Вам также может понравиться
- Aislamiento, Bloqueo y Señalización AntaminaДокумент64 страницыAislamiento, Bloqueo y Señalización AntaminaMoche Moi83% (30)
- Reglamento TransitoДокумент30 страницReglamento Transitotsidknuger233Оценок пока нет
- Reglamento Interno de Seguridad y Salud en El TrabajoДокумент18 страницReglamento Interno de Seguridad y Salud en El TrabajoKhenia CОценок пока нет
- Ejercicios Dap DopДокумент23 страницыEjercicios Dap DopSors0% (1)
- Diseño de Un HospitalДокумент39 страницDiseño de Un HospitalIver Ortiz RiveraОценок пока нет
- Cristian Alexander Recinos AldanaДокумент206 страницCristian Alexander Recinos AldanaBrandom HalcónОценок пока нет
- Casos Practicos Por ProcesosДокумент6 страницCasos Practicos Por ProcesosIris GarciaОценок пока нет
- 1502-0774 RamirezPinedoJMДокумент78 страниц1502-0774 RamirezPinedoJMJessica GavillonОценок пока нет
- Gestión de Recursos de ProducciónДокумент20 страницGestión de Recursos de ProducciónjikidenОценок пока нет
- Polimeros Informe 4 Marco Teorico y MaterialesДокумент6 страницPolimeros Informe 4 Marco Teorico y MaterialesJoel PantojaОценок пока нет
- MF AdministracionДокумент2 страницыMF AdministracionDouglas Darwin LuqueОценок пока нет
- Tarea Grupal 3Документ2 страницыTarea Grupal 3EdwarОценок пока нет
- Cuidado Del ClienteДокумент33 страницыCuidado Del ClientechalchiОценок пока нет
- Ejercicio de Dosificación PDFДокумент1 страницаEjercicio de Dosificación PDFCarlos AntilОценок пока нет
- MendozaTornel InvestigaciónДокумент3 страницыMendozaTornel InvestigaciónMiriam FloresОценок пока нет
- ENSAYO DE MURO A ESCALA Informe FinalДокумент12 страницENSAYO DE MURO A ESCALA Informe FinalAdderly Anco CallenovaОценок пока нет
- Glory GFB-800 Datasheet - ES - June 2015Документ2 страницыGlory GFB-800 Datasheet - ES - June 2015Pcshop VenezuelaОценок пока нет
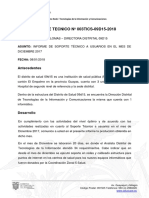
- Informe 003 Diciembre - Sat 09d15Документ5 страницInforme 003 Diciembre - Sat 09d15Fausto CarchiОценок пока нет
- Ejemplo Proyecto Vivienda 2 PisosДокумент2 страницыEjemplo Proyecto Vivienda 2 PisosFelipe Ignacio Zeballos Mariangel100% (1)
- 10-12-07 - CONSOLIDADO - Construcción CivilДокумент20 страниц10-12-07 - CONSOLIDADO - Construcción CivildanОценок пока нет
- Ntp-1014 Cuadro Mando Integral IIДокумент10 страницNtp-1014 Cuadro Mando Integral IICARPENTIERIMAZZAОценок пока нет
- Ficha Técnica Unidad Odontológica Wodo MilleДокумент3 страницыFicha Técnica Unidad Odontológica Wodo Milleivan castañedaОценок пока нет
- Medidor Electronico CD-5094Документ147 страницMedidor Electronico CD-5094leoarcangel100% (1)
- 1ra Actividad Entregable.Документ6 страниц1ra Actividad Entregable.Martin Reyes PisfilОценок пока нет
- Torre Regeneradora PDFДокумент3 страницыTorre Regeneradora PDFLuis David Martinez JiménezОценок пока нет
- Válvulas en El Industria PetroleraДокумент14 страницVálvulas en El Industria PetroleraSergio Axel Zuñiga FajardoОценок пока нет
- Catálogo de Yates - Temporada 2023 - Ancon BeachДокумент36 страницCatálogo de Yates - Temporada 2023 - Ancon Beachgb cmОценок пока нет
- Jolie de Vogue - Historia EmpresarialДокумент5 страницJolie de Vogue - Historia Empresarialrosakterine7Оценок пока нет
- Infografía Tecnologia en La IndustriaДокумент1 страницаInfografía Tecnologia en La IndustriaAngie PoloОценок пока нет
- Que Es AlmacenadorasДокумент6 страницQue Es AlmacenadorasSara FarfánОценок пока нет