Вам также может понравиться
- Rugasol C Pds enДокумент2 страницыRugasol C Pds enArdy YulisetiantoОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Elc pwp60Документ5 страницElc pwp60ManishMokalОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Const WhitePaper Cost of Rework XL June2013Документ14 страницConst WhitePaper Cost of Rework XL June2013ManishMokalОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Critobspaper PDFДокумент16 страницCritobspaper PDFManishMokalОценок пока нет
- Façade Design Life Datasheet V2Документ1 страницаFaçade Design Life Datasheet V2ManishMokalОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Effect of Ultra Fine Flyash and Ultra Fine Ggbs On The Workability and Compressive Strength of ConcreteДокумент6 страницEffect of Ultra Fine Flyash and Ultra Fine Ggbs On The Workability and Compressive Strength of ConcreteManishMokalОценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Fireresistance Cif Winter 07 PDFДокумент4 страницыFireresistance Cif Winter 07 PDFManishMokal100% (1)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Zhangyunsheng304687 Self 200808 8Документ5 страницZhangyunsheng304687 Self 200808 8ManishMokalОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Evaluating The Effect of Mixing Method On Cement HydrationДокумент14 страницEvaluating The Effect of Mixing Method On Cement HydrationManishMokalОценок пока нет
- Bearingd For BridgesДокумент19 страницBearingd For BridgesManishMokalОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Natural Gas ProcessingДокумент35 страницNatural Gas ProcessingAleem AhmedОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Capitulo 661.2Документ4 страницыCapitulo 661.2Ivan Dario Oyola RОценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Evaluation of ShampoosДокумент3 страницыEvaluation of ShampoosprinceamitОценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Summary Extra ExerciseДокумент2 страницыSummary Extra Exercisechunkit033Оценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Check List For HospitalДокумент4 страницыCheck List For HospitalPaul KwongОценок пока нет
- Wartsila Me Operations ManualДокумент373 страницыWartsila Me Operations ManualsridharsharmaОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Concrete in PracticeДокумент78 страницConcrete in PracticeRejoice Sambo100% (1)
- Presentation of DR A Gunasekar WHO Country Office For IndiaДокумент23 страницыPresentation of DR A Gunasekar WHO Country Office For Indiajona phie MonteroОценок пока нет
- PT - Science 4 - Q1Документ5 страницPT - Science 4 - Q1Emperorson DeeОценок пока нет
- ThermoFlex ManualДокумент138 страницThermoFlex ManualMamat RahmatОценок пока нет
- Aashto T-85Документ6 страницAashto T-85kampОценок пока нет
- JU-001-04-0222-0000-00-1C-0001 - WBS Mina JustaДокумент15 страницJU-001-04-0222-0000-00-1C-0001 - WBS Mina JustaAzul BlueОценок пока нет
- Surface & Coatings Technology: Alberto Ceria, Peter J. HauserДокумент7 страницSurface & Coatings Technology: Alberto Ceria, Peter J. HauserSamuel MartinОценок пока нет
- Armfield Ht31 Tubular Heat Exchanger in The Education KeywordsДокумент3 страницыArmfield Ht31 Tubular Heat Exchanger in The Education KeywordsCHERUYIOT IAN100% (1)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Wall Wash Test: 1. PreparationДокумент4 страницыWall Wash Test: 1. PreparationJeet Singh100% (2)
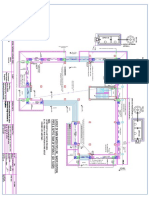
- Option-05 - Ground Floor Plan-Detailed DrawingsДокумент1 страницаOption-05 - Ground Floor Plan-Detailed DrawingsCEG BangladeshОценок пока нет
- Technical Specification RECДокумент742 страницыTechnical Specification RECHooghly IPDSОценок пока нет
- Agua Ing PDFДокумент29 страницAgua Ing PDFbenabdallah131Оценок пока нет
- MTWD HistoryДокумент8 страницMTWD HistoryVernie SaluconОценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
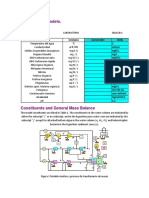
- Datos para El Modelo.: Determinantes UnidadesДокумент8 страницDatos para El Modelo.: Determinantes UnidadesVaNe Arzayus TrujilloОценок пока нет
- Fosroc Conbextra GP TDSДокумент4 страницыFosroc Conbextra GP TDSKAVINОценок пока нет
- marketingmanagement báo cáo cuối kì môn quản trị marketing marketingmanagement báo cáo cuối kì môn quản trị marketingДокумент33 страницыmarketingmanagement báo cáo cuối kì môn quản trị marketing marketingmanagement báo cáo cuối kì môn quản trị marketingHien LuongОценок пока нет
- Chief Officer On Job Training: Cargo Plan, SequenceДокумент48 страницChief Officer On Job Training: Cargo Plan, SequenceNyan Min Htet100% (1)
- Alternative Deconstruct and Design TaskДокумент5 страницAlternative Deconstruct and Design Taskapi-321385393Оценок пока нет
- Delft3D Morphological Modelling of Sediment Management in Daily Peaking Run-Of-The-River Hydropower (PROR) Reservoirs in NepalДокумент14 страницDelft3D Morphological Modelling of Sediment Management in Daily Peaking Run-Of-The-River Hydropower (PROR) Reservoirs in NepalPraa DeepОценок пока нет
- Ultrasonic InterferometerДокумент22 страницыUltrasonic InterferometerakshatguptaОценок пока нет
- Advanced Hydraulic Structure Presentation On: Spillway ConstructionДокумент24 страницыAdvanced Hydraulic Structure Presentation On: Spillway ConstructionEyasu TafeseОценок пока нет
- Rainwater Harvesting 101 - Your How-To Collect Rainwater GuideДокумент13 страницRainwater Harvesting 101 - Your How-To Collect Rainwater GuideNitheesh KumarОценок пока нет
- Peigao Duan, Xiujun Bai, Yuping Xu, Aiyun Zhang, Feng Wang, Lei Zhang, Juan MiaoДокумент9 страницPeigao Duan, Xiujun Bai, Yuping Xu, Aiyun Zhang, Feng Wang, Lei Zhang, Juan MiaoyemresimsekОценок пока нет
- PATH505PДокумент11 страницPATH505PMohsin SialОценок пока нет