Вам также может понравиться
- Welding ProcessesДокумент7 страницWelding ProcessesTridib DeyОценок пока нет
- Richard M. Beldyk, PE, NSPE AWS Certified Welding Engineer AFE Certified Plant EngineerДокумент80 страницRichard M. Beldyk, PE, NSPE AWS Certified Welding Engineer AFE Certified Plant EngineerScott K.L LeeОценок пока нет
- WeldingДокумент41 страницаWeldinggigiphiОценок пока нет
- Welding Metallurgy of Carbon Steel PDFДокумент17 страницWelding Metallurgy of Carbon Steel PDFwessamalex100% (1)
- Macro Inspection Part IIДокумент16 страницMacro Inspection Part IImohammed dallyОценок пока нет
- 21 Cryptos Magazine April 2018 OpДокумент94 страницы21 Cryptos Magazine April 2018 OpOnur Onuk100% (2)
- Weld Quality in Aluminium AlloysДокумент61 страницаWeld Quality in Aluminium AlloysSAYALI KULKARNI100% (1)
- Cswip Exams 1 PDFДокумент65 страницCswip Exams 1 PDFFethi BELOUISОценок пока нет
- Welding Defects Method of Controlling Welding DefectsДокумент21 страницаWelding Defects Method of Controlling Welding DefectsPrashant Handa100% (1)
- Defect IIWДокумент3 страницыDefect IIWPPMОценок пока нет
- Example Slide of User Functions: Time Guide The Slide Should Be Finished byДокумент220 страницExample Slide of User Functions: Time Guide The Slide Should Be Finished byScott K.L LeeОценок пока нет
- Defects AND DiscontinuitiesДокумент39 страницDefects AND DiscontinuitiesThe Engineers EDGE, Coimbatore100% (1)
- Welding DefectsДокумент68 страницWelding DefectsRahulKumarОценок пока нет
- Department of EducationДокумент6 страницDepartment of EducationJay BustamanteОценок пока нет
- 1319 3 Guidelines For WeldingДокумент64 страницы1319 3 Guidelines For Weldingg_sanchetiОценок пока нет
- Welding Defects Poster 600x900 Lores enДокумент1 страницаWelding Defects Poster 600x900 Lores enMostafa ZedОценок пока нет
- 13 - Q+T Steels & Welding Q+T SteelsДокумент22 страницы13 - Q+T Steels & Welding Q+T SteelsbbqarОценок пока нет
- 03-Symbols Mock ExamДокумент5 страниц03-Symbols Mock ExamCRISTIAN SILVIU IANUC100% (1)
- Welding DefectsДокумент69 страницWelding DefectsSaravanan Saran100% (1)
- InspectionTrends 201101Документ44 страницыInspectionTrends 201101Dino PedutoОценок пока нет
- Arc Welding Electrodes Powerpoint PPT PresentationДокумент4 страницыArc Welding Electrodes Powerpoint PPT PresentationramuОценок пока нет
- Defects Lamellar TearingДокумент6 страницDefects Lamellar Tearingguru_terexОценок пока нет
- BS en 1713 - UtДокумент20 страницBS en 1713 - UtBoranAlouaneОценок пока нет
- PrivateДокумент774 страницыPrivateazoz alseanОценок пока нет
- Defects Hydrogen Cracks IdentificationДокумент5 страницDefects Hydrogen Cracks Identificationarif maulanafОценок пока нет
- Welding DefectsДокумент5 страницWelding DefectsDEEPAKОценок пока нет
- Welding Questions For ExamДокумент6 страницWelding Questions For ExamshivОценок пока нет
- Hydrogen Induced Cracking PDFДокумент254 страницыHydrogen Induced Cracking PDFAnas PratamaОценок пока нет
- Weld DefectsДокумент9 страницWeld DefectsshankarОценок пока нет
- Welding Inspection: Multi-Choice Questions Paper 3 Please Return This Paper UnmarkedДокумент4 страницыWelding Inspection: Multi-Choice Questions Paper 3 Please Return This Paper UnmarkedPratheep ShansОценок пока нет
- Welding Defects: Their Causes and PreventionДокумент18 страницWelding Defects: Their Causes and PreventionsanjaykumarmauryaОценок пока нет
- RT Interpretation-SignedДокумент7 страницRT Interpretation-Signedhamdi hamdiОценок пока нет
- Defects in WeldsДокумент6 страницDefects in WeldsSaran KumarОценок пока нет
- Weld DefectsДокумент78 страницWeld DefectsKevin CheungОценок пока нет
- RI DefectsДокумент49 страницRI DefectsMuhammad Zariq100% (2)
- Welding StandardsДокумент14 страницWelding Standardsnikidragon4u100% (1)
- Welding Inspection, Steels - WIS 5: Multi - Choice Question Paper (MSR-WI-2)Документ8 страницWelding Inspection, Steels - WIS 5: Multi - Choice Question Paper (MSR-WI-2)Tariq Hussain0% (1)
- Chapter 2 - Data Envelopment AnalysisДокумент28 страницChapter 2 - Data Envelopment AnalysisAbhishek ManeОценок пока нет
- Algebraic Combinatorics: Richard P. StanleyДокумент268 страницAlgebraic Combinatorics: Richard P. Stanleypark miruОценок пока нет
- International Welding Inspector (IWI) : M1.1.4. Tungsten Inert Gas WeldingДокумент60 страницInternational Welding Inspector (IWI) : M1.1.4. Tungsten Inert Gas Weldingresky marantinanОценок пока нет
- CSWIP 3 New Update QuestionДокумент81 страницаCSWIP 3 New Update QuestionrezaОценок пока нет
- IIW World OverrviewДокумент4 страницыIIW World OverrviewAnonymous hBBam1nОценок пока нет
- Non-Arc Welding ProcessesДокумент30 страницNon-Arc Welding ProcessesKhalid El MasryОценок пока нет
- Ebook - IELTS WT1 (2021)Документ14 страницEbook - IELTS WT1 (2021)Trần Lê Uyên PhươngОценок пока нет
- Weld DefectsДокумент23 страницыWeld DefectsSridhar CnОценок пока нет
- Course Note CSWIP 3.0Документ168 страницCourse Note CSWIP 3.0JohanSitorusОценок пока нет
- The Golden Rules of Flame StraighteningДокумент2 страницыThe Golden Rules of Flame Straighteningvampiredraak2712Оценок пока нет
- Casting DefectsДокумент5 страницCasting DefectsGurjinder SinghОценок пока нет
- Iwe Iwt IwsДокумент2 страницыIwe Iwt IwsINSTECH ConsultingОценок пока нет
- MODULE 9 - Weld and Base Metal Discontinuities Discontinuity: Discontinuity IsДокумент7 страницMODULE 9 - Weld and Base Metal Discontinuities Discontinuity: Discontinuity IsNsidibe Michael EtimОценок пока нет
- Gtaw WeldingДокумент37 страницGtaw WeldingSadhasivam VeluОценок пока нет
- Module 4 Weld Geometry and Welding Symbols-1Документ87 страницModule 4 Weld Geometry and Welding Symbols-1Miki Jaksic100% (1)
- Advanced Welding TechniquesДокумент5 страницAdvanced Welding Techniquesharsha vardhanОценок пока нет
- Cswip 3.1 Part 2Документ20 страницCswip 3.1 Part 2Alam MD SazidОценок пока нет
- How To Weld 316 Stainless SteelДокумент3 страницыHow To Weld 316 Stainless Steel10161016Оценок пока нет
- Welding QuestnДокумент37 страницWelding QuestnmehdiОценок пока нет
- Welding Symbols (As Per ISO 2553) and Weld Joint DesignДокумент22 страницыWelding Symbols (As Per ISO 2553) and Weld Joint DesignMuhammed SulfeekОценок пока нет
- Rail WeldingДокумент4 страницыRail WeldingOlga Sandoval RomeroОценок пока нет
- Fundamentals of Welding InspectionДокумент53 страницыFundamentals of Welding InspectionIlyes kОценок пока нет
- Clna15786enc 001Документ68 страницClna15786enc 001sajux100% (1)
- Shallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceОт EverandShallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceОценок пока нет
- Danial's AssignmentДокумент5 страницDanial's AssignmentRaja Awais LiaqautОценок пока нет
- Experiment No.8 AFFANДокумент4 страницыExperiment No.8 AFFANSheikh Aasi AasiОценок пока нет
- Experiment No 8 KALEEMДокумент4 страницыExperiment No 8 KALEEMSheikh Aasi AasiОценок пока нет
- Causes of Cracks:: Weld CrackДокумент5 страницCauses of Cracks:: Weld CrackJay R ChivaОценок пока нет
- Welding Defects:: Welding Defects Types, Diagram, Causes and Remedies, PDF. HereДокумент6 страницWelding Defects:: Welding Defects Types, Diagram, Causes and Remedies, PDF. HereWilberZangaОценок пока нет
- Twisted Tube ParameterДокумент1 страницаTwisted Tube Parameterrohini nilajkarОценок пока нет
- Shell M.S ERW Pipe Tubes Copper Tube-Sheets M.S End Covers Cast Iron Baffles & Tie Rods M.SДокумент2 страницыShell M.S ERW Pipe Tubes Copper Tube-Sheets M.S End Covers Cast Iron Baffles & Tie Rods M.Srohini nilajkarОценок пока нет
- Tally KeyДокумент1 страницаTally Keyrohini nilajkarОценок пока нет
- DT Coursework ExampleДокумент8 страницDT Coursework Examplefzdpofajd100% (2)
- LV Cable Catalogue (Copper)Документ49 страницLV Cable Catalogue (Copper)tees220510Оценок пока нет
- Refrigeration Compressor Zr190kce Tfd.Документ4 страницыRefrigeration Compressor Zr190kce Tfd.Mlayeh MohamedОценок пока нет
- Supply Chain Management in Brick-and-Mortar Stores of NepalДокумент22 страницыSupply Chain Management in Brick-and-Mortar Stores of NepalTrishna SinghОценок пока нет
- CCNA 1 v3.0 Module 3 Networking Media: © 2003, Cisco Systems, Inc. All Rights ReservedДокумент64 страницыCCNA 1 v3.0 Module 3 Networking Media: © 2003, Cisco Systems, Inc. All Rights ReservedPŘincê ÂĻĩОценок пока нет
- Program in Less Than 24 MonthsДокумент2 страницыProgram in Less Than 24 MonthsHermi BurquesОценок пока нет
- Lesson 4Документ43 страницыLesson 4Rofa Mae MedinaОценок пока нет
- GRID Integration of Renewable Energy SourcesДокумент9 страницGRID Integration of Renewable Energy SourcesmanasasurendraОценок пока нет
- Cricket Database ManagementДокумент19 страницCricket Database ManagementRaj Bangalore60% (5)
- Data Flow DiagramДокумент8 страницData Flow DiagramCha AcuezaОценок пока нет
- SIngle Crystal Technology and Turbines, Lecture NotesДокумент2 страницыSIngle Crystal Technology and Turbines, Lecture NotesPatrick BatemanОценок пока нет
- CDS BIG OMEGA ® 20in. 133lb-ft K55 API Drift 18.543in.Документ1 страницаCDS BIG OMEGA ® 20in. 133lb-ft K55 API Drift 18.543in.ThierryОценок пока нет
- HostsДокумент1 страницаHostsThet Aung Moe50% (2)
- ContentsДокумент8 страницContentsabdallh452112Оценок пока нет
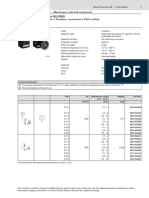
- Pressure Regulator, Series NL2-RGSДокумент3 страницыPressure Regulator, Series NL2-RGSHuynh Duc TriОценок пока нет
- BTS412BДокумент14 страницBTS412Bstodzathegreat100% (1)
- Seminar - MHD Raja Abou HarbДокумент23 страницыSeminar - MHD Raja Abou HarbRaja Abo HarbОценок пока нет
- E 1211 - 97 - RteymtetukveДокумент6 страницE 1211 - 97 - RteymtetukveLENDОценок пока нет
- Deutz Fahr Agrolux 55e Test ReportДокумент12 страницDeutz Fahr Agrolux 55e Test ReportMamta RaybageОценок пока нет
- AOP Lecture Sheet 03Документ9 страницAOP Lecture Sheet 03Nakib Ibna BasharОценок пока нет
- Alfian Dwi Nugroho S.T: Geodetic EngineeringДокумент1 страницаAlfian Dwi Nugroho S.T: Geodetic EngineeringAlfian Dwi NugrohoОценок пока нет
- ASS Unit 2 HalfДокумент29 страницASS Unit 2 HalfSamreen KhanОценок пока нет
- Cecil Instruments Ce 7400 BrochureДокумент12 страницCecil Instruments Ce 7400 BrochureDaniela Tanase100% (2)
- Data Sheet 24 V Batterie DataДокумент4 страницыData Sheet 24 V Batterie DataMichel De Souza CorreaОценок пока нет
- 03-01-01 - SALSA - TRAIN - IW34 - PM Order For NotificationДокумент12 страниц03-01-01 - SALSA - TRAIN - IW34 - PM Order For NotificationMiguel MenesesОценок пока нет