Вам также может понравиться
- New 2Документ2 страницыNew 2WardaОценок пока нет
- Chemicalkinetics Presentation 150214034801 Conversion Gate02Документ4 страницыChemicalkinetics Presentation 150214034801 Conversion Gate02WardaОценок пока нет
- Chemicalkinetics Presentation 150214034801 Conversion Gate02 PDFДокумент35 страницChemicalkinetics Presentation 150214034801 Conversion Gate02 PDFWarda100% (1)
- ChemicalkineticsДокумент39 страницChemicalkineticsWarda100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Plumbing Key AnswerДокумент7 страницPlumbing Key AnswerStanley Scott ArroyoОценок пока нет
- Polycold Edwards Data Sheet Maxcool 4000HДокумент2 страницыPolycold Edwards Data Sheet Maxcool 4000HadrianioantomaОценок пока нет
- Steam, Vapor, DensityДокумент2 страницыSteam, Vapor, DensityDhanaji KaleОценок пока нет
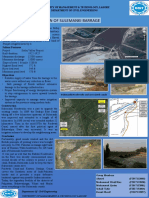
- Design of Sulemanki Barrage: University of Management & Technology, Lahore Department of Civil EngineeringДокумент1 страницаDesign of Sulemanki Barrage: University of Management & Technology, Lahore Department of Civil EngineeringWasif RiazОценок пока нет
- MASTERSEAL SP120 v3Документ2 страницыMASTERSEAL SP120 v3Rajesh KumarОценок пока нет
- Water PollutionДокумент28 страницWater PollutionPratik PatilОценок пока нет
- Summary Extra ExerciseДокумент2 страницыSummary Extra Exercisechunkit033Оценок пока нет
- Wall Wash Test: 1. PreparationДокумент4 страницыWall Wash Test: 1. PreparationJeet Singh100% (2)
- Physics PressureДокумент35 страницPhysics Pressuresai yadaОценок пока нет
- Módulo 8 de InglêsДокумент8 страницMódulo 8 de InglêsFilipe SantosОценок пока нет
- Polyisobutylene SuccinicamideДокумент9 страницPolyisobutylene Succinicamideperqs BeautyisjoyОценок пока нет
- Bathtub: What Are They?Документ5 страницBathtub: What Are They?John Paul DenajibaОценок пока нет
- Ultrasonic InterferometerДокумент22 страницыUltrasonic InterferometerakshatguptaОценок пока нет
- Ag SO4Документ5 страницAg SO4ptnamhoangОценок пока нет
- Chlorine Book English 2017Документ151 страницаChlorine Book English 2017Meenakshi Sundar T100% (1)
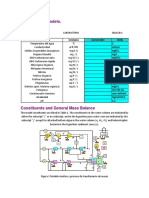
- Datos para El Modelo.: Determinantes UnidadesДокумент8 страницDatos para El Modelo.: Determinantes UnidadesVaNe Arzayus TrujilloОценок пока нет
- Water Cycle Atomospheric ConditionsДокумент26 страницWater Cycle Atomospheric ConditionsEUNICE CORREAОценок пока нет
- Hee Horizontal Scrubber ManualДокумент18 страницHee Horizontal Scrubber ManualVictor S. ParraОценок пока нет
- Heat Transfer Paper 2021Документ1 страницаHeat Transfer Paper 2021Hassan FaheemОценок пока нет
- Experiment No. 2 Molar Mass of A Volatile LiquidДокумент5 страницExperiment No. 2 Molar Mass of A Volatile LiquidJericho MaganaОценок пока нет
- Venus CeloДокумент2 страницыVenus Celodeepakshi.inОценок пока нет
- Advanced Hydraulic Structure Presentation On: Spillway ConstructionДокумент24 страницыAdvanced Hydraulic Structure Presentation On: Spillway ConstructionEyasu TafeseОценок пока нет
- Armfield Ht31 Tubular Heat Exchanger in The Education KeywordsДокумент3 страницыArmfield Ht31 Tubular Heat Exchanger in The Education KeywordsCHERUYIOT IAN100% (1)
- Air and Water Pollution in Mthatha: Physical SciencesДокумент15 страницAir and Water Pollution in Mthatha: Physical SciencesLilitha Lilly MfoboОценок пока нет
- Policy Forum On ISWM Proceedings - FINALДокумент103 страницыPolicy Forum On ISWM Proceedings - FINALRegg Dela CruzОценок пока нет
- Self - Priming Centrifugal Pumps: MotorДокумент2 страницыSelf - Priming Centrifugal Pumps: MotorbheemsinghsainiОценок пока нет
- Abílio Et Al., 2005Документ10 страницAbílio Et Al., 2005Wenner BritoОценок пока нет
- Recent Ceramic Analysis: Origins 1. Function, Style, andДокумент31 страницаRecent Ceramic Analysis: Origins 1. Function, Style, andTony SneijderОценок пока нет
- Goldfish Homeostasis LabДокумент2 страницыGoldfish Homeostasis LabsuonessieОценок пока нет
- Silt Control GuideДокумент32 страницыSilt Control GuidePcEngОценок пока нет