hydrometallurgy: A ReviewsdrtfgОценок пока нет
- 9b Vietnam SMRCДокумент6 страниц9b Vietnam SMRCGeorgi SavovОценок пока нет
- Potential Problems in Copper Dump LeachingДокумент10 страницPotential Problems in Copper Dump LeachingLuis Lemus MondacaОценок пока нет
- Co-Ni Separation in Hydrometallurgy-A ReviewДокумент18 страницCo-Ni Separation in Hydrometallurgy-A ReviewGeorgi SavovОценок пока нет
- Treatment of A Copper-Rich Gold Ore by C PDFДокумент11 страницTreatment of A Copper-Rich Gold Ore by C PDFGeorgi SavovОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Test For CARBOHYDRATESДокумент7 страницTest For CARBOHYDRATESSoham N100% (2)
- Terluran or Novodur HI-10Документ2 страницыTerluran or Novodur HI-10bobОценок пока нет
- PQR 3Документ2 страницыPQR 3Mecon HyderabadОценок пока нет
- EM - 1110-2-2902 - Cimentacion de Tuberias PDFДокумент87 страницEM - 1110-2-2902 - Cimentacion de Tuberias PDFJose PardoОценок пока нет
- Loctite 401™: Technical Data SheetДокумент3 страницыLoctite 401™: Technical Data Sheetehsan100% (1)
- Fixed Base Anchor Bolt DesignДокумент3 страницыFixed Base Anchor Bolt Designkhan84mind50% (2)
- CR Mm3.Ot Mammo: Plates & CassettesДокумент4 страницыCR Mm3.Ot Mammo: Plates & CassettesMahdi Saleh AishanОценок пока нет
- Partial Acid Number in Unsaturated Polyester Resin According To EN ISO 2114Документ2 страницыPartial Acid Number in Unsaturated Polyester Resin According To EN ISO 2114Mamoon ShahidОценок пока нет
- A Database For Shot Peening ProcessДокумент9 страницA Database For Shot Peening Processkayasimge595Оценок пока нет
- Aloha Flight 243 A New DirectionДокумент45 страницAloha Flight 243 A New DirectionBhavani PrasadОценок пока нет
- Zinc Sulfate 35 Maxi Granular Spec Sheet CCIДокумент1 страницаZinc Sulfate 35 Maxi Granular Spec Sheet CCIricko4001Оценок пока нет
- M/S Hitesh Steel Duplex Steel Division Maharashtra IndiaДокумент10 страницM/S Hitesh Steel Duplex Steel Division Maharashtra IndiaM/S Hitesh SteelОценок пока нет
- Module 9Документ18 страницModule 9I EAT CATS FOR BREAKFASTОценок пока нет
- Thermometer Exp 1Документ11 страницThermometer Exp 1hayder alaliОценок пока нет
- Standard Test Method For Water Absorption of Plastics 1: March 2019Документ5 страницStandard Test Method For Water Absorption of Plastics 1: March 2019swapon kumar shillОценок пока нет
- Phosphorus: Ceniza, John Raymund D. Physics 314 B MWF/TTH 11:00-12:00/3:30-5:00Документ13 страницPhosphorus: Ceniza, John Raymund D. Physics 314 B MWF/TTH 11:00-12:00/3:30-5:00Ezra Hilary CenizaОценок пока нет
- FVFVFVFCCCДокумент2 страницыFVFVFVFCCCKarina HuamaníОценок пока нет
- Dot 36734 DS2 PDFДокумент122 страницыDot 36734 DS2 PDFArab WeldersОценок пока нет
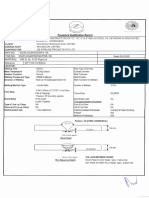
- Welders Qualification Test Record For Approval: Marjan Development ProgramДокумент8 страницWelders Qualification Test Record For Approval: Marjan Development ProgramJoni Carino SuniОценок пока нет
- BE. Heat Exchangers.Документ97 страницBE. Heat Exchangers.Gannavarapu KrishnaОценок пока нет
- QUESTION BANK SCIENCE CLASS-10 2022-23 - KVS AhmedabadДокумент185 страницQUESTION BANK SCIENCE CLASS-10 2022-23 - KVS AhmedabadshamshadОценок пока нет
- Carck WidthДокумент21 страницаCarck WidthPiyush VidyarthiОценок пока нет
- English - Unit 1Документ22 страницыEnglish - Unit 1Putra AirlanggaОценок пока нет
- Review in CryogenicДокумент25 страницReview in CryogenicAynamawОценок пока нет
- B GH I Ea: CJC DesorberДокумент6 страницB GH I Ea: CJC DesorberKarim Ahmed El SayedОценок пока нет
- Pengajuan Penamaan InfusДокумент1 страницаPengajuan Penamaan InfusNur AzlinОценок пока нет
- ESA MCQДокумент3 страницыESA MCQvamsikrishnamamidiОценок пока нет
- Module 3Документ27 страницModule 3justineОценок пока нет
- Chapter 10 - States of MatterДокумент31 страницаChapter 10 - States of Matterjim tannerОценок пока нет
- Flange Isolating Gasket Kits: To Order Please Specify The FollowingДокумент8 страницFlange Isolating Gasket Kits: To Order Please Specify The Followingmoch ardiansyahОценок пока нет