Вам также может понравиться
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Almansoori Inspection Services: Lifting Equipment Thorough Examination ReportДокумент3 страницыAlmansoori Inspection Services: Lifting Equipment Thorough Examination ReportMohamed Yasir100% (1)
- Arabic PronounsДокумент64 страницыArabic Pronounsfatinzalila0% (1)
- ASTM 6365 - 99 - Spark TestДокумент4 страницыASTM 6365 - 99 - Spark Testjudith_ayala_10Оценок пока нет
- Corrosion Engineering Lecture 2Документ63 страницыCorrosion Engineering Lecture 2fatinzalilaОценок пока нет
- Concrete Making MaterialsДокумент55 страницConcrete Making Materialsjaffna100% (1)
- Laser Security SystemДокумент18 страницLaser Security SystemDipin Preet Singh100% (2)
- 01 - Introduction To Computer and Algorithm - PortalДокумент35 страниц01 - Introduction To Computer and Algorithm - PortalfatinzalilaОценок пока нет
- L07 Destructive Test PDFДокумент14 страницL07 Destructive Test PDFfatinzalila100% (1)
- Fertilizer Industry Wastewater TreatmentДокумент1 страницаFertilizer Industry Wastewater TreatmentAnmol UpadhyayОценок пока нет
- Overhead Design Manua Section 8 - Cable DataДокумент18 страницOverhead Design Manua Section 8 - Cable DataIVAN TURCOОценок пока нет
- 5 4 18 Obstructions IssuesДокумент8 страниц5 4 18 Obstructions IssuesfatinzalilaОценок пока нет
- Jadual Kelas Sem 1 Tahun 3Документ2 страницыJadual Kelas Sem 1 Tahun 3fatinzalilaОценок пока нет
- PLSB Comment Not Done - Cable List Summary & Status ReportДокумент26 страницPLSB Comment Not Done - Cable List Summary & Status ReportfatinzalilaОценок пока нет
- Important Dates EBT446Документ1 страницаImportant Dates EBT446fatinzalilaОценок пока нет
- L08 Metallography PDFДокумент10 страницL08 Metallography PDFfatinzalilaОценок пока нет
- Materials The Environment: Ebt 447: Materials Selection and DesignДокумент37 страницMaterials The Environment: Ebt 447: Materials Selection and DesignfatinzalilaОценок пока нет
- Material Selection & DesignДокумент22 страницыMaterial Selection & DesignfatinzalilaОценок пока нет
- Ethics Case AssignmentДокумент21 страницаEthics Case Assignmentfatinzalila100% (1)
- Slide Viva 1 Proposal RWFДокумент13 страницSlide Viva 1 Proposal RWFfatinzalilaОценок пока нет
- L05 Welding Metallurgy PDFДокумент15 страницL05 Welding Metallurgy PDFfatinzalilaОценок пока нет
- Material Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015Документ123 страницыMaterial Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015fatinzalilaОценок пока нет
- Material Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015Документ89 страницMaterial Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015fatinzalilaОценок пока нет
- Design and Fabrication of Portable Water Filtration For Flood WaterДокумент14 страницDesign and Fabrication of Portable Water Filtration For Flood WaterfatinzalilaОценок пока нет
- Material Selection: The Basic: Materials Selection and Design EBT 447 SEMESTER II, 2013/2014Документ35 страницMaterial Selection: The Basic: Materials Selection and Design EBT 447 SEMESTER II, 2013/2014fatinzalilaОценок пока нет
- Material Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015Документ38 страницMaterial Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015fatinzalilaОценок пока нет
- Material Selection: Case Studies: Materials Selection and Design EBT 447 SEMESTER II, 2013/2014Документ37 страницMaterial Selection: Case Studies: Materials Selection and Design EBT 447 SEMESTER II, 2013/2014fatinzalilaОценок пока нет
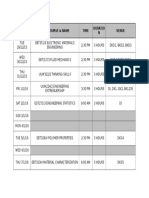
- Day/Date Code Course & Name Time Duratio N VenueДокумент1 страницаDay/Date Code Course & Name Time Duratio N VenuefatinzalilaОценок пока нет
- 2 Materials Charts 2010 PDFДокумент42 страницы2 Materials Charts 2010 PDFTrường Tùng LýОценок пока нет
- Design and Fabrication of Portable Water Filtration For Flood WaterДокумент21 страницаDesign and Fabrication of Portable Water Filtration For Flood WaterfatinzalilaОценок пока нет
- Compression Lab ReportДокумент8 страницCompression Lab ReportfatinzalilaОценок пока нет
- SAFETY AWARENESS AT WORKPLACE A CASE STUDY AT CELCOM AXIATA BERHAD Mar1.Indany Achenk Abdullah AsepatoriДокумент18 страницSAFETY AWARENESS AT WORKPLACE A CASE STUDY AT CELCOM AXIATA BERHAD Mar1.Indany Achenk Abdullah Asepatorifatinzalila33% (3)
- Report Bengkel (Mold & Slip Casting)Документ7 страницReport Bengkel (Mold & Slip Casting)fatinzalila0% (1)
- Lecture 6 CompressionДокумент4 страницыLecture 6 CompressionfatinzalilaОценок пока нет
- Lect-6 - Economics of Chemical PlantsДокумент36 страницLect-6 - Economics of Chemical Plantsmaged1998Оценок пока нет
- Numerical Modeling of MHD Convective Heat and Mass Transfer in Presence of First-Order Chemical Reaction and Thermal RadiationДокумент20 страницNumerical Modeling of MHD Convective Heat and Mass Transfer in Presence of First-Order Chemical Reaction and Thermal Radiationmanasdutta3495Оценок пока нет
- ADPlaylistEditor3 (Network Version)Документ42 страницыADPlaylistEditor3 (Network Version)Dramane BonkoungouОценок пока нет
- CTK230Документ15 страницCTK230barryhernsОценок пока нет
- BUTLER 1924 PAPER Studies in Heterogeneous EquilibriaДокумент6 страницBUTLER 1924 PAPER Studies in Heterogeneous Equilibriaglen19Оценок пока нет
- PTWДокумент3 страницыPTWAngel Silva VicenteОценок пока нет
- Custom PC Magazine UK January 2013Документ132 страницыCustom PC Magazine UK January 2013Sei LaОценок пока нет
- 0108E - Report of Welders-OperatorsДокумент6 страниц0108E - Report of Welders-OperatorsErick AlvarezОценок пока нет
- Quadrature Amplitude ModulationДокумент10 страницQuadrature Amplitude ModulationSafirinaFebryantiОценок пока нет
- SmartBright LED Downlight G3Документ11 страницSmartBright LED Downlight G3Puji SnОценок пока нет
- AcetophenoneДокумент1 страницаAcetophenoneDinda Melissa ArdiОценок пока нет
- TR 541 2Документ78 страницTR 541 2Omar Marghani SalmaОценок пока нет
- GERMAN Embassy ContractДокумент79 страницGERMAN Embassy ContractVE.03 QELОценок пока нет
- Technical Catalogue eSV-SpecialVersion 50-60HzДокумент264 страницыTechnical Catalogue eSV-SpecialVersion 50-60HzRichard Marco Antonio Obando LopezОценок пока нет
- IEEE Recommended Practice For Exc. Sys Models 2Документ4 страницыIEEE Recommended Practice For Exc. Sys Models 2Emmanuel ZamoranoОценок пока нет
- Dominion EnergyShareДокумент2 страницыDominion EnergyShareMichelle HuynhОценок пока нет
- CPT 31624 Cci EditsДокумент2 страницыCPT 31624 Cci Editsravip3366Оценок пока нет
- 327101-BJ81-C-RCC-0007 Rev.00 - Client MarkupДокумент1 страница327101-BJ81-C-RCC-0007 Rev.00 - Client MarkupGokulprabhuОценок пока нет
- TSC 247 PrinterДокумент2 страницыTSC 247 Printerr4zorxОценок пока нет
- Thermal PrinterДокумент15 страницThermal Printergadacz111Оценок пока нет
- 2015 - Fatigue Behavior and Modeling of Short Fiber Reinforced Polymer Composites - A Literature ReviewДокумент25 страниц2015 - Fatigue Behavior and Modeling of Short Fiber Reinforced Polymer Composites - A Literature ReviewSubramani PichandiОценок пока нет
- Impact Sprinkler Troubleshooting GuideДокумент11 страницImpact Sprinkler Troubleshooting GuidemuthuvelaaОценок пока нет
- Hydrostatic Force On Plane Surfaces: Experiment No. 03Документ2 страницыHydrostatic Force On Plane Surfaces: Experiment No. 03ChristopherHiladoОценок пока нет
- MW tt2600 3000 Fuzzy Cel GB PDFДокумент10 страницMW tt2600 3000 Fuzzy Cel GB PDFVentsislav TsatsarovОценок пока нет