Вам также может понравиться
- Mikel Momentum Lift Manual InglesДокумент70 страницMikel Momentum Lift Manual Inglessiox219150Оценок пока нет
- Belden Electronic Wire Catalog No 864Документ28 страницBelden Electronic Wire Catalog No 864Todorosss JjОценок пока нет
- Opm Gfd165 en 112009 r1 Tubo Amarillo de Rayos XДокумент68 страницOpm Gfd165 en 112009 r1 Tubo Amarillo de Rayos XArides Meneses100% (1)
- 3 +220+KV+single+core+ PDFДокумент10 страниц3 +220+KV+single+core+ PDFعريب صالح الروسانОценок пока нет
- Technical Specifications For 33 KV Xlpe Insulated Underground Cables 1. ScopeДокумент22 страницыTechnical Specifications For 33 KV Xlpe Insulated Underground Cables 1. Scopethumula.rameshОценок пока нет
- 66 KV Cable and AccessoriesДокумент4 страницы66 KV Cable and AccessoriesSandip AhireОценок пока нет
- 66 KV Single Core XLPE Power Cable PDFДокумент11 страниц66 KV Single Core XLPE Power Cable PDFRani VjОценок пока нет
- Technical Specification For Cross Linked Polyethylene Insulated 3 Core 11kv CablesДокумент13 страницTechnical Specification For Cross Linked Polyethylene Insulated 3 Core 11kv CablesNarendra SinghОценок пока нет
- BESCOM Technical-Specification-HT-UG-CablesДокумент15 страницBESCOM Technical-Specification-HT-UG-Cablesಪರಮಮಿತ್ರಸಂಪತ್ಕುಮಾರ್ಶೆಟ್ಟಿОценок пока нет
- Technical Specification For 3C XPLE CableДокумент9 страницTechnical Specification For 3C XPLE Cableramana3339Оценок пока нет
- XLPE Cable 33KV - Rev 2 PDFДокумент12 страницXLPE Cable 33KV - Rev 2 PDFRatul ChakrabortyОценок пока нет
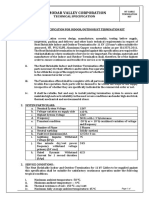
- HT Cable Termination Kit 14.3.22Документ8 страницHT Cable Termination Kit 14.3.22JIGSОценок пока нет
- Technical Specifications For 11 KV Xlpe Insulated Underground Cables 1.0 ScopeДокумент22 страницыTechnical Specifications For 11 KV Xlpe Insulated Underground Cables 1.0 Scopethomas chinОценок пока нет
- 11kV - 3-C - 300 - AL - Cable - Specification Final PDFДокумент18 страниц11kV - 3-C - 300 - AL - Cable - Specification Final PDFShubham BaderiyaОценок пока нет
- Cables Specifications VFДокумент13 страницCables Specifications VFraiutkarshОценок пока нет
- TS 11KV 22KV HT Xlpe CableДокумент17 страницTS 11KV 22KV HT Xlpe CableAshish bhattОценок пока нет
- Tech Specs 1Документ22 страницыTech Specs 1headqcОценок пока нет
- IS-7098 PT - 1.Документ17 страницIS-7098 PT - 1.Rishi PalОценок пока нет
- Cross-Linked Polyethylene Insulated Thermoplastic Sheathed Cables-SpecificationДокумент22 страницыCross-Linked Polyethylene Insulated Thermoplastic Sheathed Cables-SpecificationSuresh SharmaОценок пока нет
- OPGW Specifications: GeneralДокумент18 страницOPGW Specifications: GeneralMubashir HussainОценок пока нет
- TS-OPGW 1.4 9feb2017Документ18 страницTS-OPGW 1.4 9feb2017asim204Оценок пока нет
- 028 - 1: 1997 CEB Standard: Xlpe Insulated Underground CablesДокумент20 страниц028 - 1: 1997 CEB Standard: Xlpe Insulated Underground CablesIbrahim NashidОценок пока нет
- LV PanelДокумент9 страницLV PanelMuhammad Jamil ShahidОценок пока нет
- CSC-XII 1 C Is 7098 Part 2Документ8 страницCSC-XII 1 C Is 7098 Part 2Ashish bhattОценок пока нет
- 1.9.6 Cables Specifications (Type Designation-HT)Документ2 страницы1.9.6 Cables Specifications (Type Designation-HT)anurag_pugaliaaОценок пока нет
- Cap Ngam 240mm2 Cach Dien Xlpe Hay EprДокумент7 страницCap Ngam 240mm2 Cach Dien Xlpe Hay EprMinh VienОценок пока нет
- Msedcl Ts LT CablesДокумент41 страницаMsedcl Ts LT CablesAshish bhattОценок пока нет
- VCB SpecificationДокумент19 страницVCB SpecificationprashantОценок пока нет
- Is 7098 Part I 1998Документ17 страницIs 7098 Part I 1998Sanjeev DhariwalОценок пока нет
- Technical Specification FOR 66kV, 132kV & 220 KV XLPE Insulated Single Core Power CableДокумент13 страницTechnical Specification FOR 66kV, 132kV & 220 KV XLPE Insulated Single Core Power CableGokul VenugopalОценок пока нет
- Specification 11kV VCB Panel - IndoorДокумент29 страницSpecification 11kV VCB Panel - Indoormayur100% (1)
- 3Документ33 страницы3toogooodОценок пока нет
- Feeder Pillar BoxДокумент7 страницFeeder Pillar BoxshanthikumaravelОценок пока нет
- 11 KV Outdoor Type Potential Transformer TSДокумент30 страниц11 KV Outdoor Type Potential Transformer TSSandip AhireОценок пока нет
- CSC-67 2011-12 33kv HT Ab CableДокумент8 страницCSC-67 2011-12 33kv HT Ab CableAshish bhattОценок пока нет
- Detail Technical SpecificationДокумент39 страницDetail Technical Specificationshivmishra229Оценок пока нет
- Ab Cable GTPДокумент17 страницAb Cable GTPNaresh Ch MahapatraОценок пока нет
- CSC 115R 1Документ15 страницCSC 115R 1walid kawsarОценок пока нет
- Uc 3Документ15 страницUc 3Osama shrf shrf2Оценок пока нет
- B-09 HT Power CablesДокумент8 страницB-09 HT Power Cablesrahul patraОценок пока нет
- Tech Specification Apepdcl TN 99Документ23 страницыTech Specification Apepdcl TN 99Suresh SharmaОценок пока нет
- Section-6-Control - Power CablesДокумент12 страницSection-6-Control - Power Cablesthumula.rameshОценок пока нет
- Dry Type Transformer Specification. Dt.24-1-07Документ18 страницDry Type Transformer Specification. Dt.24-1-07Aniket RaoОценок пока нет
- EHV CableДокумент19 страницEHV Cablevikrant jainОценок пока нет
- Xlpe Cable Suitable For Use in Un Earthed 33 KV System: Engineering DepartmentДокумент12 страницXlpe Cable Suitable For Use in Un Earthed 33 KV System: Engineering Departmentsaurabh kumarОценок пока нет
- Specification For Polymer Pin InsulatorДокумент9 страницSpecification For Polymer Pin InsulatorBinay PaudyalОценок пока нет
- CSC XxxxixДокумент10 страницCSC XxxxixAshish bhattОценок пока нет
- Technical Specification: 2Cx16+25 SQ - MM LT Xlpe Ab CableДокумент9 страницTechnical Specification: 2Cx16+25 SQ - MM LT Xlpe Ab CableRamesh Arjun TОценок пока нет
- Technical Specification - Special Screen Cable - WP4Документ7 страницTechnical Specification - Special Screen Cable - WP4nnОценок пока нет
- Compliance Statement-Mv (01-11-2020)Документ10 страницCompliance Statement-Mv (01-11-2020)Hossam AltalebОценок пока нет
- Technical Specification - LV Control Cable - WP4Документ10 страницTechnical Specification - LV Control Cable - WP4nnОценок пока нет
- 33 KV Outdoor Type Current Transformer TSДокумент6 страниц33 KV Outdoor Type Current Transformer TSSandip AhireОценок пока нет
- Section-6 Chapter-1 Part-I Technical Specification For 66 KV (Cross Linked Polyethylene Insulated Power Cable: 1.1 SCOPEДокумент5 страницSection-6 Chapter-1 Part-I Technical Specification For 66 KV (Cross Linked Polyethylene Insulated Power Cable: 1.1 SCOPESandeep SharmaОценок пока нет
- Draft Test Report - 4 C X 300 Sq. MM A2XFY FRLSДокумент11 страницDraft Test Report - 4 C X 300 Sq. MM A2XFY FRLSShara LogisticОценок пока нет
- Apdcl TSДокумент18 страницApdcl TSBhavesh KeraliaОценок пока нет
- p-168-83 - U.ground CableДокумент17 страницp-168-83 - U.ground CablesohaibОценок пока нет
- 11 KV 120 SQMM AAA Covered Conductor TSДокумент7 страниц11 KV 120 SQMM AAA Covered Conductor TSabhishekОценок пока нет
- 18.1-1996 Aerial Bundled ConductorsДокумент11 страниц18.1-1996 Aerial Bundled ConductorsnilushkaaОценок пока нет
- 132KVC-technical Sep PDFДокумент80 страниц132KVC-technical Sep PDFOnur ÖztürkОценок пока нет
- 33 KV Cable Transmission Line Technical SpesificationДокумент10 страниц33 KV Cable Transmission Line Technical SpesificationNima dawa SherpaОценок пока нет
- Technical Specification VCB PanelДокумент14 страницTechnical Specification VCB PanelDarshit VyasОценок пока нет
- HRRL - Final Website Advt - PDFДокумент16 страницHRRL - Final Website Advt - PDFgufranОценок пока нет
- 40MVA TR CalculationsДокумент15 страниц40MVA TR CalculationsrohitctppОценок пока нет
- Power System Operation Corporation Limited National Load Despatch CenterДокумент49 страницPower System Operation Corporation Limited National Load Despatch CenterSanjay SwarnkarОценок пока нет
- Employees Service Regulations PDFДокумент206 страницEmployees Service Regulations PDFrohitctppОценок пока нет
- Calculation of IBIAS in RET670 For Yd1 Transformer Ver2Документ8 страницCalculation of IBIAS in RET670 For Yd1 Transformer Ver2rohitctppОценок пока нет
- 87 LДокумент5 страниц87 LrohitctppОценок пока нет
- P343 Test FormatДокумент8 страницP343 Test Formatrohitctpp0% (1)
- P343 Report For R1Документ23 страницыP343 Report For R1rohitctpp100% (1)
- Employees Service Regulations PDFДокумент206 страницEmployees Service Regulations PDFrohitctppОценок пока нет
- Analysis of Corona Effect On Transmission LineДокумент14 страницAnalysis of Corona Effect On Transmission Lineyassinema1992Оценок пока нет
- Power System PPT On CORONAДокумент17 страницPower System PPT On CORONAShadab Khan80% (10)
- Transmission Line Parameters PDFДокумент47 страницTransmission Line Parameters PDFMedha Aravind100% (3)
- Lec 25Документ32 страницыLec 25Prashant PandeyОценок пока нет
- AICTE Diploma Pay Scales Qualifications and PromotionsДокумент40 страницAICTE Diploma Pay Scales Qualifications and PromotionsBhavsingh DharavathОценок пока нет
- Chapter 12Документ9 страницChapter 12anil.gelra5140100% (1)
- DC ComponentДокумент5 страницDC ComponentjoseОценок пока нет
- Excitation Systems: Raman JainДокумент15 страницExcitation Systems: Raman JainrohitctppОценок пока нет
- Lec 24Документ23 страницыLec 24rohitctppОценок пока нет
- Rajasthan Rajya Vidyut Utpadan Nigam Limited 2 X 660 MW Suratgarh Supercritical Tps Unit # 7 & 8Документ41 страницаRajasthan Rajya Vidyut Utpadan Nigam Limited 2 X 660 MW Suratgarh Supercritical Tps Unit # 7 & 8rohitctppОценок пока нет
- MCB Miniature Circuit BreakerДокумент19 страницMCB Miniature Circuit BreakerAkhilesh KumarОценок пока нет
- Grid Standards RegДокумент19 страницGrid Standards RegEzhil Vendhan PalanisamyОценок пока нет
- CEA Technical Standard For Connectivity To The Grid Amendment Regulation 2007Документ26 страницCEA Technical Standard For Connectivity To The Grid Amendment Regulation 2007rohitctppОценок пока нет
- Report Power System AnalysisДокумент161 страницаReport Power System Analysis1453hОценок пока нет
- Annul Shutdown of Unit#2Документ1 страницаAnnul Shutdown of Unit#2rohitctppОценок пока нет
- Master List 15.01.2018Документ2 страницыMaster List 15.01.2018rohitctppОценок пока нет
- Grid Disturbance ReportДокумент183 страницыGrid Disturbance Reportshashank11Оценок пока нет
- Master List 15.01.2018Документ2 страницыMaster List 15.01.2018rohitctppОценок пока нет
- NR Events Psc37 NRPCДокумент9 страницNR Events Psc37 NRPCrohitctppОценок пока нет
- 01 May 2006Документ31 страница01 May 2006rohitctppОценок пока нет
- 27 Jan 2007Документ43 страницы27 Jan 2007rohitctppОценок пока нет
- Siemens GISДокумент18 страницSiemens GISimtiaz5100% (1)
- Size E25 - 3 or 1 Outputs: 5+12/12V or 24V - Flyback TransformerДокумент1 страницаSize E25 - 3 or 1 Outputs: 5+12/12V or 24V - Flyback TransformerYaraОценок пока нет
- Ascot Roller Shutter General BrochureДокумент16 страницAscot Roller Shutter General Brochureiask5275Оценок пока нет
- Manual Do Gerador WEG Linha - GДокумент142 страницыManual Do Gerador WEG Linha - GSergio PaduaОценок пока нет
- Method Statement For Installation of Access Control SystemДокумент115 страницMethod Statement For Installation of Access Control SystemRahul Sharma100% (2)
- Manual Temporizador Re9ms21mw TelemecaniqueДокумент6 страницManual Temporizador Re9ms21mw TelemecaniqueGonzalo DominguezОценок пока нет
- IEC 60062 IEC 60063 Preferred Number: International Electrotechnical VocabularyДокумент6 страницIEC 60062 IEC 60063 Preferred Number: International Electrotechnical VocabularyENG.Tahir ThamerОценок пока нет
- HAIER MRV II Service GuideДокумент147 страницHAIER MRV II Service Guidejalali007100% (3)
- EIC 09 - Stator Winding Hipot TestingДокумент5 страницEIC 09 - Stator Winding Hipot Testingmanoharig7578Оценок пока нет
- Federal Cable Catalogue-MinДокумент17 страницFederal Cable Catalogue-MinAhmadBintangNegoroОценок пока нет
- Vol. III (B)Документ492 страницыVol. III (B)md_rehan_2Оценок пока нет
- Cable TeldorДокумент2 страницыCable Teldorgiovanny1136Оценок пока нет
- Weg w50 Three Phase Electric Motor Technical Catalogue European Market 50044032 Brochure English 140418135057 Phpapp02Документ48 страницWeg w50 Three Phase Electric Motor Technical Catalogue European Market 50044032 Brochure English 140418135057 Phpapp02Yashiro AlvaradoОценок пока нет
- Technical Report of Fyp 1 - Balqis v2Документ10 страницTechnical Report of Fyp 1 - Balqis v2taufiqishak09Оценок пока нет
- International Standard: Insulation Co-Ordination - Definitions, Principales and RulesДокумент6 страницInternational Standard: Insulation Co-Ordination - Definitions, Principales and RulesMarvin Gonzales Mestanza43% (7)
- Manual Aegis F A 00Документ97 страницManual Aegis F A 00karnatisharath100% (2)
- 150 TOP ELECTROSTATIC Multiple Choice Questions and Answers PDFДокумент30 страниц150 TOP ELECTROSTATIC Multiple Choice Questions and Answers PDFEarl Jenn AbellaОценок пока нет
- 2013 Catalog Kabeldon Cable Accessories 1-420 KV English REV A-7Документ148 страниц2013 Catalog Kabeldon Cable Accessories 1-420 KV English REV A-7iyilmaz1Оценок пока нет
- H Im pcs1Документ42 страницыH Im pcs1Maria DazaОценок пока нет
- Lay Outing Reference Line Questionnaire Interpretation of Plans and Details Self-Check 1.1-1Документ27 страницLay Outing Reference Line Questionnaire Interpretation of Plans and Details Self-Check 1.1-1Mis Jheva AmbayecОценок пока нет
- Group A Rawat Lab Presentation FinalДокумент96 страницGroup A Rawat Lab Presentation Finalumair100% (3)
- GVP 003 01 A0 EngДокумент2 страницыGVP 003 01 A0 EngAndrea GriffinОценок пока нет
- Call For Papers: The FirstДокумент2 страницыCall For Papers: The FirstGIngaaОценок пока нет
- Investigation of A Transferred Voltage Surge Trbusic 19IPST033Документ5 страницInvestigation of A Transferred Voltage Surge Trbusic 19IPST033Engr Fahimuddin QureshiОценок пока нет
- Lesson 1 Electric ChargeДокумент40 страницLesson 1 Electric ChargeLumactod EarthanОценок пока нет
- 3BSE020923-600 A en S800 IO Getting StartedДокумент340 страниц3BSE020923-600 A en S800 IO Getting StartedAndres SanchezОценок пока нет
- ALSTOM PASSONI-VILLA PABS Air-to-SF6 Bushings PDFДокумент8 страницALSTOM PASSONI-VILLA PABS Air-to-SF6 Bushings PDFmuthuОценок пока нет