Вам также может понравиться
- FreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesОт EverandFreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesОценок пока нет
- Chap II Isostatisme 1Документ20 страницChap II Isostatisme 1mohammed belhadj kelkalОценок пока нет
- Fusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.От EverandFusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.Оценок пока нет
- StatiqueДокумент4 страницыStatiqueAchraf Moutahar100% (1)
- Superalliage: Résistant à la chaleur de 2700 degrés Fahrenheit générée par les moteurs à turbine pour être plus chaud, plus rapide et plus efficaceОт EverandSuperalliage: Résistant à la chaleur de 2700 degrés Fahrenheit générée par les moteurs à turbine pour être plus chaud, plus rapide et plus efficaceОценок пока нет
- CH1 Théorie de La CoupeДокумент14 страницCH1 Théorie de La CoupeEya Essayel100% (1)
- Examen Tech ProdДокумент8 страницExamen Tech ProdSam DallaliОценок пока нет
- Formation 3D par la pratique avec C#5 et WPF: Modeliser des moleculesОт EverandFormation 3D par la pratique avec C#5 et WPF: Modeliser des moleculesОценок пока нет
- Fascicule TP Cao TopsolidДокумент25 страницFascicule TP Cao TopsolidIonel Raveica100% (1)
- 1-Etude Des Surépaisseurs D'usinageДокумент1 страница1-Etude Des Surépaisseurs D'usinagenahim100% (1)
- Liaison Glissiere ExempleДокумент2 страницыLiaison Glissiere ExempleGhada MouedhenОценок пока нет
- 4 - Fabrication Des Pieces BrutesДокумент22 страницы4 - Fabrication Des Pieces Brutesbadr hadriОценок пока нет
- Isostatisme (Partie1) ReДокумент4 страницыIsostatisme (Partie1) Re0001fredОценок пока нет
- Mip Map NormeДокумент15 страницMip Map NormeAkkad MarouanОценок пока нет
- Moulage ProfДокумент5 страницMoulage Profkldmnt50% (2)
- Chap 2 Coursmoulage 3080713450383811970Документ6 страницChap 2 Coursmoulage 3080713450383811970Nabil Jlassi100% (1)
- Feuillard31 EmboutissageДокумент6 страницFeuillard31 EmboutissagemohamedОценок пока нет
- Ti - M4532 - Aciers Pour Traitements Thermiques - Mise en Oeuvre - G - MURRYДокумент14 страницTi - M4532 - Aciers Pour Traitements Thermiques - Mise en Oeuvre - G - MURRYJean Paul WeilerОценок пока нет
- Chap6 - Coupe Et Optimisation PDFДокумент55 страницChap6 - Coupe Et Optimisation PDFبلال بن عميرهОценок пока нет
- Exercices Sur La Mise en Position Isostatique ProfДокумент2 страницыExercices Sur La Mise en Position Isostatique ProfAymen KhalfaouiОценок пока нет
- Le Formage ParДокумент66 страницLe Formage ParHamada HamadaОценок пока нет
- Le Matricage EnsДокумент11 страницLe Matricage EnsMayouMohAmedОценок пока нет
- ch6 Isostatisme PDFДокумент12 страницch6 Isostatisme PDFTriki BilelОценок пока нет
- Les Noyaux PDFДокумент4 страницыLes Noyaux PDFMohamed LaliouiОценок пока нет
- CI20 STA - Cours de StatiqueДокумент12 страницCI20 STA - Cours de StatiquePaul EssongОценок пока нет
- Gamme - Usinage - 2010 (6dia - Page)Документ6 страницGamme - Usinage - 2010 (6dia - Page)c oussama100% (1)
- Soudage Par ResistanceДокумент22 страницыSoudage Par ResistanceBah0% (1)
- Montage Usinage MapДокумент8 страницMontage Usinage MapGOUAL SaraОценок пока нет
- Ch5 Théorie Et Paramètres de CoupeДокумент18 страницCh5 Théorie Et Paramètres de CoupeAHMED ELMAHBOUBIОценок пока нет
- 128 Outil SuisseДокумент2 страницы128 Outil SuissefdgfdgdfgdgsОценок пока нет
- Cours Tolérances GEOMETRIQUES 3T-2016-2017Документ6 страницCours Tolérances GEOMETRIQUES 3T-2016-2017yacine yasineОценок пока нет
- Lesson5 CN APT PDFДокумент25 страницLesson5 CN APT PDFStephane Durel MbidaОценок пока нет
- MEC3520 - Cours 08 Été 2012Документ33 страницыMEC3520 - Cours 08 Été 2012calatoruОценок пока нет
- 1 - Analyse de FabricationДокумент13 страниц1 - Analyse de FabricationAmine Reda100% (1)
- Tribologie MasterДокумент15 страницTribologie MasterabderazakОценок пока нет
- Rupture Des Matériaux: SommaireДокумент46 страницRupture Des Matériaux: SommaireAngelОценок пока нет
- Cours ProgДокумент43 страницыCours ProgATFP2013Оценок пока нет
- 7968 Annexe Realisation Du Mors Mobile Dun Etau Serrage Rapide Ensps - 0Документ4 страницы7968 Annexe Realisation Du Mors Mobile Dun Etau Serrage Rapide Ensps - 0Aymen ZammaliОценок пока нет
- TD FM 1Документ5 страницTD FM 1Houda LarianiОценок пока нет
- Catia v5 Machining Brochure FR PDFДокумент8 страницCatia v5 Machining Brochure FR PDFWalid BenaziОценок пока нет
- Chapitre 5 Assemblages Par Rivets 2022Документ9 страницChapitre 5 Assemblages Par Rivets 2022Meriem MeriemОценок пока нет
- Etude Des Procedes PDFДокумент42 страницыEtude Des Procedes PDFAymen HssainiОценок пока нет
- MoulageДокумент17 страницMoulageNajib Nouisser100% (1)
- La Cotation de FabricationДокумент14 страницLa Cotation de FabricationINAS ZAALIОценок пока нет
- MoulageДокумент19 страницMoulageMouad ChourakОценок пока нет
- Ingénieris Des Surfaces Examen Final Master 01 IMS 2018-2019 CorrectionДокумент2 страницыIngénieris Des Surfaces Examen Final Master 01 IMS 2018-2019 CorrectionRayОценок пока нет
- Chapitre 5Документ13 страницChapitre 5Mou Héb RzОценок пока нет
- Les Efforts de CoupeДокумент11 страницLes Efforts de CoupeRaniya TebbalОценок пока нет
- CNC MP 3Документ13 страницCNC MP 3siniorОценок пока нет
- F3 ApefДокумент5 страницF3 ApefZouhairОценок пока нет
- TPFAO1 FraisageДокумент4 страницыTPFAO1 FraisageChaker AmirОценок пока нет
- Petit Etau MachineДокумент15 страницPetit Etau MachineBerađi HaMiđОценок пока нет
- 1-Gamme DusinageДокумент1 страница1-Gamme Dusinagetagne simo rodrigue100% (1)
- ISOSTATISMEДокумент6 страницISOSTATISMEHamza Almobaraki0% (1)
- Partie 1Документ4 страницыPartie 1Amal Hammami Ep SghaierОценок пока нет
- IsostatismeДокумент7 страницIsostatismeredaОценок пока нет
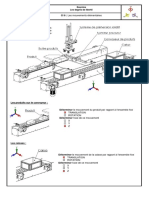
- Déplacement Linéaire Soit: Étude Des Mouvements 1. Dans Un PLANДокумент9 страницDéplacement Linéaire Soit: Étude Des Mouvements 1. Dans Un PLANYoussef NajihОценок пока нет
- RobInd Ch2p1Документ31 страницаRobInd Ch2p1AYOUB EL MOUTTAQIОценок пока нет
- Chapitre II IsostatismДокумент13 страницChapitre II IsostatismBer MouОценок пока нет
- Ponts ÉlévateurДокумент11 страницPonts Élévateurchla100% (9)
- 5 Etude Cinématique Des Mécanismes Plans, Méthode Graphique PDFДокумент20 страниц5 Etude Cinématique Des Mécanismes Plans, Méthode Graphique PDFMario Stifler0% (1)
- Thèsea 5Документ21 страницаThèsea 5lkmkmlkОценок пока нет
- FanchonДокумент642 страницыFanchonThomas Bartmobile50% (6)
- LiaisonsДокумент7 страницLiaisonsSimo StitОценок пока нет
- TP 1 Boitier de Transmission ArrièreДокумент6 страницTP 1 Boitier de Transmission Arrièrespectrum66Оценок пока нет
- TD 3 TM 2020Документ7 страницTD 3 TM 2020Ammar AthmaniaОценок пока нет
- TP 20 - Modélisation Et Étude Cinématique (OUVRE PORTAIL AVIDSEN) REDIER CyrilДокумент12 страницTP 20 - Modélisation Et Étude Cinématique (OUVRE PORTAIL AVIDSEN) REDIER CyrilCyril REDIERОценок пока нет
- 04 Mecasystem Liaison CorrectionДокумент4 страницы04 Mecasystem Liaison CorrectionBadr HakimiОценок пока нет
- TD DescenseurДокумент6 страницTD DescenseurYoussef Trimech0% (1)
- Détermination Des Actions Dans Les Liaisons Des Mécanismes StatiquesДокумент7 страницDétermination Des Actions Dans Les Liaisons Des Mécanismes StatiquesYassine AGОценок пока нет
- Feuilletage 1080Документ28 страницFeuilletage 1080flika100% (1)
- DSSSДокумент13 страницDSSSakarne YounessОценок пока нет
- M13-Entretien D'un Système de Suspension Et Trains Roulants p1Документ42 страницыM13-Entretien D'un Système de Suspension Et Trains Roulants p1SAADBОценок пока нет
- Liaison (Mécanique)Документ10 страницLiaison (Mécanique)kadri jamilОценок пока нет
- Carrelet TeДокумент3 страницыCarrelet TeNeoXana01Оценок пока нет
- Liaison GlissiereДокумент19 страницLiaison GlissiereBilly BignakeОценок пока нет
- Rectifieurs 6150320Документ28 страницRectifieurs 6150320عبد الكريم ملوحОценок пока нет
- DM2 - Plateforme Et Pince SchraderДокумент4 страницыDM2 - Plateforme Et Pince SchraderMatthiouОценок пока нет
- Cours TCM FinalДокумент60 страницCours TCM FinalMeryem JabraneОценок пока нет
- Evaluation Isostatisme PDFДокумент4 страницыEvaluation Isostatisme PDFGenie Meca100% (1)
- SI Les Liaisons Mécaniques Modélisation ProfДокумент6 страницSI Les Liaisons Mécaniques Modélisation ProfRedelОценок пока нет
- Notice de Montage Pivot STДокумент41 страницаNotice de Montage Pivot STtsogni100% (6)
- TD AsservissementДокумент8 страницTD AsservissementMohamed OuddourОценок пока нет
- Cour MeДокумент54 страницыCour Meyassine yazidiОценок пока нет
- Liaison Complete Base Pre BacДокумент7 страницLiaison Complete Base Pre BacMohamed Larbi100% (1)
- Liaison Porte-Pièce/pièce: Nom: Sts 1 CPRP Page 1 / 6Документ6 страницLiaison Porte-Pièce/pièce: Nom: Sts 1 CPRP Page 1 / 6Fares SlimaniОценок пока нет
- Cours EtancheiteДокумент2 страницыCours Etancheitekakem61100% (1)
- Chapitre I TM 2020 PDFДокумент15 страницChapitre I TM 2020 PDFAmmar AthmaniaОценок пока нет
- 00-Activité Complète 1STE 2021-2022Документ61 страница00-Activité Complète 1STE 2021-2022Abi ClémentОценок пока нет