Вам также может понравиться
- PerforatingДокумент78 страницPerforatingامير العذاريОценок пока нет
- 5.well PerforationДокумент13 страниц5.well Perforationakshitppe11Оценок пока нет
- Fault and Joint Development in Brittle and Semi-Brittle Rock: The Commonwealth and International Library: Geology DivisionОт EverandFault and Joint Development in Brittle and Semi-Brittle Rock: The Commonwealth and International Library: Geology DivisionОценок пока нет
- A Practical Manual For The Manufacture of Fireworks Signal Flares and Pyrotechnic Displays - George Weingart PDFДокумент61 страницаA Practical Manual For The Manufacture of Fireworks Signal Flares and Pyrotechnic Displays - George Weingart PDFwarrior_2008Оценок пока нет
- Crystal StructureДокумент25 страницCrystal StructureRajat Malhotra100% (2)
- Liners For Shaped Charges by Manfred Held (2001) PDFДокумент1 страницаLiners For Shaped Charges by Manfred Held (2001) PDFMalikHodzicОценок пока нет
- Manfred Held - Liners For Shaped ChargesДокумент1 страницаManfred Held - Liners For Shaped ChargesGhoree23456Оценок пока нет
- Manfred Held - Liners For Shaped ChargesДокумент7 страницManfred Held - Liners For Shaped ChargesGhoree23456Оценок пока нет
- Experimental and Analytical Studies of SyntacticДокумент19 страницExperimental and Analytical Studies of SyntacticDhaneshОценок пока нет
- 1 s2.0 S235249282032362X MainДокумент8 страниц1 s2.0 S235249282032362X MainChitralekha DeyОценок пока нет
- Heriot Watt University - PerforationДокумент32 страницыHeriot Watt University - PerforationSuryaОценок пока нет
- Naik 2004 Compos Struct 66, 579. Composite Structures Under Ballistic ImpactДокумент12 страницNaik 2004 Compos Struct 66, 579. Composite Structures Under Ballistic ImpactRicardo Gamboa CastellanosОценок пока нет
- Minerals 11 00031Документ19 страницMinerals 11 0003122-081Fahmi SyaifullahОценок пока нет
- Pro Tech 1 CH 8Документ31 страницаPro Tech 1 CH 8weldsvОценок пока нет
- Recht, Ipson - Ballistic Perforation DynamicsДокумент7 страницRecht, Ipson - Ballistic Perforation DynamicsVinicius AssuncaoОценок пока нет
- Recent Search For New Superhard Materials: Go Nano!Документ34 страницыRecent Search For New Superhard Materials: Go Nano!Thanh DinhОценок пока нет
- Parte IIДокумент27 страницParte IIRodrigues RodriguesОценок пока нет
- High Temp FractureДокумент8 страницHigh Temp FractureSAMОценок пока нет
- Cavitation Enhancement of Silt Erosion: Numerical Studies:, S.C. LiДокумент9 страницCavitation Enhancement of Silt Erosion: Numerical Studies:, S.C. LiRanjeetTwaynaОценок пока нет
- Capitulo 5Документ10 страницCapitulo 5Aldo GranadosОценок пока нет
- FTPДокумент16 страницFTPEstudiante2346Оценок пока нет
- Scaling of Cavitation Erosion Progression With Cavitation Intensity and Cavitation SourceДокумент9 страницScaling of Cavitation Erosion Progression With Cavitation Intensity and Cavitation SourceOlha ZvirkoОценок пока нет
- Creep (Deformation)Документ7 страницCreep (Deformation)Harianto ArieОценок пока нет
- Scaling of Cavitation Erosion Progression With Cavitation Intensity and Cavitation SourceДокумент14 страницScaling of Cavitation Erosion Progression With Cavitation Intensity and Cavitation SourceDino AndrianОценок пока нет
- Comminution PDFДокумент10 страницComminution PDFKhana Rizki MaulanaОценок пока нет
- Influence of Silane Coupling Agent On Shear Thickening Fluids (STF) For Personal ProtectionДокумент8 страницInfluence of Silane Coupling Agent On Shear Thickening Fluids (STF) For Personal ProtectionThiago SantosОценок пока нет
- Break-Up of Copper Shaped-Charge Jets: Experiment, Numerical Simulations and Analytical ModelingДокумент11 страницBreak-Up of Copper Shaped-Charge Jets: Experiment, Numerical Simulations and Analytical ModelingJaggerОценок пока нет
- Analysis of Offshore Drilling's Vertical Load Using Semi-Submersible RigДокумент8 страницAnalysis of Offshore Drilling's Vertical Load Using Semi-Submersible RigSiva RamanОценок пока нет
- 1 s2.0 S1876380420601227 MainДокумент14 страниц1 s2.0 S1876380420601227 Maindorian.axel.ptОценок пока нет
- An Experimental Study of Particle Damping For Beams and PlatesДокумент8 страницAn Experimental Study of Particle Damping For Beams and PlatesluuthuanОценок пока нет
- Experimental and Analytical Investigation For TheДокумент7 страницExperimental and Analytical Investigation For TheKeith DixonОценок пока нет
- Recent Search For New Superhard Materials: Go Nano!: Articles You May Be Interested inДокумент34 страницыRecent Search For New Superhard Materials: Go Nano!: Articles You May Be Interested inRazie HanafiОценок пока нет
- Effect of Adhesive in Sandwich Panels Subjected To Low-Velocity ImpactДокумент11 страницEffect of Adhesive in Sandwich Panels Subjected To Low-Velocity Impactimad derbalaОценок пока нет
- Yadav 2020Документ26 страницYadav 2020ahmadalsaiahОценок пока нет
- Study On The Pull-Out Behavior of Glass Fiber BundДокумент9 страницStudy On The Pull-Out Behavior of Glass Fiber Bundjuan carlos altamiranda suarezОценок пока нет
- Mechanical and Structural Behavior of Copper SubjeДокумент7 страницMechanical and Structural Behavior of Copper SubjeHari KiranОценок пока нет
- Ability of Drilling Mud To Lift Bit CuttingsДокумент12 страницAbility of Drilling Mud To Lift Bit CuttingsHai LinhОценок пока нет
- Computational Materials Science: Yunan Prawoto, Roslinda Idris, Nazri Kamsah, Nasir TaminДокумент9 страницComputational Materials Science: Yunan Prawoto, Roslinda Idris, Nazri Kamsah, Nasir TaminpakdeYPОценок пока нет
- This Content Downloaded From 182.255.0.242 On Sun, 04 Oct 2020 12:37:57 UTCДокумент7 страницThis Content Downloaded From 182.255.0.242 On Sun, 04 Oct 2020 12:37:57 UTCAzizОценок пока нет
- Chang 2019Документ14 страницChang 2019Rodrigo Alejandro Flores ZuñigaОценок пока нет
- Perforation: Well Stimulation TechniquesДокумент21 страницаPerforation: Well Stimulation TechniquesDinesh KanesanОценок пока нет
- Woo2010 Article X-RayAndNeutronDiffractionMeasДокумент7 страницWoo2010 Article X-RayAndNeutronDiffractionMeasVignesh GandhirajОценок пока нет
- Paper Ulzurrum - ZanuyДокумент15 страницPaper Ulzurrum - ZanuyFABIAN FIENGOОценок пока нет
- Mechanicalbehaviorof Materials Fracture ToughnessДокумент21 страницаMechanicalbehaviorof Materials Fracture ToughnessCesar Vargas ArayaОценок пока нет
- 1992 - Penetration of Laminated Kevlar by Projectiles IExperimental InvestigationДокумент22 страницы1992 - Penetration of Laminated Kevlar by Projectiles IExperimental InvestigationRushi TutorОценок пока нет
- Arma 2021 1129Документ8 страницArma 2021 1129EKREM ALAGÖZОценок пока нет
- 10TPC 179firoozДокумент1 страница10TPC 179firoozwargajaya79Оценок пока нет
- The Evolution of Crack-Tip Stresses During A Fatigue Overload EventДокумент14 страницThe Evolution of Crack-Tip Stresses During A Fatigue Overload EventeSinist3rОценок пока нет
- Brittle Crack Propagation Resistance Inside Grain and at High Angle Grain Boundary in 3% Si-Fe AlloyДокумент9 страницBrittle Crack Propagation Resistance Inside Grain and at High Angle Grain Boundary in 3% Si-Fe Alloysisiley2010Оценок пока нет
- Crushing Behavior of Honeycomb Structure: A Review: International Journal of CrashworthinessДокумент26 страницCrushing Behavior of Honeycomb Structure: A Review: International Journal of CrashworthinessBihter UcaОценок пока нет
- Sutherland & GS 2004 APAET ImpactДокумент10 страницSutherland & GS 2004 APAET ImpactleighОценок пока нет
- A CFD Study of The Effect of Cyclone Size On Its Performance ParametersДокумент7 страницA CFD Study of The Effect of Cyclone Size On Its Performance ParametersSarah SimõesОценок пока нет
- 1 s2.0 S026382231300487X MainДокумент7 страниц1 s2.0 S026382231300487X Main037 SANTHOSH K RОценок пока нет
- Spe 526 MS PDFДокумент5 страницSpe 526 MS PDFAliОценок пока нет
- Rf00020 激光熔覆裂纹的物理机理及其影响因素分析Документ3 страницыRf00020 激光熔覆裂纹的物理机理及其影响因素分析zixin chenОценок пока нет
- Coarse Particle Concentration Using Hydrofloat SeparatorДокумент7 страницCoarse Particle Concentration Using Hydrofloat SeparatorMohit GuptaОценок пока нет
- Experimental and Numerical Investigations On The Leakage Flow Characteristics of The Labyrinth Brush SealДокумент10 страницExperimental and Numerical Investigations On The Leakage Flow Characteristics of The Labyrinth Brush SealНиколайОценок пока нет
- Powder Technology: Y. Rama Murthy, K. Udaya BhaskarДокумент12 страницPowder Technology: Y. Rama Murthy, K. Udaya BhaskarAYDIN KOSEОценок пока нет
- Solid Conveying in Vane Extruder For Polymer Processing: Effects On Pressure EstablishmentДокумент10 страницSolid Conveying in Vane Extruder For Polymer Processing: Effects On Pressure EstablishmentИгорь БезукладниковОценок пока нет
- 1 s2.0 S2214860423003688 MainДокумент24 страницы1 s2.0 S2214860423003688 MainLuan MoraesОценок пока нет
- Geot 2007 57 3 289 PDFДокумент13 страницGeot 2007 57 3 289 PDFDaniel Felipe Ruiz RestrepoОценок пока нет
- Schiffer Et Al., 2015 An Analytical Model of The Dynamic Response of Circular Composite Plates To High Velocity ImpactДокумент16 страницSchiffer Et Al., 2015 An Analytical Model of The Dynamic Response of Circular Composite Plates To High Velocity Impacthuangyifan350Оценок пока нет
- FILE19Документ1 страницаFILE19warrior_2008Оценок пока нет
- Household Equivalents For ChemicalsДокумент1 страницаHousehold Equivalents For Chemicalswarrior_2008Оценок пока нет
- FILE20Документ1 страницаFILE20warrior_2008Оценок пока нет
- FILE17Документ2 страницыFILE17warrior_2008Оценок пока нет
- FILE16Документ1 страницаFILE16warrior_2008Оценок пока нет
- FILE14Документ1 страницаFILE14warrior_2008Оценок пока нет
- FILE15Документ1 страницаFILE15warrior_2008Оценок пока нет
- Military Media Inc.: Friction Will Set Them OffДокумент1 страницаMilitary Media Inc.: Friction Will Set Them Offwarrior_2008Оценок пока нет
- FILE13Документ1 страницаFILE13warrior_2008Оценок пока нет
- FILE12Документ1 страницаFILE12warrior_2008Оценок пока нет
- File5 PDFДокумент1 страницаFile5 PDFwarrior_2008Оценок пока нет
- Military Media Inc.: - Re-Glue The Threads Back On. Insert It Into A Socket and Leave Area ImmediatelyДокумент1 страницаMilitary Media Inc.: - Re-Glue The Threads Back On. Insert It Into A Socket and Leave Area Immediatelywarrior_2008Оценок пока нет
- File5 PDFДокумент1 страницаFile5 PDFwarrior_2008Оценок пока нет
- FILE3Документ1 страницаFILE3warrior_2008Оценок пока нет
- Explosive Scrabbling - US Patent 6438191Документ6 страницExplosive Scrabbling - US Patent 6438191ngovankhai1990Оценок пока нет
- Impact Firecrackers - John Donner PDFДокумент33 страницыImpact Firecrackers - John Donner PDFwarrior_2008Оценок пока нет
- 04 X-Ray DiffractionДокумент9 страниц04 X-Ray DiffractionSampath KumarОценок пока нет
- History of SaltДокумент2 страницыHistory of Saltnsjadeja100% (1)
- Crystallographic Studies of Nylon 4. Determination The Crystal Structure of The Polymorph of Nylon IДокумент13 страницCrystallographic Studies of Nylon 4. Determination The Crystal Structure of The Polymorph of Nylon IMuhammad OmerОценок пока нет
- Project State of MatterДокумент6 страницProject State of Matterpaloma silvaОценок пока нет
- Inorganic Chemistry (CHM 361) : A4AS1205 - DДокумент5 страницInorganic Chemistry (CHM 361) : A4AS1205 - DhyebibieОценок пока нет
- Matter: Kinetic EnergyДокумент16 страницMatter: Kinetic EnergyRazel ForrosueloОценок пока нет
- DCP Using H3PO4Документ5 страницDCP Using H3PO4caprolactamclОценок пока нет
- Teorema de Wulff y Energia SuperficialДокумент3 страницыTeorema de Wulff y Energia SuperficialMonica Chipana MarcasОценок пока нет
- Dr. Dr. H. C. Carl W. Correns (Auth.) - Introduction To Mineralogy - Crystallography and Petrology-Springer-Verlag Berlin Heidelberg (1969)Документ490 страницDr. Dr. H. C. Carl W. Correns (Auth.) - Introduction To Mineralogy - Crystallography and Petrology-Springer-Verlag Berlin Heidelberg (1969)Asri Gani100% (1)
- Materials 11 01990Документ12 страницMaterials 11 01990Nigar AbbasovaОценок пока нет
- MCQ'S Material PhysicsДокумент8 страницMCQ'S Material PhysicsLaiba IqbalОценок пока нет
- Crystal Structure PPT JntuДокумент118 страницCrystal Structure PPT JntuKapil Siddhant Devulapalli100% (3)
- Complete Question Bank English MediumДокумент39 страницComplete Question Bank English Mediumkanchandubey8202Оценок пока нет
- Weld Metal Solidification-1 - Grain StructureДокумент51 страницаWeld Metal Solidification-1 - Grain StructureChelekara Subramanian Abhilash Iyer100% (3)
- The Indian Institute of WeldingДокумент10 страницThe Indian Institute of WeldingSandeep MohantyОценок пока нет
- Chem For Engineering Material by Pup BuddiesДокумент46 страницChem For Engineering Material by Pup BuddiesJedidiah MondaresОценок пока нет
- Pre Board Exam, 2020-21 Chemistry, (043) Theory Class - XIIДокумент8 страницPre Board Exam, 2020-21 Chemistry, (043) Theory Class - XIIKshreeОценок пока нет
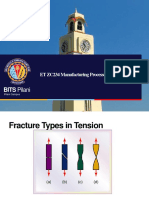
- BITS Pilani: ET ZC234 Manufacturing ProcessesДокумент76 страницBITS Pilani: ET ZC234 Manufacturing ProcessesAasheesh Chander AgrawalОценок пока нет
- 1st Year Chemistry Important NotesДокумент8 страниц1st Year Chemistry Important NotesMuhammad AdreesОценок пока нет
- Digital Assignment 2Документ13 страницDigital Assignment 2Goutham ReddyОценок пока нет
- Forces of Attraction and Chemical BondingДокумент15 страницForces of Attraction and Chemical BondingchanОценок пока нет
- Selina Concise Chemistry Solutions Class 8 Chapter 9 Carbon and Its CompoundsДокумент18 страницSelina Concise Chemistry Solutions Class 8 Chapter 9 Carbon and Its CompoundsSinjini BasuОценок пока нет
- Preparatory Problems International Chemistry Olympiad 2013Документ77 страницPreparatory Problems International Chemistry Olympiad 2013RSLОценок пока нет
- Imperfections in SolidsДокумент36 страницImperfections in SolidsRowEll CañEtaОценок пока нет
- Chapter 10 - States of MatterДокумент31 страницаChapter 10 - States of Matterjim tannerОценок пока нет
- Study On Surface Roughness Generated by Micro-Blasting On Co-Cr-Mo Bio-ImplantДокумент20 страницStudy On Surface Roughness Generated by Micro-Blasting On Co-Cr-Mo Bio-Implantramky.adi748Оценок пока нет
- Principles of SolidificationДокумент2 страницыPrinciples of SolidificationKhairul MuzafarОценок пока нет
- 4 Powder Preparation by Chemical Methods 2Документ59 страниц4 Powder Preparation by Chemical Methods 2andrreaskinzОценок пока нет
- School of Materials Engineering Semester 1 2019/2020 EBT 323 Materials CharacterizationДокумент9 страницSchool of Materials Engineering Semester 1 2019/2020 EBT 323 Materials CharacterizationMuhd FadhilОценок пока нет