Вам также может понравиться
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1091)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- 7H17-28 Clearances and Wear Limits PDFДокумент3 страницы7H17-28 Clearances and Wear Limits PDFDimitris K100% (1)
- Hino MotorДокумент171 страницаHino MotorMartin SantoyoОценок пока нет
- Nissan VQ40DE 2011Документ223 страницыNissan VQ40DE 2011Gustavo Gamez100% (2)
- HHM1 Drawing NotesДокумент14 страницHHM1 Drawing Notespawoe3064Оценок пока нет
- TOP MOST AUTOMOBILE ENGINEERING Multiple Choice Questions and Answers For Com Exams - Preparation For GATE ExamsДокумент8 страницTOP MOST AUTOMOBILE ENGINEERING Multiple Choice Questions and Answers For Com Exams - Preparation For GATE ExamsGanesh100% (1)
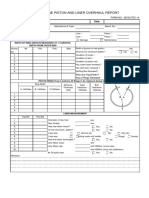
- Tec 14-Main Engine Piston and Liner Overhaul ReportДокумент1 страницаTec 14-Main Engine Piston and Liner Overhaul Reportwaleed yehiaОценок пока нет
- Saur CompressorДокумент20 страницSaur CompressorsridharОценок пока нет
- 3.0l TDI Engine EA897evo2 Series: Self Study Programme 656Документ40 страниц3.0l TDI Engine EA897evo2 Series: Self Study Programme 656asd100% (5)
- VT-PTD ReviewДокумент34 страницыVT-PTD ReviewPawan TirthaniОценок пока нет
- 45D-MQ Full Freelift 4-Stage Quad Mast: Arts ManualДокумент62 страницы45D-MQ Full Freelift 4-Stage Quad Mast: Arts Manualjuan antonio hdezОценок пока нет
- 8475PZ7Документ8 страниц8475PZ7caballero_tigreОценок пока нет
- XT125R 2006 PDFДокумент54 страницыXT125R 2006 PDFPedro Pablo Giraldo NuñezОценок пока нет
- 0001-9701-NOVEC 360 Clean Agent CylindersДокумент2 страницы0001-9701-NOVEC 360 Clean Agent CylindersmksayshiОценок пока нет
- 4 Stroke Cycle Engine OperationsДокумент32 страницы4 Stroke Cycle Engine Operationsreymart tabelismaОценок пока нет
- Cectek Servicemanual Quadrift GladiatorДокумент151 страницаCectek Servicemanual Quadrift GladiatorMichał StanczukОценок пока нет
- The Gasoline Engine On The Farm 1000032086Документ561 страницаThe Gasoline Engine On The Farm 1000032086ecasayang100% (1)
- Group 2 Major Component: 1. Main PumpДокумент11 страницGroup 2 Major Component: 1. Main PumpHậu MinhОценок пока нет
- CrankshaftДокумент3 страницыCrankshaftZeeshanОценок пока нет
- Case 750 - 760Документ12 страницCase 750 - 760LAZARO GARCIAОценок пока нет
- 343R 345RX 343F 345FX 345FXT: Workshop ManualДокумент63 страницы343R 345RX 343F 345FX 345FXT: Workshop ManualandrasorОценок пока нет
- Service Specifications Toyota ProboxДокумент85 страницService Specifications Toyota ProboxSimon Mwangi kabauОценок пока нет
- Farm PowerДокумент3 страницыFarm PowerErika HonorioОценок пока нет
- TM55-65 Servicemanual En.2Документ57 страницTM55-65 Servicemanual En.2josemanuelarmijo66Оценок пока нет
- Cat 312Документ30 страницCat 312MANUTENÇÃO CAVA ENGENHARIAОценок пока нет
- Curvas de Potencia Deutz BF914 PDFДокумент5 страницCurvas de Potencia Deutz BF914 PDFFranco MayangaОценок пока нет
- Why GДокумент22 страницыWhy GSourabh HarelОценок пока нет
- Spare Parts List: Chain Saws 572 XP/XPGДокумент42 страницыSpare Parts List: Chain Saws 572 XP/XPGVladut MariusОценок пока нет
- Manual 2 PDFДокумент442 страницыManual 2 PDFSebastian CoraisacaОценок пока нет
- Mga & Z Catalogue PDFДокумент47 страницMga & Z Catalogue PDFEnrique ZMОценок пока нет
- Hitachi Reciprocating Compressors: Hitachi Compressor World-Wide Sales Service NetworkДокумент10 страницHitachi Reciprocating Compressors: Hitachi Compressor World-Wide Sales Service NetworkPutra Panca WardhanaОценок пока нет