Вам также может понравиться
- Anthony Robbins - Time of Your Life - Summary CardsДокумент23 страницыAnthony Robbins - Time of Your Life - Summary CardsWineZen97% (58)
- IPS PressVest Premium PDFДокумент62 страницыIPS PressVest Premium PDFLucian Catalin CalinОценок пока нет
- Table Saw Fence & Guide Rail: PresentationДокумент6 страницTable Saw Fence & Guide Rail: Presentationpapi100% (1)
- Ball Mill Gearbox Case History - BCEASE 2016Документ43 страницыBall Mill Gearbox Case History - BCEASE 2016roberto_perraciniОценок пока нет
- Household: Ucsp11/12Hsoiii-20Документ2 страницыHousehold: Ucsp11/12Hsoiii-20Igorota SheanneОценок пока нет
- Assembling Spiral Bevel GearsДокумент16 страницAssembling Spiral Bevel GearsPerraciniОценок пока нет
- Catalouge 2Документ27 страницCatalouge 2SinghtoFCОценок пока нет
- How To Inspect A GearboxДокумент9 страницHow To Inspect A Gearboxroberto_perracini100% (1)
- Barista Skills Foundation Curriculum enДокумент4 страницыBarista Skills Foundation Curriculum enCezara CarteșОценок пока нет
- Assy Gear Box Cooling TowerДокумент1 страницаAssy Gear Box Cooling Towerer_winwibowoОценок пока нет
- Operation Instructions Gear Boxes PDFДокумент22 страницыOperation Instructions Gear Boxes PDFroberto_perraciniОценок пока нет
- New Light On Storm At Sea Quilts: One Block-An Ocean of Design PossibilitiesОт EverandNew Light On Storm At Sea Quilts: One Block-An Ocean of Design PossibilitiesОценок пока нет
- DSR Cables de AceroДокумент36 страницDSR Cables de Acerojhon rodriguezОценок пока нет
- Technical Information Related With Wire RopesДокумент11 страницTechnical Information Related With Wire RopesPutut SuprihartonoОценок пока нет
- Catalogo Tusurmi Pump Serie BДокумент9 страницCatalogo Tusurmi Pump Serie BTsumiCol Tsurumi-ColombiaОценок пока нет
- Tsurumi Options: Submersible Sewage PumpsДокумент6 страницTsurumi Options: Submersible Sewage PumpsJOHNNY CALEROОценок пока нет
- Gi Strip & Wire CalculationДокумент1 страницаGi Strip & Wire CalculationApurv GoyalОценок пока нет
- Copper and GI Earthing Items: Weight/Length Unit Conversion Table (Approx.)Документ1 страницаCopper and GI Earthing Items: Weight/Length Unit Conversion Table (Approx.)ZIRWA ENTERPRISESОценок пока нет
- PliegosДокумент1 страницаPliegosZbmcx7Оценок пока нет
- Vials & TubesДокумент42 страницыVials & TubesrobmndzОценок пока нет
- 6' X 20' Main Dock: Bill of Materials: Lumber MaterialsДокумент16 страниц6' X 20' Main Dock: Bill of Materials: Lumber MaterialsmnbhildОценок пока нет
- Mutasi Consumable Pipeline Project - Agustus 2022Документ158 страницMutasi Consumable Pipeline Project - Agustus 2022MuflihMuhammadОценок пока нет
- Bga Thermal Solutions MatrixДокумент20 страницBga Thermal Solutions MatrixNaresh KumarОценок пока нет
- Table Saw Fence & Guide Rail: PresentationДокумент6 страницTable Saw Fence & Guide Rail: PresentationSKT ProductionsОценок пока нет
- EXB Cast Iron Junction Boxes: Explosionproof, Dust-Ignitionproof, Integrally Cast Mounting FeetДокумент3 страницыEXB Cast Iron Junction Boxes: Explosionproof, Dust-Ignitionproof, Integrally Cast Mounting FeetalexmontellОценок пока нет
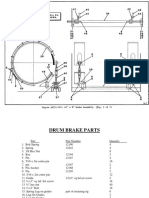
- BrakesДокумент4 страницыBrakesjairo lopez mezaОценок пока нет
- BrakesДокумент4 страницыBrakesjairo lopez mezaОценок пока нет
- Soal Fiqih / Kelas 8 / Pas Ganjil / Mts Husnul Khotimah 2 Kuningan / Tp. 2021 - 2022Документ1 страницаSoal Fiqih / Kelas 8 / Pas Ganjil / Mts Husnul Khotimah 2 Kuningan / Tp. 2021 - 2022tryОценок пока нет
- Catolog Bơm Tsurumi .Dòng BДокумент9 страницCatolog Bơm Tsurumi .Dòng BtungОценок пока нет
- John Deere - HilmasterДокумент2 страницыJohn Deere - HilmastermaximОценок пока нет
- 3 Times Table Spin WheelДокумент2 страницы3 Times Table Spin WheelUmmu KesenturkОценок пока нет
- All Block - WeightsДокумент5 страницAll Block - WeightsSteven SebastianОценок пока нет
- Rock Drilling Tools R E2007 F1Документ2 страницыRock Drilling Tools R E2007 F1aleksandr tryfonovОценок пока нет
- Ed2002 PSДокумент1 страницаEd2002 PSDavid RivardОценок пока нет
- W623Документ2 страницыW623Jebi Se0% (1)
- Mau Beli: RumahДокумент3 страницыMau Beli: RumahfarhandiОценок пока нет
- Flyer GL 2020Документ3 страницыFlyer GL 2020Agus WawandОценок пока нет
- App-Sniper MGMДокумент2 страницыApp-Sniper MGMjorge alan ruiz guerreroОценок пока нет
- MAUSER Kombiflyer Kaliber Laufkürzungen 210x297mm EN WebДокумент2 страницыMAUSER Kombiflyer Kaliber Laufkürzungen 210x297mm EN WebGer Adinolfi-FebreОценок пока нет
- Rise of The Eldrazi Sales SolicitationДокумент2 страницыRise of The Eldrazi Sales SolicitationCopySixОценок пока нет
- Multi-Squares: Zeros - FoursДокумент2 страницыMulti-Squares: Zeros - FoursIoannis Healing My SoulОценок пока нет
- Kunci To 2012 Paket AДокумент1 страницаKunci To 2012 Paket AmafruhanaОценок пока нет
- Zbook - Eaa8959c B9e9 40bb A30a f856d4 - 4d77c6Документ20 страницZbook - Eaa8959c B9e9 40bb A30a f856d4 - 4d77c6gaelОценок пока нет
- 6 SS400 Material Properties - Beyond-Steel & MetalДокумент1 страница6 SS400 Material Properties - Beyond-Steel & MetalmarselОценок пока нет
- Mior 6/15/2020 680 KG: Designed by Checked by Approved by Date Date WeightДокумент2 страницыMior 6/15/2020 680 KG: Designed by Checked by Approved by Date Date WeightmiorОценок пока нет
- Neutron Assembly DrawingДокумент1 страницаNeutron Assembly Drawingpablocoelho22Оценок пока нет
- Bennic (Non-Polar Radial-Axial) S05 SeriesДокумент2 страницыBennic (Non-Polar Radial-Axial) S05 Seriesester853Оценок пока нет
- Differential Hoist NotesДокумент3 страницыDifferential Hoist NotesDolmancéMonamíОценок пока нет
- Ft-Racer-Tiled-Plans - BoaДокумент24 страницыFt-Racer-Tiled-Plans - Boasgt bispoОценок пока нет
- PEPДокумент37 страницPEPShane EngelОценок пока нет
- Reductor Excentrico y ConcetricoДокумент1 страницаReductor Excentrico y ConcetricoRobertoОценок пока нет
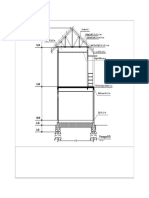
- Potongan B-B PDFДокумент1 страницаPotongan B-B PDFjaimito xavierОценок пока нет
- BOM For Tank 127 & 128: SL - No Description Size Unit Tank 127-D-19M, H-12.6M Foreign MaterialДокумент1 страницаBOM For Tank 127 & 128: SL - No Description Size Unit Tank 127-D-19M, H-12.6M Foreign MaterialSADMAN AOWALОценок пока нет
- Whisstock: Design 165 Doghouse Version Laminated Frames Longitudinal Structures Plan ViewДокумент1 страницаWhisstock: Design 165 Doghouse Version Laminated Frames Longitudinal Structures Plan ViewhjukОценок пока нет
- Cobi Catalogue - Katalog 2022 - 1 InternationalДокумент28 страницCobi Catalogue - Katalog 2022 - 1 InternationalEmmanuel FeltinОценок пока нет
- CS 2238 Exam - PARCIAДокумент1 страницаCS 2238 Exam - PARCIAJin Andrei ParciaОценок пока нет
- CS 2238 Exam - Answer SheetДокумент1 страницаCS 2238 Exam - Answer SheetJin Andrei ParciaОценок пока нет
- Akhlak Kelas IiiДокумент1 страницаAkhlak Kelas Iiiayahadibimad_6658285Оценок пока нет
- DIN 7603 A: Sealing RingsДокумент2 страницыDIN 7603 A: Sealing RingsAbhijeet KeerОценок пока нет
- Cut List Generator For WoodworkersДокумент9 страницCut List Generator For WoodworkersNancy de JongОценок пока нет
- Modern Two Story Library Designs - Little Free Libraries and Tiny Sheds - Quarto - Philip SchmidtДокумент4 страницыModern Two Story Library Designs - Little Free Libraries and Tiny Sheds - Quarto - Philip SchmidtErnesto PlasmoОценок пока нет
- Drill Charts and Helix AngleДокумент3 страницыDrill Charts and Helix AngleYakdhan YaseenОценок пока нет
- I.D. X C.S. (MM) QTY I.D. X C.S. (MM) QTYДокумент2 страницыI.D. X C.S. (MM) QTY I.D. X C.S. (MM) QTYErnesto RodriguezОценок пока нет
- ABC For Material Handling in USДокумент163 страницыABC For Material Handling in USSUPER INDUSTRIAL ONLINEОценок пока нет
- Biscuit Joiner: Assembly & Operating InstructionsДокумент8 страницBiscuit Joiner: Assembly & Operating InstructionsRobert YoungОценок пока нет
- Euromoto - CORREAS BANDOДокумент1 страницаEuromoto - CORREAS BANDOHERNAN MESIASОценок пока нет
- 4 SS400 Material Properties - Beyond-Steel & MetalДокумент1 страница4 SS400 Material Properties - Beyond-Steel & MetalmarselОценок пока нет
- Empirical Dynamic Asset Pricing: Model Specification and Econometric AssessmentОт EverandEmpirical Dynamic Asset Pricing: Model Specification and Econometric AssessmentРейтинг: 4.5 из 5 звезд4.5/5 (3)
- Keyed Vs KeylessДокумент3 страницыKeyed Vs Keylessroberto_perraciniОценок пока нет
- 1.6580, DIN 30CrNiMo8, AISI 4340 Round Bar,1.6580, DIN 30CrNiMo8, AISI 4340 Forging,1.6580, DIN 30CrNiMo8, AISI 4340 Sheet,1.6580, DIN 30CrNiMo8, AISI 4340 Coil,1.6580, DIN 30CrNiMo8, AISI 4340 Flat Bar,1.6580, DIN 30CrNiMo8, AISI 4340 Pipe,LrregularДокумент3 страницы1.6580, DIN 30CrNiMo8, AISI 4340 Round Bar,1.6580, DIN 30CrNiMo8, AISI 4340 Forging,1.6580, DIN 30CrNiMo8, AISI 4340 Sheet,1.6580, DIN 30CrNiMo8, AISI 4340 Coil,1.6580, DIN 30CrNiMo8, AISI 4340 Flat Bar,1.6580, DIN 30CrNiMo8, AISI 4340 Pipe,Lrregularroberto_perraciniОценок пока нет
- VTBS-P-01-019 en 201008 Produktuebersicht Bildschirm PDFДокумент20 страницVTBS-P-01-019 en 201008 Produktuebersicht Bildschirm PDFroberto_perraciniОценок пока нет
- Ameri DriveДокумент1 страницаAmeri Driveroberto_perraciniОценок пока нет
- Gear Couplings PDFДокумент8 страницGear Couplings PDFroberto_perraciniОценок пока нет
- Plastic DeformationДокумент1 страницаPlastic Deformationroberto_perraciniОценок пока нет
- Macro PittingДокумент1 страницаMacro Pittingroberto_perraciniОценок пока нет
- PA6, Unfilled, Cast Nylon (ASTM Data) : @frequency 1e+6 HZ @frequency 1e+6 HZДокумент1 страницаPA6, Unfilled, Cast Nylon (ASTM Data) : @frequency 1e+6 HZ @frequency 1e+6 HZroberto_perraciniОценок пока нет
- Mixed Mode FractureДокумент1 страницаMixed Mode Fractureroberto_perraciniОценок пока нет
- Path of Contact CalculationДокумент6 страницPath of Contact Calculationroberto_perraciniОценок пока нет
- Tas 3015 1 DK enДокумент2 страницыTas 3015 1 DK enroberto_perraciniОценок пока нет
- Brittle FractureДокумент2 страницыBrittle Fractureroberto_perraciniОценок пока нет
- Brittle Fracture PDFДокумент2 страницыBrittle Fracture PDFroberto_perraciniОценок пока нет
- Lubrication Tips Part 1Документ2 страницыLubrication Tips Part 1roberto_perraciniОценок пока нет
- MU05 Rosca Metrica Grossa TecemДокумент1 страницаMU05 Rosca Metrica Grossa Tecemroberto_perraciniОценок пока нет
- Mu48 Rebite de Repuxo Pop Padrao Din 7337 Tipo A Sim Iso 15983Документ1 страницаMu48 Rebite de Repuxo Pop Padrao Din 7337 Tipo A Sim Iso 15983roberto_perraciniОценок пока нет
- Roller Conveyor Operation ManualДокумент3 страницыRoller Conveyor Operation Manualroberto_perraciniОценок пока нет
- Amcot CT Corp. Maintenance ManualДокумент9 страницAmcot CT Corp. Maintenance Manualroberto_perraciniОценок пока нет
- Catalogo TOLLOK IngleseДокумент21 страницаCatalogo TOLLOK Ingleseroberto_perraciniОценок пока нет
- Chestionar 2Документ5 страницChestionar 2Alex AndruОценок пока нет
- CH 15Документ58 страницCH 15Chala1989Оценок пока нет
- Beamng DxdiagДокумент22 страницыBeamng Dxdiagsilvioluismoraes1Оценок пока нет
- APA Citation Method For ERLACS: Reference Citations in TextДокумент8 страницAPA Citation Method For ERLACS: Reference Citations in Textdanny_alfaro_8Оценок пока нет
- Durability of Prestressed Concrete StructuresДокумент12 страницDurability of Prestressed Concrete StructuresMadura JobsОценок пока нет
- PR Earth Users Guide EMILY1Документ2 страницыPR Earth Users Guide EMILY1Azim AbdoolОценок пока нет
- Shift in Business Strategy of 10 Minute School - B2B To B2CДокумент40 страницShift in Business Strategy of 10 Minute School - B2B To B2CSadiaОценок пока нет
- Empanelled Hospitals List Updated - 06-12-2022 - 1670482933145Документ19 страницEmpanelled Hospitals List Updated - 06-12-2022 - 1670482933145mechmaster4uОценок пока нет
- A Brief Tutorial On Interval Type-2 Fuzzy Sets and SystemsДокумент10 страницA Brief Tutorial On Interval Type-2 Fuzzy Sets and SystemstarekeeeОценок пока нет
- Jota - EtchДокумент3 страницыJota - EtchRidwan BaharumОценок пока нет
- Asu 2019-12Документ49 страницAsu 2019-12janineОценок пока нет
- BluePrint & High Pressure Pascalization (HPP)Документ3 страницыBluePrint & High Pressure Pascalization (HPP)Prof C.S.PurushothamanОценок пока нет
- Dept & Sem: Subject Name: Course Code: Unit: Prepared byДокумент75 страницDept & Sem: Subject Name: Course Code: Unit: Prepared by474 likithkumarreddy1Оценок пока нет
- Modified Airdrop System Poster - CompressedДокумент1 страницаModified Airdrop System Poster - CompressedThiam HokОценок пока нет
- JCIPДокумент5 страницJCIPdinesh.nayak.bbsrОценок пока нет
- Compact 1.8" Height Standardized Installation 9 Months To Flight Powerful and LightweightДокумент2 страницыCompact 1.8" Height Standardized Installation 9 Months To Flight Powerful and LightweightStanley Ochieng' OumaОценок пока нет
- Business Plan: Muzammil Deshmukh, MMS From Kohinoor College, MumbaiДокумент6 страницBusiness Plan: Muzammil Deshmukh, MMS From Kohinoor College, MumbaiMuzammil DeshmukhОценок пока нет
- Epistemology and OntologyДокумент6 страницEpistemology and OntologyPriyankaОценок пока нет
- ProjectДокумент33 страницыProjectPiyush PatelОценок пока нет
- Flowrox Valve Solutions Catalogue E-VersionДокумент16 страницFlowrox Valve Solutions Catalogue E-Versionjavier alvarezОценок пока нет
- Design and Optimization of A Medium Altitude Long Endurance UAV Wingbox StructureДокумент8 страницDesign and Optimization of A Medium Altitude Long Endurance UAV Wingbox StructureamirОценок пока нет
- Nyamango Site Meeting 9 ReportДокумент18 страницNyamango Site Meeting 9 ReportMbayo David GodfreyОценок пока нет
- BSDДокумент26 страницBSDEunnicePanaliganОценок пока нет
- Rs2-Seamanship (Inc Anchoring, Mooring, Berthing, Pilot Ladder)Документ19 страницRs2-Seamanship (Inc Anchoring, Mooring, Berthing, Pilot Ladder)Mdpn. Salvador67% (3)
- Nse 2Документ5 страницNse 2dhaval gohelОценок пока нет
- Learning TheoryДокумент7 страницLearning Theoryapi-568999633Оценок пока нет