Вам также может понравиться
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- An Introduction To Muscle Response Testing MRTДокумент14 страницAn Introduction To Muscle Response Testing MRTJuan Aguilar HernándezОценок пока нет
- QY25K5-I Technical Specifications (SC8DK280Q3)Документ11 страницQY25K5-I Technical Specifications (SC8DK280Q3)Everton Rai Pereira Feireira100% (1)
- Capacitor BanksДокумент49 страницCapacitor BanksAmal P RaviОценок пока нет
- Foundation ProblemsДокумент71 страницаFoundation Problemsيقين يقين0% (1)
- Drive Test For BeginnerДокумент88 страницDrive Test For Beginnerahwaz96100% (1)
- Adiabatic Production of Acetic AnhydrideДокумент7 страницAdiabatic Production of Acetic AnhydrideSunilParjapatiОценок пока нет
- Audi A3 Injeção DiretaДокумент109 страницAudi A3 Injeção Diretawesley candido100% (1)
- Test 420001 PDFДокумент13 страницTest 420001 PDFmaria100% (1)
- Clinical TeachingДокумент29 страницClinical TeachingJeonoh Florida100% (2)
- Training Needs Analysis (Managing Training & Development)Документ78 страницTraining Needs Analysis (Managing Training & Development)Henrico Impola100% (1)
- PC 5400 PC 5500Документ53 страницыPC 5400 PC 5500ArturHeiseОценок пока нет
- Arduino - Decision Making StatementsДокумент20 страницArduino - Decision Making StatementsJohn Clifford Ambaic JayomaОценок пока нет
- An Introduction To Pascal Programming MOD 2010Документ5 страницAn Introduction To Pascal Programming MOD 2010Johnas DalusongОценок пока нет
- PLC SCADA ASSIGNMENT SsДокумент10 страницPLC SCADA ASSIGNMENT SsShadab AhmadОценок пока нет
- Risk and Risk ManagementДокумент8 страницRisk and Risk ManagementMARY JUSTINE PAQUIBOTОценок пока нет
- Kerala University 2013 Admission ProspectusДокумент50 страницKerala University 2013 Admission ProspectusMuneer SainulabdeenОценок пока нет
- Carl Rogers, Otto Rank, and "The BeyondДокумент58 страницCarl Rogers, Otto Rank, and "The BeyondAnca ElenaОценок пока нет
- Influence of Social Studies Education On Ethnic and Religious Tolerance Among National Certificate of Education Students in Kaduna State.Документ104 страницыInfluence of Social Studies Education On Ethnic and Religious Tolerance Among National Certificate of Education Students in Kaduna State.Tsauri Sule SalehОценок пока нет
- 102DNДокумент2 страницы102DNManuel ZavalaОценок пока нет
- IC-V80 V80E ManualДокумент64 страницыIC-V80 V80E Manualrzkyln100% (1)
- Effective-Plant-Course Brochure NovДокумент8 страницEffective-Plant-Course Brochure NovAzri HafiziОценок пока нет
- Topic 3Документ28 страницTopic 3Ashraf YusofОценок пока нет
- Marketing Assignment (Cool Air India)Документ10 страницMarketing Assignment (Cool Air India)Mandira PantОценок пока нет
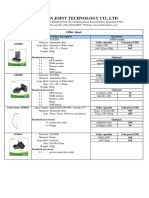
- Vehicle Tracker Offer SheetДокумент1 страницаVehicle Tracker Offer SheetBihun PandaОценок пока нет
- JZMH aXKBJ3TwcVIkazQwapfCMfeHvtqxB xBJ1YДокумент84 страницыJZMH aXKBJ3TwcVIkazQwapfCMfeHvtqxB xBJ1YReinbrandt malikiyano cahyonoОценок пока нет
- MCCB SchneiderДокумент2 страницыMCCB SchneiderkumontholОценок пока нет
- Kompres Panas Dingin Dapat Mengurangi Nyeri Kala I Persalinan Di Rumah Sakit Pertamina Bintang AminДокумент9 страницKompres Panas Dingin Dapat Mengurangi Nyeri Kala I Persalinan Di Rumah Sakit Pertamina Bintang AminHendrayana RamdanОценок пока нет
- Physical Layer:: SwitchingДокумент27 страницPhysical Layer:: SwitchingPKSachanОценок пока нет
- Instruction Manual Series 854 XTG Level GaugeДокумент60 страницInstruction Manual Series 854 XTG Level GaugeJandri JacobОценок пока нет
- Plyometric Training Programs For Young Soccer Players: A Systematic ReviewДокумент7 страницPlyometric Training Programs For Young Soccer Players: A Systematic ReviewsteОценок пока нет