TECHNICAL GUIDE
KEVLAR
PNP id
Liguid crystalline polymer solutions display @
unique behavior under shear. This unique aspect
‘opened up new dimensions in fiber manufacturing and
processing. Under shear forces, as the solutions pass
through a spinneret (orifice), the randomly oriented
domains become fully oriented in the direction of the
shear and emerge with near perfect molecular orientation,
The supramolecular structure is almost entirely
preserved in the as-spun filament structure due to very
slow relaxation of the shear-induced orientation. This
process isa novel, low-energy way to highly orient
polymer molecules and to achieve very strong fibers
Du Pont utilized this technology to develop a
fiber of poly-para-phenylene terephthalamide, which
was introduced as high-strength KEVLAR® aramid
fiber in 1971
KEVLAR® aRamip
FIBER
13
KEVLAR® In FDA App.ications
‘The Food and Drug Administration (FDA) has
amended the food additive regulations to provide for
the use of KEVLAR. These regulations now indicate
that many forms of KEVLAR may be safely used as
articles or components of articles intended for re-
peated contact with food. To determine which
specific KEVLAR products are included under the
FDA regulations, please contact your Du Pont
Customer Service Representative (see the last page).
Du Pont cannot attest to the FDA status of any
other materials added to or used in conjunction with
KEVLAR, either by the end-user or by any down-
stream processor. For more information on the use of
KEVLAR for your particular application, you may
contact Mr. Julius Smith at the FDA (202-254-9500).
‘You may also refer directly to the Federal Register
(Vol. 57, No. 18, Tuesday, January 28, 1992), which
addresses the use of KEVLAR under section 21 CRF
Part 177 (Docket No. 89F-0171).
14 KEVLAR® aramip FIBER
TABLE OF CONTENTS
Section I: Introduction to KEVLAR® Aramid
‘What Is KEVLAR®? 7 —o
Development and Molecular Structure of KEVLAR®
KEVLAR in FDA Applications
La
12
Section II: Properties of KEVLAR®
‘Typical and Comparative Properties of KEVLAR?
Effect of Chemical Agents on KEVLAR®
Effect of Water and pH on KEVLAR®
Hydrolytic and pH Stability
Moisture Regain :
“Thermal Properties of KEVLAR®
Decomposition Temperature
Effect of Elevated Temperatures on Tensile Properties,
Effect of Elevated Temperatures on Dimensional Stability
Heat of Combustion —_ :
Specific Heat
Effect of Aretic Conditions
Effect of Cryogenie Conditions.
Flammability, Smoke and Off-Gas Generation Properties of KEVLAR®
Effect of Electron Radiation on KEVLAR® sen
Effect of UV Light on KEVLAR®
Section III: KEVLAR? Short Fibers
KEVLAR® Pulp
Precision-Cut, Short Fibers...
KEVLAR? Staple...
KEVLAR® Floc vs nn bn nnn M2
KEVLAR® MIB Masterbatch _ sense TES
Section IV: Glossary.
‘Ordering Information for KEVLAR®
FOR MORE INFORMATION, CALL 1-800-4-KEVLAR
(1-800-453-8527).
KEVLAR® aramip Finer
SECTION I:
INTRODUCTION TO
KEVLAR®
ARAMID FIBER
Wuart Is KEVLAR®?
Du Pont KEVLAR is an organic fiber in the aromatic
polyamide family. ‘The unique properties and distinct
‘chemical composition of wholly aromatic polyamides
(aramids) distinguish them —and especially KEVLAR —
from other commercial, man-made fibers.
KEVLAR has a unique combination of high
strength, high modulus, toughness and thermal
stability. It was developed for demanding industrial
and advanced-technology applications. Currently,
‘many types of KEVLAR are produced to meet a
broad range of end uses.
This guide contains technical information
primarily about KEVLAR industrial yams, as well as
some basic information on KEVLAR short fibers. If
you require any additional information, including
information on the various applications and special
forms of KEVLAR, please contact your Du Pont
Representative or call 1-800-4-KEVLAR. From
outside the United States, call (302) 999-3358.
KEVLAR® aramip
DEVELOPMENT AND MOLECULAR ST
In the mid-1960s, nylon and polyester represented the
state ofthe art in man-made fibers. However, to
achieve maximum tenacity (break strength) and initial
‘modulus, the polymer molecules had to be in ex-
tended-chain configuration and almost perfect crystal-
line packing. With flexible-chain polymers, such as
nylon or polyester, this could be accomplished only
by mechanically drawing the fiber after melt spinning.
This required chain disentanglement and orientation in
the solid phase, so tenacity and modulus levels were
far from the theoretically possible values.
In 1965, scientists at Du Pont discovered a new
method of producing an almost perfect polymer chain
extension. The polymer poly-p-benzamide was found
to form liquid crystalline solutions due to the simple
repetitiveness of its molecular backbone. The key
structural requirement for the backbone is the para
orientation on the benzene ring, which allows the
formation of rod-like molecular structures. These
developments led us to our current formulation for
KEVLAR.
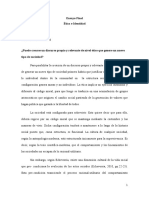
To illustrate the difference between liquid
crystalline polymers and flexible, “melt” polymers,
consider what happens when rod-like polymer
molecules are dissolved, as opposed to molecules with
flexible chains. With flexible chain polymers, random
coil configuration is obtained in solution, and even
increasing the polymer concentration cannot generate
ahigher degree of order. In contrast, with rigid
polymers, asthe concentration increases, the rods
begin to associate in parallel alignment. Randomly
oriented domains of internally highly oriented poly-
‘mer chains then develop.
12 KEVLAR® aramip Finer
RUCTURE OF KEVLAR®
Hydrogen-Bonded Sheet
‘Shoots Stacked Togethor
FIGURE 1.1. Rod-Like Fiber Structure by the
Radial Stacking of Hydrogen-Bonded Sheets.
7 pte
_ ayy,
a @ YO at
cation con
se | | oe
Parialy Scanded
Fy Exondoa
‘crane!
FIGURE 1.2, Differences in Behavior During
Spinning Between Flexible and Rigid Polymers.
SEcTION II
PROPERTIES OF
KEVLAR
This section lists and describes the typical
properties of KEVLAR®. The data reported are
those most often observed, and are representative of
the particular denier and type indicated. The
properties are reported in both U.S. and S.1. units
For information on safety and health, refer to
the KEVLAR Material Safety Data Sheet.
Typicat AND CoMPARATIVE PRrorertics OF KEVLAR®
Table II-lists the typical yam, tensile and thermal
properties of KEVLAR 29 and KEVLAR 49 yams.
Additional products in the KEVLAR family of
fibers are available with different combinations of
properties to meet your engineering design needs.
Please contact your Du Pont Representative or call
1-800-4-KEVLAR to discuss your specific application
and determine the optimum KEVLAR fiber for you.
‘Typical Properties of Du Pont KEVLAR® 29 and 49 yarns
Thi’ KEVIARREVEAR Property Tal KEVEAR” REVTAR
ae yes
YARN "THERMAL PROPERTIES
Dre denier 1500.40 Strange,
(@eeg asm 270 ia Water
fof tamenst “1900768 FU)
Dest twin’ 00820082 i
em) 0) ha)
Sikage Tension
Moin ewe
cl nay Aira op tz
eee a 10: ss 351 FITC) (eNtex) (88) (77)
i :
aii —
Rone:Dayi = Se as AUITEQSC) — callge'C 034 034
TENSILE PROPERTIES Gngex) (20) (haat)
Stuight Test on Condiened Yams A2IZF (OTC) calgx'C O48 O88
Baking Suength Tb 760 ng) 2.010) 210)
ee) AascPaw'o caler'e “00 “O60
Se Gnesk) @515) @s15
(eles Gos) Thermal Condi
Ts 424000 MUswitts 0303
th, 2920) TWien 3} (00s) (004)
Tensile Modus glk 585 Diop “F/ so000" tons
(ime) 500) Temper in Air”) RTARD) 7-48)
Ts 1O2KI" 16381) peremenieg ny
MPa) 70,500) (112,400) ‘Temperature Range for °F 300-350 300-350.
BlngaioaBresk 862A Longctemm UselnAir CO) (BIT) GBT)
Resin impregnated Stands" Hea ot Combusion TUM 1800018600
TensileStength psi 525000 525,000 Goulehy) 5x10) Se 10)
Pa) 600) G,600) Poisson's Ratio 0.36
Teil Modis pa RD Oh ROA
(MPa) 3,000)
(124,000),
Emtec he arclr dnl ype nde, bey os pot pertica
‘tne Proper wl ary with Senet an pe, For REAR 9,
fb wed occu Jenie eo fic 5 moe, Ror KEVLAR
‘Bethe as wea wed acl ceale vo Hh and 0% ost
“amen date 01087 nhs (12 ton).
‘yea mt lees on am ips hy eft eas ech
um moderate tempers and hum sel fn fer rout,
aura vale re dtenined by bone ing te Ter ad conn
"ASTM DAKS4S, etd 11 it mip
"epoy pregame, ASTM D235,
KEVLAR® aramip rinerR Ill
‘Table I-2 compares the properties of KEVLAR 29
and KEVLAR 49 to other yams, such as glass, steel
wire, nylon, polyester, polyethylene and carbon,
‘Compared to KEVLAR, nylon and polyester have
relatively low moduli and intermediate melting points
Polyethylene has a high initial modulus, which is
offset by its relatively low melting point.
11-2, Comparative Properties of KEVLAR® vs. Other Yarns
“Customary” Gnch-pound) Units
Specific
Specific Break ‘Tensile Decomposition
Density Tenacity Modulus Elongation Strength* CTE** Temperature
IWiin? 10° psi 10'pst % in YF FO)
KEVLAR 39 0083 we 102 36 a5 800-900 (427-483)
KEVLAR 49 0.052 485 163 24 837 800-900 (427-482)
‘Other Yarns
S-Class 0.090 665 4 34 740417 1,862) 830)
E-Glass 0.092 500 10s 48 343 6 1346" (730)
Steel Wire 0280 2885 2 20 bo BT ara aS00y
Nylon-66 0082 143 os. 183, 340 = 490" (254)
Polyester 0.050 168 20 145 3.36 493 (256),
HS Polyethylene 0.035 315 ” 35 102 = 300" (149)
Hligh“Tendeity Caibon 0.065 50 2 1a 693 NO 8382 G06)
“Speci nse senghs Sune by didn tem By the esi.
*°CTE athe confine of heal expos the ng recto)
‘ter enpea.
12 KEVLAR® Aramip FIBER
Errect oF CHEMICAL AGENTS ON KEVLAR®
KEVLAR is chemically stable under a wide variety of
exposure conditions; however, certain strong aqueous
acids, bases and sodium hypochlorite can cause
degradation, particularly over long periods of time and
‘TABLE 1-3, Chemical Resistance of KEVLAR® Aramid Yarn
at elevated temperatures. Table II-3 summarizes the
effect of chemical agents on the breaking strength of
KEVLAR.
‘Concentration Temperature Time Effect on
Chemical (, FCO, oe) Breaking Strength"
‘ACIDS,
‘Acetic 997 7 en 4 None
‘Acetic 40 7% an 1000 Slight
‘Acetic 40 210 (99) 100. Appreciable
Benzoie 3 210 9) 100 ‘Appreciable
Chromic 0 7% an 1000 Appreciable
Formic 90 7m an 100 None
Formic 40 m 2D 10000 Moderate
Formic 90, 2109) 100 Degraded
Hyérobromic 10 % en 1000 Appreciable
Hydrochloric 30 7 a) mw ‘None
Hydrochloric 10 7 ay 100 Appreciable
Hyérochioric 10 160. ) 100 Appreciable
Sodium Chloride 3 7 an 1000 None
Sodium Chioride 10 210 9) 100 None
Sodium Chloride 10 250 (121) 100 Appreciable
Sodium Phosphate 5 210 (99) 100 “Moderate
MISCELLANEOUS CHEMICALS
Benzaldehyde 100 702) 1000 None
Brake Fluid 100 235 (13) 100 Moderate
Cottonseed Oi! 100 7 @D 1000 None
Formaldehyde in Water 10 % @D 1000 None
Formalin 100 7% Ql) a None
Lard 100 7m aD 1000 None
Linseed Oil 100 0 @D 1000 None
Minoral Oil 100 217 69) 10 None
Phenol in Watet 5 0 an 10 None
Resoteint 100 250 (121) 10 None
Water, Ocean (Ocean City, NJ) 100 = 1 year None
Water, Salt s » ey * ‘None
Water, Tap 100 m a) 2 None
Water, Tap 100 212 (100) 100 None
Water, Tap 100 210 (99) 100 None
ORGANIC SOLVENTS,
‘Acetone 100 1m en By None
‘Acetone 100 Boil 100 None
‘Amyl Alcobo! 100 7» @) 1000. None
Benzene 100 7 Qi) 1000, None
Benzene 100 7m @ m ‘None
Carbon Tetrachloride 100 7m aD 4 None
Carbon Tetrachloride 100 Boil 100 Moderate
Chlorothene 100 7 @n 5 None
Dimethyiormamide 100 70» en 24 None
Ethyl Ether 100 0 ey 1000, None
[Bthyl Alcohot 100 170 7) 100 None
Ethylene GlycolWater 5050 210 9) 1000 Moderate
Freon® 11 100 140 (60) 300 ‘None
Freon 22 100 140 (60) 500 None
Jet Fuel (Texaco “Abjet” K-40) 100 7 Qt) 4 None
Kerosene 100 140 6) 500 None
Sova* ComtrisiP (HCFC-123) 100 0° “Qty 1000 None
Gasoline, Leaded 100 0 Gh 1000 None
Gasoline, Leaded 100 1 an m None
‘Methyl Alcohot 100 7 QD 1000 None
Methylene Chloride 100 m Qn 4 None
Methylene Ketone 100 7m Qt) 4 None
erchlorocthylene 100 210 9) 0 None
Toluene 100 7% Qn 4 None
“Trichloroethylene 100 02) 24 None
None! (10108 suength oss “Apprecabe 4) 49 80% erent se
Slight 11 to 20% atength oes Degraded 81 to 100% suengt oss
Moderate 21 to 409 sength lose
1-4 KEVLAR® aramrp FIER
Hydrolytic and pH Stability
Degradation can occur when KEVLAR is exposed to
strong acids and bases. At neutral pH (pH 7), the
filament tenacity remains virtually unchanged after
exposure at 149°F (65°C) for more than 200 days.
‘The further the pH deviates from pH 7, the greater the
{oss in tenacity. Acidic conditions cause more severe
degradation than basic conditions at pH levels equidis-
tant from neutral.
‘Similar behavior is seen in saturated steam
‘generated from water at various pH levels. The
results of the 16-hour exposure at 309°F (154°C)
show maximum strength retention in pH 6 to pH 7,
with a sharper drop-off on the acidic side (Figure 2.1),
‘The resistance of KEVLAR to hydrolysis in
saturated steam is measured in a sealed tube ("bomb’
test. KEVLAR yam (1,500 denier) in a skein form is
held at 280°F (138°C) for various lengths of time in the
presence of sufficient water (pH 7) to form saturated
steam. The strength loss results are determined by
comparing strength data measured at room tempera-
ture for control and exposed yams (Figure 2.2).
FFECT OF WATER AND PH ON KEVLAR®
Exposure: 16 hours
|
% Break Strength
Remaining
88
FIGURE 2.1. Hydrolytic Stability of KEVLAR®
in 309°F (154°C) Steam vs. pH of Water.
1500 denier
20
‘Strength Loss, %
(contro 910203040800 -70BO 80100
Exposure Time, hours
FIGURE 22, Hydrolytic Stability of KEVLAR® 29
in Saturated Steam at 280° (13 .
Exposure Time.
KEVLAR® aramip riper IES
Moisture Regain
“Moisture regain is the tendency of most fibers to pick
up or give off ambient atmospheric moisture until they
reach an equilibrium moisture content ata given
temperature and humidity level. Relative humidity
(RH) has a significant effect on the rate of moisture 120
absorption by KEVLAR? and the equilibrium level i
reached. The higher the RH, the faster KEVLAR eK eratterseays
absorbs moisture during the initial phase of moisture ic
‘gain, and the higher the final equilibrium level. $
Bone-dried KEVLAR will reach aslightly lower © 801 gene dnp, ten precoctoned
§ 085% RASSE (24°C) or Says
‘equilibrium moisture level than fiber that has never
been bone dried, Figure 2.3 illustrates this effect for
KEVLAR 29. Figure 2.4 illustrates the effect of RH
Bone-died @ 221°F (105°0) for hours
20
‘on the equilibrium moisture content obtained from a
bone dry yarn of KEVLAR 49. This relationship is a
linear throughout the entire RH range. om 50 ROO
‘The tensile properties of KEVLAR are virtually ‘Time, hours @ 65% RH and 72°F (22°C)
unaffected by moisture content FIGURE 2.3. Motsture Regain of KEVLAR® 29
jous Precon
(After Vs
x
Moisture Reg:
(from the dry side)
0 40 20 90 40 50 60 70 80 90 100
Relative Humidity, %
FIGURE 2.4. Equilibrium Moisture Content of
KEVLAR? 49 vs. Relative Humidity at Room
‘Temperature.
11-6 KEVLAR® aramip riser
THERMAL Prop
Decomposition Temperature
KEVLAR does not melt; it decomposes at relatively
high temperatures (800°F to 900°F [427°C to 482°C}
in air and approximately 1,000°F [538°C] in nitro-
gen), when tested with a temperature rise of 10°C/
‘minute, Decomposition temperatures vary with the
rate of temperature rise and the length of exposure.
Figures 2.5 and 2.6 show typical thermo-
gravimetric analyses (TGAs) of KEVLAR 49 in air
and nitrogen, respectively. TGAs are generated by an
instrument that measures weight loss as a function of
temperature rise over time, The analyses can be
performed in air or in a variety of other atmospheres.
For KEVLAR, as temperature increases, there is
an immediate weight reduction, corresponding to
‘water loss. The curve then remains relatively flat until
decomposition, where a significant weight loss is
observed.
TIES OF KEVLAR®
a ZT)
Temporature, °C
FIGURE 2.5. Typical Thermogravimetrie
Analysis of KEVLAR® 49 in Air at a
‘Temperature Rise of 10°C/Min,
Toe B80 80a ais at —F00
Temperature, °C
FIGURE 2.6. Typical Thermogravimetric
Analysis of KEVLAR? 49 in Nitrogen at a
‘Temperature Rise of 10°C/Min.
KEVLAR® aramip riser IL-7
Effect of Elevated Temperatures on Tensile
Properties
Increasing temperatures reduce the modulus, tensile
strength and break elongation of KEVLAR® yams and
other organic fibers, This should be taken into
consideration when using KEVLAR at or above
30°F to 350°F (149°C to 177°C) for extended
periods of time,
Figures 2,7 and 2.8 compare the effects of
exposure to elevated temperatures on the tensile
strength and modulus, respectively, of KEVLAR and
other yarns.
18 KEVLAR® Aramip Finer
00
z 60
5
& 300,
i =
3 200
5
10
aor ee
ot t 0
070020000 a0 600
Time, he.
Dy, Twist acid Yam Test
10" Gauge Lena
10%. Extension
“Tested at Room Temperature
FIGURE 2.7. Effect of Elevated Temperatures,
on the Tensile Strength of KEVLAR® 29.
‘Tested at Temperature After -Minute Exposure in Alt
soo} KEVLARP 9
200.
>
7ST Ee
|
e000
7000
i
£ col
Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Etica e IdentidadДокумент12 страницEtica e IdentidadAlexander VoullsvikОценок пока нет
- Introducción A La Vida en La TierraДокумент19 страницIntroducción A La Vida en La TierraAlexander VoullsvikОценок пока нет
- Eliphas Levi - Curso de Filosofia OcultaДокумент192 страницыEliphas Levi - Curso de Filosofia Ocultavectorkrute50% (2)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- MSDS Msds-CloroДокумент6 страницMSDS Msds-CloroAlexander VoullsvikОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (120)