Вам также может понравиться
- Cone Crusher Busing Burn OutДокумент1 страницаCone Crusher Busing Burn Outatul.deshmukhОценок пока нет
- Modelling and Simulation of Dynamic Behaviour in Crushing PlantДокумент66 страницModelling and Simulation of Dynamic Behaviour in Crushing Plantmas26amin3465Оценок пока нет
- Washing and Classifying Brochure EnglishДокумент24 страницыWashing and Classifying Brochure EnglishMohammed Alshami GeologistОценок пока нет
- Microsoft Word - Technical Paper-No.8Документ5 страницMicrosoft Word - Technical Paper-No.8Sam ShiddoОценок пока нет
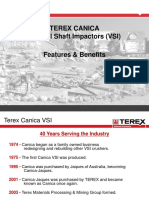
- Canica VSI Feature Benefits V3Документ56 страницCanica VSI Feature Benefits V3Luis Antonio Vega Parangueo100% (1)
- PBG Cone CrusherДокумент14 страницPBG Cone CrusherFaizal Ghalib100% (1)
- Nordberg GP300 Cone Crusher Instruction ManualДокумент76 страницNordberg GP300 Cone Crusher Instruction Manualeaglego00100% (5)
- 05.CH660-04 Installation Instructions S223.1257-04 enДокумент78 страниц05.CH660-04 Installation Instructions S223.1257-04 enMichael adu-boahen100% (1)
- Asri-Good Info PDFДокумент39 страницAsri-Good Info PDFVin100% (1)
- Cedarapids Overview BrochureДокумент28 страницCedarapids Overview BrochureJuan Marcos RodriguezОценок пока нет
- Msp300#0078-ConicaДокумент69 страницMsp300#0078-ConicaMartín Lescano ParedesОценок пока нет
- Oil Temperatures Pressures Inspections Crusher PerformanceДокумент1 страницаOil Temperatures Pressures Inspections Crusher Performancesinter-musicОценок пока нет
- Size Control: - Screening Using A Geometrical Pattern For Size ControlДокумент5 страницSize Control: - Screening Using A Geometrical Pattern For Size ControlSergei DumrovaОценок пока нет
- Technical Bulletin: Bleeding Air From The Hydroset SystemДокумент5 страницTechnical Bulletin: Bleeding Air From The Hydroset SystemMf Lui100% (1)
- K 400 + Liner ConfigurationДокумент1 страницаK 400 + Liner ConfigurationBlake Cooley AndersonОценок пока нет
- Wmd0976 Trio Tc66 Series Cone Crusher Spec SheetДокумент2 страницыWmd0976 Trio Tc66 Series Cone Crusher Spec SheetYang Wan100% (1)
- Cone Crusher Parts GuideДокумент3 страницыCone Crusher Parts GuideJhunior Contreras NeyraОценок пока нет
- Liner Technical Information HP ConeДокумент6 страницLiner Technical Information HP ConeDavid GarciaОценок пока нет
- CH660-04 SPC R223.1444-04Документ158 страницCH660-04 SPC R223.1444-04ROJAS FLORES OSCAR EDUARDOОценок пока нет
- 107ME037 - Impact CrusherДокумент7 страниц107ME037 - Impact CrusherMohammed Abdo100% (1)
- Nordberg 105 S N 34380Документ33 страницыNordberg 105 S N 34380Gilberto Garnica MurilloОценок пока нет
- Lokotrack Mobile Crushing PlantДокумент6 страницLokotrack Mobile Crushing PlantAleksandar GogovОценок пока нет
- The MP2500: The Largest Cone Crusher Ever Built: Materials Handling and LogisticsДокумент1 страницаThe MP2500: The Largest Cone Crusher Ever Built: Materials Handling and LogisticsDiegoAlvarezHuguezОценок пока нет
- 2 - TK - Instruction ManualДокумент25 страниц2 - TK - Instruction ManualAkhilesh SharmaОценок пока нет
- TBK 80 (Ø850) Rock-On-Rock Vsi Crusher Operation and Maintenance ManualДокумент44 страницыTBK 80 (Ø850) Rock-On-Rock Vsi Crusher Operation and Maintenance ManualIruna HupaloОценок пока нет
- Nordberg HP Series Cone Crushers: High Performance for Higher ProfitabilityДокумент12 страницNordberg HP Series Cone Crushers: High Performance for Higher ProfitabilitymahantmtechОценок пока нет
- Impact Crushers: I-110 I-110RS I-130 I-130RSДокумент12 страницImpact Crushers: I-110 I-110RS I-130 I-130RSGabriel InfanteОценок пока нет
- SBM Impact Crusher EngДокумент12 страницSBM Impact Crusher EngSilviu SanduОценок пока нет
- Thesis - Real-Time Optimization of Cone CrushersДокумент68 страницThesis - Real-Time Optimization of Cone CrushersMr29Ricardo100% (1)
- Cone Crusher Sell Sheet FinalДокумент2 страницыCone Crusher Sell Sheet FinalVladimir Illich PinzonОценок пока нет
- NW Plant Rev1 enДокумент76 страницNW Plant Rev1 enJorge AldanaОценок пока нет
- Recommended Setting Maximum Setting: Current Revision ApprovedДокумент1 страницаRecommended Setting Maximum Setting: Current Revision Approvedtecnicomineria14060Оценок пока нет
- Metso Quote For SparesДокумент8 страницMetso Quote For Sparesmanian_arsОценок пока нет
- Effective Crushing and Screening Methods For The Conservation - 2012Документ27 страницEffective Crushing and Screening Methods For The Conservation - 2012quinteroudinaОценок пока нет
- Pans PDFДокумент8 страницPans PDFJorge Prado DiazОценок пока нет
- 73.terex® WJ1175 Wheeled Jaw Plant - EДокумент4 страницы73.terex® WJ1175 Wheeled Jaw Plant - EHữu Dũng Nguyễn100% (2)
- b5-150 Screens EngДокумент7 страницb5-150 Screens Engjahangir_alam44_6764Оценок пока нет
- Crusher Backing Compound EstimatorДокумент1 страницаCrusher Backing Compound Estimatorlandago100% (1)
- 8r77r-Cybas I ConeДокумент6 страниц8r77r-Cybas I Coneturkishdjem100% (1)
- Norberg HP Application Guide 2602 HiresДокумент12 страницNorberg HP Application Guide 2602 HiresNancy J100% (1)
- XL2000 Technical SpecificationДокумент3 страницыXL2000 Technical SpecificationLeonardo SilvaОценок пока нет
- Rocksledger: Primary Jaw CrushersДокумент2 страницыRocksledger: Primary Jaw CrushersMechanical department100% (2)
- Washing Equipment Product Handbook - WEB - 06 2016Документ52 страницыWashing Equipment Product Handbook - WEB - 06 2016Lmf DanielОценок пока нет
- Installation: Sandvik SRP AB SE-233 81 Svedala, SwedenДокумент18 страницInstallation: Sandvik SRP AB SE-233 81 Svedala, SwedenWilliam Villamizar100% (1)
- Sravya Infracon Supplies Crusher Spare Parts For MetsoДокумент2 страницыSravya Infracon Supplies Crusher Spare Parts For MetsoajithОценок пока нет
- ECT Symons 7s For SaleДокумент2 страницыECT Symons 7s For SaleOrlando MelipillanОценок пока нет
- Poliuretano - Mallas WS85Документ32 страницыPoliuretano - Mallas WS85Oscar C SotomayorОценок пока нет
- Sandvik Jaw Crushers-2009 PDFДокумент12 страницSandvik Jaw Crushers-2009 PDFHamid100% (1)
- TRIO Feeders BrochureДокумент8 страницTRIO Feeders BrochureZiggy GregoryОценок пока нет
- Trio Materials Washers.Документ3 страницыTrio Materials Washers.SinaiОценок пока нет
- HANBOOK Jaw Crushers PDFДокумент8 страницHANBOOK Jaw Crushers PDFfrankz89Оценок пока нет
- Jaw &cone Rsi Service Schedule - Sheet1Документ2 страницыJaw &cone Rsi Service Schedule - Sheet1Kilton BiswasОценок пока нет
- NW-FH NW106 GA Drawing R002-1Документ2 страницыNW-FH NW106 GA Drawing R002-1Zoran Djurdjevic100% (1)
- CJ613-01 IM S222.142.en-02Документ92 страницыCJ613-01 IM S222.142.en-02Lucky OkoteОценок пока нет
- Hydraulic Diagram MM0346835 - 1Документ4 страницыHydraulic Diagram MM0346835 - 1miguel. montañoОценок пока нет
- Cone Crusher Performance: ResearchДокумент63 страницыCone Crusher Performance: ResearchAhmadОценок пока нет
- Dijkshoorn 2016 BSCДокумент74 страницыDijkshoorn 2016 BSCRashid KazimovОценок пока нет
- Simulating Machining Systems' Capability and AccuracyДокумент158 страницSimulating Machining Systems' Capability and Accuracynull nullОценок пока нет
- Transistor and Thyristor (SCR) Replacement For 1336 Plus, Plus Ii, Force, Impact and REGEN DrivesДокумент6 страницTransistor and Thyristor (SCR) Replacement For 1336 Plus, Plus Ii, Force, Impact and REGEN DrivesgeniunetОценок пока нет
- General Science: 1. Introduction and Role of ScienceДокумент2 страницыGeneral Science: 1. Introduction and Role of ScienceCh Shakeel Ahmed MayoОценок пока нет
- A Methodology To Determine Transient Recovery Voltage in Short-Line FaultДокумент7 страницA Methodology To Determine Transient Recovery Voltage in Short-Line FaultLeonardo CamargoОценок пока нет
- Anna University ME2303 Design of Machine Elements Exam QuestionsДокумент3 страницыAnna University ME2303 Design of Machine Elements Exam QuestionssathurvedhaОценок пока нет
- NuFlo. MC-II. Plus EXP Flow AnalyzerДокумент2 страницыNuFlo. MC-II. Plus EXP Flow AnalyzerFouad MenidjelОценок пока нет
- Waterwell Catalog WebДокумент96 страницWaterwell Catalog WebJuan Carlos Sequeira RoblesОценок пока нет
- Response of Water Resources Systems To Climate ChangeДокумент355 страницResponse of Water Resources Systems To Climate ChangePat Prodanovic100% (5)
- Metrode E2209 (B-60) ElectrodeДокумент6 страницMetrode E2209 (B-60) ElectrodeClaudia MmsОценок пока нет
- RLA Test FormatДокумент11 страницRLA Test Formatmayur dhandeОценок пока нет
- 7.MMCR JuliДокумент5 281 страница7.MMCR JuliAngga StwnОценок пока нет
- Swirl and Tumble PDFДокумент2 страницыSwirl and Tumble PDFCarabela AndreeaОценок пока нет
- Project: Layyah Combined Cycle Power Plant: Sub Station: Equipment: Panel Type Bay Ref: DateДокумент3 страницыProject: Layyah Combined Cycle Power Plant: Sub Station: Equipment: Panel Type Bay Ref: DatesamlashОценок пока нет
- Asco Avtron 2000 Series With Sigma LT User Manual PDFДокумент43 страницыAsco Avtron 2000 Series With Sigma LT User Manual PDFfernandoОценок пока нет
- Chemical Engineering Unit Operations Syn PDFДокумент13 страницChemical Engineering Unit Operations Syn PDFsamerОценок пока нет
- Carter Auto Water Pump Components 072420Документ2 страницыCarter Auto Water Pump Components 072420geniusОценок пока нет
- Switch and Types of Switch: What Is A Switch?Документ5 страницSwitch and Types of Switch: What Is A Switch?Swagat PradhanОценок пока нет
- Iapa ManualДокумент275 страницIapa ManualJabi JabzzОценок пока нет
- World Jet Fuel Specifications 2005Документ51 страницаWorld Jet Fuel Specifications 2005Richo Crb100% (2)
- Examiners' Report June 2013 GCE Physics 6PH05 01Документ46 страницExaminers' Report June 2013 GCE Physics 6PH05 01dhulanjalieeh josephОценок пока нет
- Carrier Chiller CatalogДокумент28 страницCarrier Chiller CatalogYh Leong100% (1)
- X9 User Manual: ImportantДокумент28 страницX9 User Manual: ImportantWolleo LW100% (1)
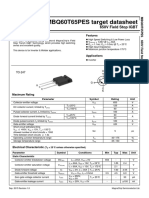
- MBQ60T65PES Target Datasheet: 650V Field Stop IGBTДокумент1 страницаMBQ60T65PES Target Datasheet: 650V Field Stop IGBTamrОценок пока нет
- Heat Exchanger (Oil To Water) Installation Information: Description: Power RequirementsДокумент4 страницыHeat Exchanger (Oil To Water) Installation Information: Description: Power Requirements413666436qq.comОценок пока нет
- Overview of The Kuraymat Solar Power Plant enДокумент4 страницыOverview of The Kuraymat Solar Power Plant enKhaled TahaОценок пока нет
- AQA QMS Pvt. LTD.: S No Company Name Membership NoДокумент11 страницAQA QMS Pvt. LTD.: S No Company Name Membership NoDevasyrucОценок пока нет
- Conservation of Energy Worksheet #1 Answers - 1Документ3 страницыConservation of Energy Worksheet #1 Answers - 1Fitz Baniqued67% (3)
- Wattstopper Sensor The Most Advanced Energy Saving TechnologyДокумент7 страницWattstopper Sensor The Most Advanced Energy Saving TechnologyDemo Only100% (1)
- Design and Implementation of IOT Based Monitoring System For Solar TreeДокумент26 страницDesign and Implementation of IOT Based Monitoring System For Solar TreeDhanraj GuptaОценок пока нет
- FP2 FP3 CRP 49691A Sanitary PumpДокумент6 страницFP2 FP3 CRP 49691A Sanitary PumpetmvmartОценок пока нет
- पश्चिम रेलवे के सवारी डिब्बा कारखाने की सितंबर 2021 रिपोर्टДокумент50 страницपश्चिम रेलवे के सवारी डिब्बा कारखाने की सितंबर 2021 रिपोर्टsseab lplОценок пока нет
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseОт EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseРейтинг: 4.5 из 5 звезд4.5/5 (50)
- Control of Power Electronic Converters and Systems: Volume 1От EverandControl of Power Electronic Converters and Systems: Volume 1Рейтинг: 5 из 5 звезд5/5 (1)
- Design of Foundations for Offshore Wind TurbinesОт EverandDesign of Foundations for Offshore Wind TurbinesРейтинг: 5 из 5 звезд5/5 (3)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedОт EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedРейтинг: 5 из 5 звезд5/5 (1)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationОт EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationРейтинг: 4 из 5 звезд4/5 (18)
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionОт EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionРейтинг: 4.5 из 5 звезд4.5/5 (3)
- The Laws of Thermodynamics: A Very Short IntroductionОт EverandThe Laws of Thermodynamics: A Very Short IntroductionРейтинг: 4.5 из 5 звезд4.5/5 (10)
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsОт EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsРейтинг: 3.5 из 5 звезд3.5/5 (3)
- Quantum Mechanics 4: Spin, Lasers, Pauli Exclusion & Barrier PenetrationОт EverandQuantum Mechanics 4: Spin, Lasers, Pauli Exclusion & Barrier PenetrationРейтинг: 1 из 5 звезд1/5 (1)
- Introduction to Applied Thermodynamics: The Commonwealth and International Library: Mechanical Engineering DivisionОт EverandIntroduction to Applied Thermodynamics: The Commonwealth and International Library: Mechanical Engineering DivisionРейтинг: 2.5 из 5 звезд2.5/5 (3)
- Rolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsОт EverandRolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsОценок пока нет
- Formulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsОт EverandFormulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsОценок пока нет
- Handbook of Mechanical and Materials EngineeringОт EverandHandbook of Mechanical and Materials EngineeringРейтинг: 5 из 5 звезд5/5 (4)
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideОт Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideРейтинг: 3.5 из 5 звезд3.5/5 (7)
- Machinery Failure Analysis Handbook: Sustain Your Operations and Maximize UptimeОт EverandMachinery Failure Analysis Handbook: Sustain Your Operations and Maximize UptimeРейтинг: 3.5 из 5 звезд3.5/5 (4)
- Operational Amplifier Circuits: Analysis and DesignОт EverandOperational Amplifier Circuits: Analysis and DesignРейтинг: 4.5 из 5 звезд4.5/5 (2)
- 301 Top Tips for Design Engineers: To Help You 'Measure Up' in the World of EngineeringОт Everand301 Top Tips for Design Engineers: To Help You 'Measure Up' in the World of EngineeringРейтинг: 5 из 5 звезд5/5 (1)
- Three Laws of Nature: A Little Book on ThermodynamicsОт EverandThree Laws of Nature: A Little Book on ThermodynamicsРейтинг: 4.5 из 5 звезд4.5/5 (10)