Вам также может понравиться
- Cataloge Hoists 2009Документ26 страницCataloge Hoists 2009Erc Nunez VОценок пока нет
- Dechow 31511 Metallbearbeitung UKДокумент38 страницDechow 31511 Metallbearbeitung UKErc Nunez VОценок пока нет
- A.Hak Annual Review 2014 (EN)Документ23 страницыA.Hak Annual Review 2014 (EN)Erc Nunez VОценок пока нет
- Crane Components Catalogue ENG New 2017Документ11 страницCrane Components Catalogue ENG New 2017Erc Nunez VОценок пока нет
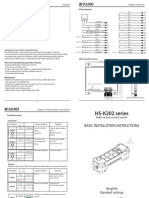
- RECEPTORДокумент1 страницаRECEPTORErc Nunez VОценок пока нет
- SPAMEL EN Kaseta Suwnicowa PKS 8 W03Документ1 страницаSPAMEL EN Kaseta Suwnicowa PKS 8 W03Erc Nunez VОценок пока нет
- Pa1002rev3 Setting Up Hoists and CranesДокумент16 страницPa1002rev3 Setting Up Hoists and CranesErc Nunez VОценок пока нет
- Juuko Aggregate Instruction Manual - CompressedДокумент16 страницJuuko Aggregate Instruction Manual - CompressedErc Nunez VОценок пока нет
- 2000 - Maintenance Manual & Spare Parts CatalogueДокумент61 страница2000 - Maintenance Manual & Spare Parts CatalogueErc Nunez VОценок пока нет
- Vigilohm IMD-IM9Документ2 страницыVigilohm IMD-IM9Erc Nunez VОценок пока нет
- DOOWIN Underwater Lift Bags and Water Weight Bags PDFДокумент8 страницDOOWIN Underwater Lift Bags and Water Weight Bags PDFErc Nunez VОценок пока нет
- Crane Wheels With Single Wheel Flange KG 020: Form A With Gear Ring Form B Without Gear RingДокумент3 страницыCrane Wheels With Single Wheel Flange KG 020: Form A With Gear Ring Form B Without Gear RingErc Nunez VОценок пока нет
- E8A59BA8Документ3 страницыE8A59BA8Erc Nunez VОценок пока нет
- 04 VL PDFДокумент2 страницы04 VL PDFErc Nunez VОценок пока нет
- Intermittent Rail Support Soleplates - GantrexДокумент2 страницыIntermittent Rail Support Soleplates - GantrexErc Nunez VОценок пока нет
- 7.7 Connection/circuit Diagrams: Motor For One Line Voltage or Dual Voltage MotorДокумент31 страница7.7 Connection/circuit Diagrams: Motor For One Line Voltage or Dual Voltage MotorErc Nunez VОценок пока нет
- Tesys D Lc1d128e7Документ3 страницыTesys D Lc1d128e7Erc Nunez VОценок пока нет
- NORD-Clincher Shaft Mount Ordering GuideДокумент1 страницаNORD-Clincher Shaft Mount Ordering GuideErc Nunez VОценок пока нет
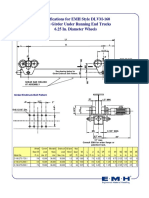
- Specifications For EMH Style DLVM-160 Single Girder Under Running End Trucks 6.25 In. Diameter WheelsДокумент1 страницаSpecifications For EMH Style DLVM-160 Single Girder Under Running End Trucks 6.25 In. Diameter WheelsErc Nunez VОценок пока нет
- Single Girder Under Running Crane Type DLVM5: Endtruck Hoist Trolley BridgeДокумент1 страницаSingle Girder Under Running Crane Type DLVM5: Endtruck Hoist Trolley BridgeErc Nunez VОценок пока нет
- DBR en v15 ScreenДокумент12 страницDBR en v15 ScreenErc Nunez VОценок пока нет
- CatalogДокумент268 страницCatalogErc Nunez VОценок пока нет
- End Truck DataДокумент1 страницаEnd Truck DataErc Nunez VОценок пока нет
- 2017 Toy CatalogueДокумент19 страниц2017 Toy CatalogueErc Nunez VОценок пока нет
- Nakretka Do HakaДокумент1 страницаNakretka Do HakaErc Nunez VОценок пока нет
- RCA Report SampleДокумент7 страницRCA Report SampleErc Nunez VОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Datatables Velzon - Admin Dashboard TemplateДокумент2 страницыDatatables Velzon - Admin Dashboard Templateganeshvittanala33Оценок пока нет
- Mechatronics Systems PDFДокумент23 страницыMechatronics Systems PDFRamanathan DuraiОценок пока нет
- Accurate Real Time Altitude Estimation PDFДокумент5 страницAccurate Real Time Altitude Estimation PDFMartin Manullang100% (1)
- NCPDP Pharmacy Drug ClaimsДокумент8 страницNCPDP Pharmacy Drug ClaimskallepalliОценок пока нет
- DB and DT Series Mam PLC ManualДокумент20 страницDB and DT Series Mam PLC ManualAdolf MutangaduraОценок пока нет
- Decimal To Artnet Conversion TableДокумент2 страницыDecimal To Artnet Conversion Tablejray1982Оценок пока нет
- Fusion Forecourt SystemДокумент8 страницFusion Forecourt SystemOssama MarzoukОценок пока нет
- Evga Se Ebook UnlockedДокумент14 страницEvga Se Ebook UnlockedD OpferОценок пока нет
- WDM Important Questions 1Документ3 страницыWDM Important Questions 1PinkОценок пока нет
- ZET 8 Astrology Software: Welcome Astrological Feature ListДокумент254 страницыZET 8 Astrology Software: Welcome Astrological Feature ListLeombruno BlueОценок пока нет
- 01 - Cisco ISE Profiling Reporting - Part 1Документ1 страница01 - Cisco ISE Profiling Reporting - Part 1Nguyen LeОценок пока нет
- Edc 4 UnitДокумент26 страницEdc 4 UnitAnonymous 6Ts3r7dwОценок пока нет
- Thermal Plasma Decomposition of Fluorinated Greenhouse GasesДокумент12 страницThermal Plasma Decomposition of Fluorinated Greenhouse GasesSai Santhosh ManepallyОценок пока нет
- Department of Education: Project All Numerates Grade 6 Table of SpecificationsДокумент3 страницыDepartment of Education: Project All Numerates Grade 6 Table of Specificationsian bondocОценок пока нет
- Updates From The Eastern Cape Department of EducationДокумент1 страницаUpdates From The Eastern Cape Department of EducationSundayTimesZAОценок пока нет
- Topic Numarical Lasd AДокумент4 страницыTopic Numarical Lasd AMR.MUSAAB ALMAIDANОценок пока нет
- Assignment Questions For ISMДокумент17 страницAssignment Questions For ISMTeetu TomarОценок пока нет
- Skype For Business Server 2015 - Kickoff PresentationДокумент15 страницSkype For Business Server 2015 - Kickoff PresentationItw UttОценок пока нет
- Aprilia RSV-Tuono Maintenance ManualДокумент120 страницAprilia RSV-Tuono Maintenance ManualelettronicavicenzaОценок пока нет
- Rachel Freeman's ResumeДокумент3 страницыRachel Freeman's Resumerachel_freeman17Оценок пока нет
- 2501unw PDFДокумент1 страница2501unw PDFzokiОценок пока нет
- BS en 00054-1-2021Документ26 страницBS en 00054-1-2021Mike DluОценок пока нет
- Confidentiality Agreement TemplateДокумент2 страницыConfidentiality Agreement TemplateJulie BarramedaОценок пока нет
- Solution Manual For Principles of Measurement Systems by John P BentleyДокумент2 страницыSolution Manual For Principles of Measurement Systems by John P BentleySrikanth Revelly60% (15)
- Ebook Kubernetes PDFДокумент26 страницEbook Kubernetes PDFmostafahassanОценок пока нет
- EngineeringДокумент113 страницEngineeringGlass-Half-EmptyОценок пока нет
- Harvard Apparatus, Model 44 Syringe Pump User ManualДокумент56 страницHarvard Apparatus, Model 44 Syringe Pump User ManualthynameisraymondОценок пока нет
- List of Mobile Phones Supported OTG Function PDFДокумент7 страницList of Mobile Phones Supported OTG Function PDFCarlos Manuel De Los Santos PerezОценок пока нет
- Module 8 Activities (Cyber and Digital Literacy)Документ3 страницыModule 8 Activities (Cyber and Digital Literacy)John MathewОценок пока нет
- ERP OverviewДокумент29 страницERP OverviewLupsoiuCosmin100% (1)