Вам также может понравиться
- Linea Del Tiempo Automatizacion IndДокумент4 страницыLinea Del Tiempo Automatizacion IndmanuelОценок пока нет
- Riesgos MecanicosДокумент38 страницRiesgos MecanicosAracely MA100% (1)
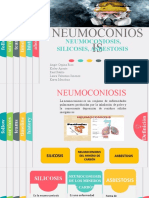
- Neumoconiosis PresentaciónДокумент9 страницNeumoconiosis PresentaciónMichelle CamayoОценок пока нет
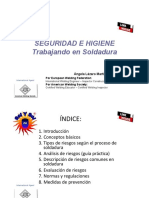
- AV. Higiene y Seguridad en El TrabajoДокумент8 страницAV. Higiene y Seguridad en El TrabajoOscar Mauricio Prada MenesesОценок пока нет
- Ficha TecnicaДокумент3 страницыFicha TecnicaDUMAR EDUARDO CAMACHO ESTUPIANОценок пока нет
- Riesgos LaboralesДокумент18 страницRiesgos LaboralesKevin Orlando BonillaОценок пока нет
- SoldaduraДокумент78 страницSoldaduraVictor Josue AlmanzaОценок пока нет
- Nuevas Tecnicas de SoldaduraДокумент22 страницыNuevas Tecnicas de SoldaduraDanny Urtecho PonteОценок пока нет
- Manual Plasma Pantografo Español PDFДокумент82 страницыManual Plasma Pantografo Español PDFStiven RamirezОценок пока нет
- Práctica #1 Control de Motor TrifásicoДокумент24 страницыPráctica #1 Control de Motor TrifásicopetrovishОценок пока нет
- Comparadores 2.1Документ34 страницыComparadores 2.1Jhonny Bautista CandelarioОценок пока нет
- Propiedades de Los MaterialesДокумент28 страницPropiedades de Los MaterialesErick Aldana Gonzalez100% (2)
- Folleto de Seguridad e HigieneДокумент60 страницFolleto de Seguridad e HigieneMartin Chávez GarcíaОценок пока нет
- Puesta en Marcha de Maquina CNC Didactica - Rey Ivan Garcia DominguezДокумент132 страницыPuesta en Marcha de Maquina CNC Didactica - Rey Ivan Garcia DominguezDominguez Garcia Rey IvanОценок пока нет
- Instructivo - Máquina Mezcladora de Goma Xk-450Документ15 страницInstructivo - Máquina Mezcladora de Goma Xk-450Lucy SánchezОценок пока нет
- Manual Gicalla Hormigonera Version MH Con DespieceДокумент31 страницаManual Gicalla Hormigonera Version MH Con DespieceSamuel MorenoОценок пока нет
- TALADROДокумент4 страницыTALADROCristianОценок пока нет
- Torno ConvencionalДокумент10 страницTorno ConvencionalLuis AyalaОценок пока нет
- ProyectoДокумент27 страницProyectoErick AndradeОценок пока нет
- Principales Causas Que Generan VibraciónДокумент13 страницPrincipales Causas Que Generan VibraciónIzumi Amelia Sakine Takatsuki50% (2)
- Procedimiento para El Montaje y Desmontaje de MoldesДокумент1 страницаProcedimiento para El Montaje y Desmontaje de MoldesJohn MorenoОценок пока нет
- Proyecto Maquinas Y HerramientasДокумент46 страницProyecto Maquinas Y HerramientasOmar H TreviñoОценок пока нет
- NEUMÁTICAДокумент34 страницыNEUMÁTICAKranford Castillo100% (2)
- Matriz para Analisis de Riesgos RETIEДокумент6 страницMatriz para Analisis de Riesgos RETIEIng. CoordinadorОценок пока нет
- Análisis Ergonómico de Condiciones Ambientales de Trabajo - Primera EntregaДокумент31 страницаAnálisis Ergonómico de Condiciones Ambientales de Trabajo - Primera EntregaJHOSEP JHOSEPОценок пока нет
- Ficha Tecnica Fresadora VerticalДокумент5 страницFicha Tecnica Fresadora VerticalJose Salvador Ona MoralesОценок пока нет
- CIMM Hoja de Vida Equipos EDRLДокумент2 страницыCIMM Hoja de Vida Equipos EDRLbrayan salamanca100% (1)
- SERVOMECANISMOSДокумент19 страницSERVOMECANISMOSLuis Antonio Salas AguilaОценок пока нет
- Ezi Servo ST SpanishДокумент20 страницEzi Servo ST SpanishjuanibirisОценок пока нет
- Funcion de TransferenciaДокумент3 страницыFuncion de TransferenciaJORGE FRANCISCO TRUJILLO SALAZAR100% (1)
- Corte Por PenetracionДокумент12 страницCorte Por PenetracionEsmer Cruz Sanchez0% (1)
- Plataformas de Trabajo y PasarelasДокумент11 страницPlataformas de Trabajo y PasarelasMelissa Stefania ORTIZ RUEDAОценок пока нет
- Vernier de CaratulaДокумент8 страницVernier de Caratulaヴァン・デ・シュタット アーサーОценок пока нет
- Tr1 Tegnologia de Procesos 222Документ21 страницаTr1 Tegnologia de Procesos 222Cesy Kent MirandaОценок пока нет
- Control Motores Con Freno MagneticoДокумент14 страницControl Motores Con Freno MagneticoKIngLyonLuis0% (1)
- Proyecto de Una Trituradora de PetДокумент29 страницProyecto de Una Trituradora de PetLucero Palma50% (2)
- Brazo RoboticoДокумент23 страницыBrazo Roboticodiego100% (1)
- Metodo Cascada de MinimaДокумент20 страницMetodo Cascada de MinimaJuan Sebastián LedesmaОценок пока нет
- Cuadro Comparativos de Los Circuitos Hidraulicos y Neumatico-Fabian Alejandro Serrano Lazaro - Automatizacion Industrial-Tarea 2 PDFДокумент6 страницCuadro Comparativos de Los Circuitos Hidraulicos y Neumatico-Fabian Alejandro Serrano Lazaro - Automatizacion Industrial-Tarea 2 PDFFabian Alejandro Serrano100% (1)
- Maquinas NiwaДокумент36 страницMaquinas Niwaseba2568100% (1)
- Problemas de Física Iv Primer ParcialДокумент16 страницProblemas de Física Iv Primer ParcialLeslie LewisОценок пока нет
- Tipos de MantenimientoДокумент1 страницаTipos de MantenimientoPaulino Pari100% (1)
- Practica de MaquinadoДокумент12 страницPractica de MaquinadoLuis MartinezОценок пока нет
- Actividad 2 AntropometríaДокумент13 страницActividad 2 AntropometríaAngie Mateus100% (1)
- Control Dimensional en El Taller de MecanizadoДокумент30 страницControl Dimensional en El Taller de MecanizadoJhon Jairo OteroОценок пока нет
- Mecatrónica y Fabricación MetalmecánicaДокумент2 страницыMecatrónica y Fabricación MetalmecánicaAngel Niño cordova100% (1)
- Diagramas de Flujo PDFДокумент4 страницыDiagramas de Flujo PDFMarcelo StéfanoОценок пока нет
- Determinacion de Costos Por AccidenteДокумент12 страницDeterminacion de Costos Por AccidenteNicklas Diaz ArévaloОценок пока нет
- Gráficas de ControlДокумент14 страницGráficas de ControlFrancisco Olán DomínguezОценок пока нет
- Infografia Higiene y SeguridadДокумент6 страницInfografia Higiene y SeguridadGustavo LimetaОценок пока нет
- Formado Mecanico Forjado Prensado Estirado Cizallado Doblado Extruccionn Embutido y TroqueladoДокумент8 страницFormado Mecanico Forjado Prensado Estirado Cizallado Doblado Extruccionn Embutido y TroqueladoEfren JuMaОценок пока нет
- Diferentes Tipos de FresadoraДокумент41 страницаDiferentes Tipos de FresadoraRUTHОценок пока нет
- Seguridad en El FresadoДокумент2 страницыSeguridad en El FresadoEdwin Campos LlanosОценок пока нет
- Guía Nº3 Torno ConvencionalДокумент16 страницGuía Nº3 Torno ConvencionalMarcelo Jaña del PinoОценок пока нет
- Ayuda Visual SoldaduraДокумент8 страницAyuda Visual Soldaduragabriel__regioОценок пока нет
- Ejemplo Diagrama de ActividadesДокумент2 страницыEjemplo Diagrama de ActividadesYurley Xiomara Rojas SanchezОценок пока нет
- Factor Económico 2.0Документ4 страницыFactor Económico 2.0Jeszica Paola Quilo AlbaОценок пока нет
- CNC First MCV 300Документ5 страницCNC First MCV 300armando0% (1)
- CNC y HerramientasДокумент50 страницCNC y HerramientasRichard ArizagaОценок пока нет
- HerramientasДокумент42 страницыHerramientasJuan GuerreroОценок пока нет
- Orden de Examenes MedicosДокумент3 страницыOrden de Examenes MedicosDiego Paul Monga SanchezОценок пока нет
- TITULOS MedidasДокумент1 страницаTITULOS MedidasDiego Paul Monga SanchezОценок пока нет
- RPC SO 42 No - 777 2019 OptДокумент21 страницаRPC SO 42 No - 777 2019 OptDiego Paul Monga SanchezОценок пока нет
- TablasДокумент7 страницTablasDiego Paul Monga SanchezОценок пока нет
- Amores - Ag - Actividad 2Документ3 страницыAmores - Ag - Actividad 2Diego Paul Monga SanchezОценок пока нет
- Contaminacion SonoraДокумент5 страницContaminacion SonoraDiego Paul Monga SanchezОценок пока нет
- Funcionamiento de Los EcosistemasДокумент32 страницыFuncionamiento de Los EcosistemasDiego Paul Monga SanchezОценок пока нет
- V2 - CLASE - UNIDAD III - Multímetro Analógico y DigitalДокумент32 страницыV2 - CLASE - UNIDAD III - Multímetro Analógico y DigitalAndrea GarciaОценок пока нет
- Flujo SanguineoДокумент19 страницFlujo SanguineoMary QuilliОценок пока нет
- Automatizacion en Microbiologia ClinicaДокумент28 страницAutomatizacion en Microbiologia ClinicaLes Rodri88% (8)
- MAT - U6 - 3er Grado - Sesion 11Документ5 страницMAT - U6 - 3er Grado - Sesion 11Gladys Maria Quiroz TorrealvaОценок пока нет
- Surgicalanatomíaof La Nariz: Higo. 1Документ21 страницаSurgicalanatomíaof La Nariz: Higo. 1boriuiОценок пока нет
- Ética EmpresarialДокумент10 страницÉtica EmpresarialRaul Pacheco PalominoОценок пока нет
- El Pecado Original Según El Concilio de Trento PDFДокумент48 страницEl Pecado Original Según El Concilio de Trento PDFpablosilvoniОценок пока нет
- Artes Visuales y El MovimientoДокумент8 страницArtes Visuales y El MovimientoMarilet LagunesОценок пока нет
- Tesina. Diplomado en AcupunturaДокумент45 страницTesina. Diplomado en AcupunturaMartita Silva100% (1)
- Ballet RusoДокумент2 страницыBallet RusoVarinia Lourdes Barrantes SeguraОценок пока нет
- Friso CronológicoДокумент2 страницыFriso Cronológicoelsamestra100% (4)
- Ministerio Público Y Fiscalía de La Nación: TeléfonosДокумент22 страницыMinisterio Público Y Fiscalía de La Nación: Teléfonosluica41Оценок пока нет
- EncefalitisДокумент15 страницEncefalitisPaulina VrОценок пока нет
- Ensayo Ministerio PublicoДокумент9 страницEnsayo Ministerio PublicoSergio BenavidesОценок пока нет
- Hne IccДокумент16 страницHne IccJuliette Patricia Cota PuentesОценок пока нет
- Informe 2 - FisiopatologíaДокумент5 страницInforme 2 - FisiopatologíaKiara SenmacheОценок пока нет
- Método de LebedievДокумент8 страницMétodo de LebedievEDWARD ALEXANDER CASTAÑADUI AYACHIОценок пока нет
- Vezzetti - Los Estudios Históricos de La Psicología en ArgentinaДокумент16 страницVezzetti - Los Estudios Históricos de La Psicología en ArgentinaabextraОценок пока нет
- Cocina Vegetariana IndiaДокумент4 страницыCocina Vegetariana IndiaLucero BaezОценок пока нет
- Programa Analitico Cuarto Grado AДокумент15 страницPrograma Analitico Cuarto Grado AMari OzAlОценок пока нет
- MODELO 1 Contrato Vivienda Urbana 2 PisoДокумент4 страницыMODELO 1 Contrato Vivienda Urbana 2 PisoYuleidis Camacho MonteroОценок пока нет
- Persige Tu LeonДокумент6 страницPersige Tu LeonFabian100% (2)
- Modulo II - Relaciones y Funciones 2 - MatematicaДокумент44 страницыModulo II - Relaciones y Funciones 2 - MatematicaFredyRubenRicaldiRiosОценок пока нет
- Ligation or Occlusion of The Internal Iliac.1.ilo - EsДокумент6 страницLigation or Occlusion of The Internal Iliac.1.ilo - EsWillans Eduardo Rosha HumerezОценок пока нет
- Política Anticorrupción y AntisobornoДокумент4 страницыPolítica Anticorrupción y AntisobornoSurelly Garcia100% (2)
- Los Conocimientos Previos, La Salud, Nutrición y Desarrollo Del Proceso Cognitivo.Документ5 страницLos Conocimientos Previos, La Salud, Nutrición y Desarrollo Del Proceso Cognitivo.Ever NavarroОценок пока нет
- Amoníaco en Los Cultivos AcuícolasДокумент12 страницAmoníaco en Los Cultivos AcuícolasCrisly ValdezОценок пока нет
- Normas APA - Lic. MedinaДокумент27 страницNormas APA - Lic. MedinaIng. Josefa QuispeОценок пока нет
- Ligamiento DIAPOSДокумент31 страницаLigamiento DIAPOSRashell RivadeneiraОценок пока нет
- SumatoriaДокумент2 страницыSumatoriaJanetteCardenasValdovinosОценок пока нет