Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Dictionary of Oil Industry TerminologyДокумент79 страницDictionary of Oil Industry Terminologyniksharris100% (22)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- 6th Central Pay Commission Salary CalculatorДокумент15 страниц6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- IMEC - 07 - 60 - IMEC Members Contact Details List - Updated Version October 2007Документ25 страницIMEC - 07 - 60 - IMEC Members Contact Details List - Updated Version October 2007elinpetОценок пока нет
- EPC PracticeДокумент4 страницыEPC PracticeSaid Ahmed SalemОценок пока нет
- Installation of Fire Protection System Pipes: 132/11KV GARDEN CITY SubstationДокумент14 страницInstallation of Fire Protection System Pipes: 132/11KV GARDEN CITY SubstationSaid Ahmed Salem100% (1)
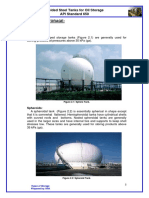
- Type of Storage Tanks PDFДокумент8 страницType of Storage Tanks PDFSaid Ahmed SalemОценок пока нет
- 05 Chapt 5 PD Section 5.5 Process - ENG - FINAL - Oct 04Документ14 страниц05 Chapt 5 PD Section 5.5 Process - ENG - FINAL - Oct 04Sujith SekarОценок пока нет
- pressureProcedTest PDFДокумент7 страницpressureProcedTest PDFfaizal azizОценок пока нет
- OGTConference 19nov13Документ20 страницOGTConference 19nov13Said Ahmed SalemОценок пока нет
- N Gasdehydrationboosterstationutilitiesdubai 130315160039 Phpapp01Документ171 страницаN Gasdehydrationboosterstationutilitiesdubai 130315160039 Phpapp01Said Ahmed SalemОценок пока нет
- 22Документ37 страниц22Satya kaliprasad vangaraОценок пока нет
- Effective Meeting Management For Projects PDFДокумент18 страницEffective Meeting Management For Projects PDFSaid Ahmed SalemОценок пока нет
- 01 Introductiontoframework 101018053825 Phpapp01Документ52 страницы01 Introductiontoframework 101018053825 Phpapp01Uma KandukuriОценок пока нет
- Leak TestДокумент7 страницLeak TestSoner KulteОценок пока нет
- QC-1 2016 TranslatedДокумент4 страницыQC-1 2016 TranslatedSaid Ahmed SalemОценок пока нет
- Leak TestДокумент7 страницLeak TestSoner KulteОценок пока нет
- Effective Meeting Management For Projects PDFДокумент18 страницEffective Meeting Management For Projects PDFSaid Ahmed SalemОценок пока нет
- PDFДокумент23 страницыPDFSaid Ahmed SalemОценок пока нет
- Suvidya Book1Документ113 страницSuvidya Book1amankodi50% (2)
- SeparatorДокумент25 страницSeparatortirsaawuyОценок пока нет
- PDFДокумент23 страницыPDFSaid Ahmed SalemОценок пока нет
- 20 - Offshore Construction - Part 1Документ27 страниц20 - Offshore Construction - Part 1Said Ahmed Salem100% (2)
- Glossary of Project Management PDFДокумент10 страницGlossary of Project Management PDFSaid Ahmed SalemОценок пока нет
- Liquid RecoveryДокумент87 страницLiquid Recoveryrkumar_225Оценок пока нет
- 10 - Mechanical Design - Local Buckling (External Overpressure) Part1Документ23 страницы10 - Mechanical Design - Local Buckling (External Overpressure) Part1vb_pol@yahooОценок пока нет
- 16 - Bottom Roughness PDFДокумент20 страниц16 - Bottom Roughness PDFSatya kaliprasad vangaraОценок пока нет
- 17 - On-Bottom Stability PDFДокумент25 страниц17 - On-Bottom Stability PDFSaid Ahmed SalemОценок пока нет
- 18 - Free Spanning PipelinesДокумент24 страницы18 - Free Spanning PipelinesMannattil Krishna Kumar100% (1)
- Pipeline Soil InteractionДокумент19 страницPipeline Soil Interactionlama_fluidaОценок пока нет
- 03 - Pipeline HydraulicsДокумент34 страницы03 - Pipeline Hydraulicsvb_pol@yahooОценок пока нет
- 12 - Mechanical Design - Combined Loads PDFДокумент16 страниц12 - Mechanical Design - Combined Loads PDFSaid Ahmed SalemОценок пока нет
- 2a - Packed ColumnsДокумент55 страниц2a - Packed ColumnsDoaa Badarneh100% (1)
- UP2 HW CH 20 First Law Thermo RevДокумент4 страницыUP2 HW CH 20 First Law Thermo Revrameshaarya99Оценок пока нет
- Electrical Submersible Pumps DesigningДокумент17 страницElectrical Submersible Pumps Designingdhulfikarfadhil100% (1)
- Prepared by Ray Delaforce For Internal Use OnlyДокумент20 страницPrepared by Ray Delaforce For Internal Use OnlyEdwin MariacaОценок пока нет
- Report Form of Detailed Inspection For Fire ProДокумент35 страницReport Form of Detailed Inspection For Fire Proraul m tuscanoОценок пока нет
- Guilsan Auto Repair Shop: Brgy, Ibabang Dupay Happy Valley Red-V Lucena City Lucena City, PH 4301 09197437740 09201161043Документ1 страницаGuilsan Auto Repair Shop: Brgy, Ibabang Dupay Happy Valley Red-V Lucena City Lucena City, PH 4301 09197437740 09201161043James ManabatОценок пока нет
- Thesis ProposalДокумент42 страницыThesis ProposalHarvey M. OrongОценок пока нет
- Classical Physics Prof. V. Balakrishnan Department of Physics Indian Institute of Technology, Madras Lecture No. # 38Документ27 страницClassical Physics Prof. V. Balakrishnan Department of Physics Indian Institute of Technology, Madras Lecture No. # 38Anonymous 8f2veZfОценок пока нет
- Omnia Annual Report 2014 - Summary - Sep 2014-2Документ6 страницOmnia Annual Report 2014 - Summary - Sep 2014-2api-258296891Оценок пока нет
- Solving Overheating: By: Henry P. OlsenДокумент9 страницSolving Overheating: By: Henry P. OlsenAhmed TorkyОценок пока нет
- Cooling DesignДокумент46 страницCooling DesignDaisy Johnson0% (1)
- Lubricant List - 29-5-14Документ13 страницLubricant List - 29-5-14huyОценок пока нет
- Boomer l2d With ExplaneДокумент130 страницBoomer l2d With ExplaneAhmad83% (6)
- PLANT LAYOUT and ISOMETRICДокумент51 страницаPLANT LAYOUT and ISOMETRICMudhita Putri100% (2)
- ErrorsДокумент4 страницыErrorsjeanne pauline cruzОценок пока нет
- 06 FEED Development - Onshore and OffshoreДокумент2 страницы06 FEED Development - Onshore and Offshorezdq02Оценок пока нет
- Part. Catalog 3408 CДокумент2 страницыPart. Catalog 3408 CRoy FadliОценок пока нет
- Plasma Arc WeldingДокумент7 страницPlasma Arc WeldingisrafatОценок пока нет
- Industry 4.0 4Документ23 страницыIndustry 4.0 4Mandhara KsОценок пока нет
- Borobudur Temple: Descriptive TextДокумент22 страницыBorobudur Temple: Descriptive TextAnis Rita PratiwiОценок пока нет
- Nitrogen Gas Generators: MaxigasДокумент8 страницNitrogen Gas Generators: MaxigasBobcatSОценок пока нет
- Electromagnetism Session 2 QuestionsДокумент80 страницElectromagnetism Session 2 QuestionsJohn English100% (1)
- Air Pollution - Plume RiseДокумент15 страницAir Pollution - Plume RiseAmrut RajkarneОценок пока нет
- Lbs 405 - 5e Lesson Plan 3Документ11 страницLbs 405 - 5e Lesson Plan 3api-406656032Оценок пока нет
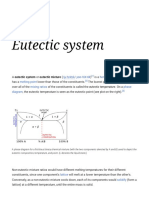
- Eutectic System - WikipediaДокумент10 страницEutectic System - Wikipediasterling goinОценок пока нет
- Barrier PolymersДокумент66 страницBarrier PolymersFJNovaes454100% (1)
- Phrasal Verbs List Vocabulary EnglishClubДокумент16 страницPhrasal Verbs List Vocabulary EnglishClubridhaОценок пока нет
- Engineering Management Dissertation PDFДокумент4 страницыEngineering Management Dissertation PDFPayPeopleToWritePapersColumbia100% (1)
- Banhos AlphaДокумент6 страницBanhos AlphaCynthia MahlОценок пока нет