Вам также может понравиться
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Mass Transfer DR AurobaДокумент192 страницыMass Transfer DR AurobaNagwa Mansy100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- How To Test The Fuel Injectors1Документ7 страницHow To Test The Fuel Injectors1ElliAbatziОценок пока нет
- CHERY QQ 465 Mechanical System PDFДокумент55 страницCHERY QQ 465 Mechanical System PDFAnonymous OArHcompmc100% (1)
- Worked Example - Drencher CalculationДокумент4 страницыWorked Example - Drencher Calculationryankcko100% (1)
- Vertical Multiphase Flow: Instructional ObjectivesДокумент23 страницыVertical Multiphase Flow: Instructional ObjectivesIksan Adityo MulyoОценок пока нет
- Hitachi Wheel Loader ZW90Документ7 страницHitachi Wheel Loader ZW90Leandro SalОценок пока нет
- A330 RR Trent 700 T7lm04r80-Ata-31 & 77Документ42 страницыA330 RR Trent 700 T7lm04r80-Ata-31 & 77Shusant SahaОценок пока нет
- Hydrocarbon Processing Petrochemical Processes 2001Документ144 страницыHydrocarbon Processing Petrochemical Processes 2001Alejandra Arias100% (1)
- Spare Parts PDFДокумент198 страницSpare Parts PDFDavid Chávez50% (2)
- Fee 169-4-04280-241a-K1454Документ2 страницыFee 169-4-04280-241a-K1454Luis Segovia CortesОценок пока нет
- History of Electric CarsДокумент8 страницHistory of Electric CarsInstalatiiGeneraleОценок пока нет
- Bach Allemande from Lute Suite No 1Документ2 страницыBach Allemande from Lute Suite No 1Arun EbenezerОценок пока нет
- Liquid Vapor e QuilДокумент12 страницLiquid Vapor e QuilFrancisco MartinezОценок пока нет
- Fuel Processing of Diesel and Kerosene For Auxiliary Power UnitДокумент9 страницFuel Processing of Diesel and Kerosene For Auxiliary Power UnitArun EbenezerОценок пока нет
- Fundamentals of Mass Transfer in Multi-Component SystemsДокумент8 страницFundamentals of Mass Transfer in Multi-Component SystemsWs LimОценок пока нет
- Advanced Drug DeliveryДокумент13 страницAdvanced Drug DeliveryArun EbenezerОценок пока нет
- Diffusion, Blood Oxygen, Co2 EtcДокумент13 страницDiffusion, Blood Oxygen, Co2 EtcArun EbenezerОценок пока нет
- Microfluidics Its Impact On Drug DiscoveryДокумент4 страницыMicrofluidics Its Impact On Drug DiscoveryArun EbenezerОценок пока нет
- High-Pressure HighTemperature Microreactors For Nanostructure SynthesisДокумент7 страницHigh-Pressure HighTemperature Microreactors For Nanostructure SynthesisArun EbenezerОценок пока нет
- FormaldehydeДокумент4 страницыFormaldehydeWerner JanssensОценок пока нет
- Modeling of The Oxygen Transfer in The Respiratory ProcessДокумент28 страницModeling of The Oxygen Transfer in The Respiratory ProcessArun EbenezerОценок пока нет
- Integration of Rational FractionsДокумент13 страницIntegration of Rational FractionsJanesha100% (1)
- Chapter 3 CalibrationДокумент3 страницыChapter 3 CalibrationArun EbenezerОценок пока нет
- Chapter1,2,3 1Документ33 страницыChapter1,2,3 1Arun EbenezerОценок пока нет
- Nitrogen Based Zinc Oxide Thin Films Biosensor For Determination of Uric AcidДокумент10 страницNitrogen Based Zinc Oxide Thin Films Biosensor For Determination of Uric AcidArun EbenezerОценок пока нет
- FC 10 2 021003Документ6 страницFC 10 2 021003Arun EbenezerОценок пока нет
- Real-Time in Vivo Uric Acid Biosensor SystemДокумент7 страницReal-Time in Vivo Uric Acid Biosensor SystemArun EbenezerОценок пока нет
- Capillary ElectrophoresisДокумент39 страницCapillary ElectrophoresisArun EbenezerОценок пока нет
- Artigo Rosa Applied Clay Science.Документ12 страницArtigo Rosa Applied Clay Science.Arun EbenezerОценок пока нет
- Characterization, Beneficiation and Utilization of A Kaolinite ClayДокумент11 страницCharacterization, Beneficiation and Utilization of A Kaolinite ClayArun Ebenezer100% (1)
- Minerals Engineering: Adam Jordens, Ying Ping Cheng, Kristian E. WatersДокумент18 страницMinerals Engineering: Adam Jordens, Ying Ping Cheng, Kristian E. WatersKilaparthi SatyavammaОценок пока нет
- White SilicaДокумент14 страницWhite SilicaArun EbenezerОценок пока нет
- 10 1 291Документ8 страниц10 1 291Sudhir Singh PariharОценок пока нет
- 01496391003652783Документ9 страниц01496391003652783Arun EbenezerОценок пока нет
- Chemical Composition and Surface Property of KaolinsДокумент6 страницChemical Composition and Surface Property of KaolinsArun EbenezerОценок пока нет
- Excess Molar Enthalpies of The Ternary Mixture N-Propanol + AceticДокумент7 страницExcess Molar Enthalpies of The Ternary Mixture N-Propanol + AceticArun EbenezerОценок пока нет
- Characterization, Beneficiation and Utilization of A Kaolinite ClayДокумент11 страницCharacterization, Beneficiation and Utilization of A Kaolinite ClayArun Ebenezer100% (1)
- Volumetric Properties of Pharmaceutical CompoundsДокумент18 страницVolumetric Properties of Pharmaceutical CompoundsArun EbenezerОценок пока нет
- Anti Breast CancerДокумент4 страницыAnti Breast CancerArun EbenezerОценок пока нет
- D475a-5 Eess017002 0608 23113 PDFДокумент16 страницD475a-5 Eess017002 0608 23113 PDFDorneanu NarcisОценок пока нет
- The Future of Biogas in Europe IIДокумент123 страницыThe Future of Biogas in Europe IIFerly AsriОценок пока нет
- Productline092012 PDFДокумент10 страницProductline092012 PDFForklift Systems IncorporatedОценок пока нет
- Power House POF ReportДокумент16 страницPower House POF ReportMuhammad Bilal Sahi100% (1)
- LG Series: 28kVA - 50kVAДокумент8 страницLG Series: 28kVA - 50kVALuis Maragaño AguilarОценок пока нет
- Review of Hydrothermal Biomass ProcessingДокумент15 страницReview of Hydrothermal Biomass ProcessingVignesh NvОценок пока нет
- Model 2700 With APIДокумент19 страницModel 2700 With APIJefferson Villalba JacomeОценок пока нет
- Coal Briquetting Technology GuideДокумент10 страницCoal Briquetting Technology GuideAgrim KhatryОценок пока нет
- AustCold Industrial RefrigerationДокумент7 страницAustCold Industrial RefrigerationPrestoneKОценок пока нет
- TS293k LPGДокумент6 страницTS293k LPGdewidewi76Оценок пока нет
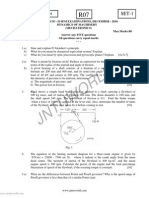
- 07a60304 - Dynamics of MachineryДокумент8 страниц07a60304 - Dynamics of MachineryRajaganapathy GanaОценок пока нет
- Full Length Article: SciencedirectДокумент10 страницFull Length Article: SciencedirectAngel FajmОценок пока нет
- 3412C 725 kVA Prime LowBsfc EU 50Hz1 PDFДокумент6 страниц3412C 725 kVA Prime LowBsfc EU 50Hz1 PDFKhaleel KhanОценок пока нет
- (General) (Time Allowed - 3 Hours) Total Marks 100 India Morning Paper N.B. - (1) Attempt SIX Questions ONLYДокумент2 страницы(General) (Time Allowed - 3 Hours) Total Marks 100 India Morning Paper N.B. - (1) Attempt SIX Questions ONLYThiet PhamОценок пока нет
- Analyzing The Starting Current of Induction Motor in ATP: Journal Paper ReviewДокумент5 страницAnalyzing The Starting Current of Induction Motor in ATP: Journal Paper ReviewAbhishek JoshiОценок пока нет
- Wp13Gta Installation and Application ManualДокумент25 страницWp13Gta Installation and Application ManualKurd SkorvskiОценок пока нет
- Heavy Equipment - Spek PC5500Документ8 страницHeavy Equipment - Spek PC5500David HalomoanОценок пока нет
- 2 Flame Retardants by AmpacetДокумент6 страниц2 Flame Retardants by Ampacetnumichem100% (1)
- Group-4 SSC SBR-1Документ6 страницGroup-4 SSC SBR-1Kaushil GarodiaОценок пока нет
- Introduction to Aircraft FuelsДокумент3 страницыIntroduction to Aircraft FuelsJohn vincent GalangОценок пока нет