Вам также может понравиться
- Metallography in Life AssessmentДокумент14 страницMetallography in Life AssessmentluisОценок пока нет
- Proceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988От EverandProceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988R. G. ScurlockОценок пока нет
- P91 Heating CurveДокумент1 страницаP91 Heating CurveiplaruffОценок пока нет
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsОт EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsОценок пока нет
- Master Data Report YES (Check One) NO: Asme Boiler and Pressure Vessel CodeДокумент2 страницыMaster Data Report YES (Check One) NO: Asme Boiler and Pressure Vessel CodeMuhammad Fitransyah Syamsuar Putra0% (1)
- Pipe Welding With WaveformДокумент39 страницPipe Welding With Waveformprabu prasadОценок пока нет
- PWTH RequirementДокумент2 страницыPWTH Requirementveeru290683_20976731Оценок пока нет
- Design of Pressure Vessels Under ASME Section VIIIДокумент122 страницыDesign of Pressure Vessels Under ASME Section VIIIAnonymous d23gWCRQОценок пока нет
- Longitudinal JointДокумент26 страницLongitudinal JointirfanОценок пока нет
- The ASME Impact Test RequirementДокумент7 страницThe ASME Impact Test Requirementrosli2503Оценок пока нет
- Saudi Aramco Inspection ChecklistДокумент2 страницыSaudi Aramco Inspection ChecklistRijwan MohammadОценок пока нет
- Multiwall Vessel PDFДокумент50 страницMultiwall Vessel PDFantonioiovineОценок пока нет
- WRC 533 2010Документ55 страницWRC 533 2010ahmed sobhyОценок пока нет
- A.S.T.M.24, Metallographic and Materialographic Specimen Preparation-2006Документ761 страницаA.S.T.M.24, Metallographic and Materialographic Specimen Preparation-2006yolis RJОценок пока нет
- Deep Anode SystemsДокумент26 страницDeep Anode Systemsaliyildizx17730Оценок пока нет
- LTCS Minus29 Sa105 234 106Документ2 страницыLTCS Minus29 Sa105 234 106DIVAKAR PANIGRAHIОценок пока нет
- Weld Repair of Grade 91 Piping and Components in PДокумент27 страницWeld Repair of Grade 91 Piping and Components in PKyi HanОценок пока нет
- EpriДокумент21 страницаEprihubert_veltenОценок пока нет
- Publication SAW SOUR SERVICE 2023 PDFДокумент7 страницPublication SAW SOUR SERVICE 2023 PDFPako RosasОценок пока нет
- Failure Analysis of Reformer Tubes: Technicalarticle-Peer-ReviewedДокумент6 страницFailure Analysis of Reformer Tubes: Technicalarticle-Peer-ReviewedOwais MalikОценок пока нет
- 4.1 Rerating Piping and Pressure Vessels: Major Piping Inspection CodesДокумент23 страницы4.1 Rerating Piping and Pressure Vessels: Major Piping Inspection CodesMahmoud samahaОценок пока нет
- Inspection and Test Plan Sheet: Pt. Pertamina Geothermal Energy Pt. Bina Rasano EngineeringДокумент2 страницыInspection and Test Plan Sheet: Pt. Pertamina Geothermal Energy Pt. Bina Rasano EngineeringHerruSetiawan100% (1)
- Itp PSV, Dppu ImipДокумент1 страницаItp PSV, Dppu ImipHendra WidyantoroОценок пока нет
- Weld Repair For Pressure Vessels Made From Cr-Mo SteelsДокумент8 страницWeld Repair For Pressure Vessels Made From Cr-Mo SteelsVedad ColakОценок пока нет
- Woc Hse Manual Standards: Woc LP EP DepartmentДокумент12 страницWoc Hse Manual Standards: Woc LP EP DepartmentAkram AlhaddadОценок пока нет
- Saudi Aramco Standards: WeldingДокумент12 страницSaudi Aramco Standards: WeldingGEORGE IVANОценок пока нет
- Chap 03Документ42 страницыChap 03Americo MolinaОценок пока нет
- PWHT Procedure 2-9-2019Документ18 страницPWHT Procedure 2-9-2019Anas PratamaОценок пока нет
- Arcelormittal APIДокумент4 страницыArcelormittal APIBaskara Surya WidagdoОценок пока нет
- Super Austenetic Steels P45 PDFДокумент3 страницыSuper Austenetic Steels P45 PDFSyed Mahmud Habibur RahmanОценок пока нет
- 4.2.1 Graphitization 4.2.1.1 Description of DamageДокумент3 страницы4.2.1 Graphitization 4.2.1.1 Description of DamageAjmi HmidaОценок пока нет
- Case Studies in Engineering Failure Analysis: S.M.R. Ziaei, A.H. Kokabi, M. Nasr-EsfehaniДокумент12 страницCase Studies in Engineering Failure Analysis: S.M.R. Ziaei, A.H. Kokabi, M. Nasr-Esfehanipinkan25Оценок пока нет
- A F E S: Process Piping 670.200Документ17 страницA F E S: Process Piping 670.200puwarin najaОценок пока нет
- Saep 306Документ15 страницSaep 306nadeem shaikh100% (1)
- Polythionic Acid Stress Corrosion CrackingДокумент9 страницPolythionic Acid Stress Corrosion CrackingMedina EldesОценок пока нет
- Api RP 582 3Rd Edition May 2016 Welding Guidelines For The Chemical Oil and Gas Industries Apiasme Practice TestДокумент1 страницаApi RP 582 3Rd Edition May 2016 Welding Guidelines For The Chemical Oil and Gas Industries Apiasme Practice Testmanuel50% (2)
- Surface Tension Transfer (STT) : ApplicationДокумент6 страницSurface Tension Transfer (STT) : ApplicationAnonymous dvrhf5Оценок пока нет
- Summary of ASME BPVC Section VIII Div 1 (Part 4) - Welding & NDTДокумент11 страницSummary of ASME BPVC Section VIII Div 1 (Part 4) - Welding & NDTTin Aung KyiОценок пока нет
- Prevention of Polythionic Acid Stress Corrosion Cracking of Austenitic Stainless Steel Equipment EG 19-7-1.2Документ2 страницыPrevention of Polythionic Acid Stress Corrosion Cracking of Austenitic Stainless Steel Equipment EG 19-7-1.2aminОценок пока нет
- 7T04-CS-00-TS-018 R01 Project Specificationfor Cleaning Reequirements For Piping SystemsДокумент9 страниц7T04-CS-00-TS-018 R01 Project Specificationfor Cleaning Reequirements For Piping Systemsel_sharkawy2011100% (1)
- STD 133Документ37 страницSTD 133ck19654840Оценок пока нет
- AI Hempadur Quattro XO 17870 EnglishДокумент4 страницыAI Hempadur Quattro XO 17870 EnglishLuka BornaОценок пока нет
- 9.Mb21 5f Externally Finned TubesДокумент4 страницы9.Mb21 5f Externally Finned Tubesyulianus_srОценок пока нет
- 32 Samss 031 PDFДокумент9 страниц32 Samss 031 PDFFlorin Daniel AnghelОценок пока нет
- Tube Expansion Issues & MethodsДокумент4 страницыTube Expansion Issues & MethodsSuleyman HaliciogluОценок пока нет
- Shell US 2GS-57 Pipe With Internal Weld OverlayДокумент16 страницShell US 2GS-57 Pipe With Internal Weld OverlaySudarshan Narasipura100% (1)
- CPI Steam Heated BoilerДокумент4 страницыCPI Steam Heated BoilerGTpianomanОценок пока нет
- Sandia National Laboratories API-653 In-Service Tank Inspection and Evaluation TANK ID: 981-A2-T0 (West)Документ80 страницSandia National Laboratories API-653 In-Service Tank Inspection and Evaluation TANK ID: 981-A2-T0 (West)Manokaran RamalingamОценок пока нет
- Corrosion Monitoring Methods (Chevron)Документ65 страницCorrosion Monitoring Methods (Chevron)Sergey KichenkoОценок пока нет
- SST (GMAW) Welding Process PDFДокумент4 страницыSST (GMAW) Welding Process PDFmudrijasm100% (1)
- Ccsviiid1 2278Документ4 страницыCcsviiid1 2278DieguitoOmarMoralesОценок пока нет
- Deviations During PWHT and ResponseДокумент2 страницыDeviations During PWHT and ResponseEIL NDT100% (1)
- Corrosion Damage in Waste Heat Boilers Major Root Causes and RemediationДокумент10 страницCorrosion Damage in Waste Heat Boilers Major Root Causes and Remediationvaratharajan g rОценок пока нет
- Weld Fitting Flange Astm SpecsДокумент1 страницаWeld Fitting Flange Astm SpecsAZU-OKPOОценок пока нет
- Materials System SpecificationДокумент13 страницMaterials System SpecificationJeck MaquitedОценок пока нет
- Ferrite Limitation For SS316LДокумент12 страницFerrite Limitation For SS316LAntonio PerezОценок пока нет
- Nickel-Iron-Chromium Alloy Seamless Pipe and Tube: Standard Specification ForДокумент8 страницNickel-Iron-Chromium Alloy Seamless Pipe and Tube: Standard Specification ForGreg YeeОценок пока нет
- New Doc 2019-07-18Документ3 страницыNew Doc 2019-07-18AravindRajendranОценок пока нет
- New Doc 2019-07-11Документ1 страницаNew Doc 2019-07-11AravindRajendranОценок пока нет
- SahjadДокумент1 страницаSahjadAravindRajendranОценок пока нет
- QAP b7-2hДокумент1 страницаQAP b7-2hAravindRajendranОценок пока нет
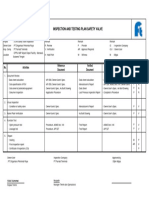
- Qap Relief ValveДокумент1 страницаQap Relief ValveAravindRajendranОценок пока нет
- Exchanger Design Data: Inspection of Air Fin ExchangersДокумент4 страницыExchanger Design Data: Inspection of Air Fin ExchangersAravindRajendranОценок пока нет
- Ice 126abcd QapДокумент3 страницыIce 126abcd QapAravindRajendranОценок пока нет
- Frequently Asked Questions and Answers LVD HVD SCD 2017Документ12 страницFrequently Asked Questions and Answers LVD HVD SCD 2017AravindRajendranОценок пока нет
- t559157 en Us - A4Документ272 страницыt559157 en Us - A4AravindRajendranОценок пока нет
- IF-V-501 Leaked Spool Piece InspectionДокумент9 страницIF-V-501 Leaked Spool Piece InspectionAravindRajendranОценок пока нет
- 4NAPHTAДокумент1 страница4NAPHTAAravindRajendranОценок пока нет
- Bharat Sanchar Nigam Limited: Receipt DetailsДокумент1 страницаBharat Sanchar Nigam Limited: Receipt DetailsAravindRajendranОценок пока нет
- Fit Up at Chullichira: Daily Log For InspectionДокумент2 страницыFit Up at Chullichira: Daily Log For InspectionAravindRajendranОценок пока нет
- Daily Log For Inspection Thermography at VGO-HDS ExchangerДокумент1 страницаDaily Log For Inspection Thermography at VGO-HDS ExchangerAravindRajendranОценок пока нет
- Me423t Automobile EngineeringДокумент239 страницMe423t Automobile EngineeringAravindRajendranОценок пока нет
- MTДокумент73 страницыMTAravindRajendran100% (1)
- The Basic Principle of Dresser Couplings PDFДокумент1 страницаThe Basic Principle of Dresser Couplings PDFAravindRajendranОценок пока нет
- A30050-X6026-X-4-7618-rectifier GR60Документ17 страницA30050-X6026-X-4-7618-rectifier GR60baothienbinhОценок пока нет
- NASA Facts Apollo 17 Preflight SummaryДокумент4 страницыNASA Facts Apollo 17 Preflight SummaryBob Andrepont100% (1)
- Six Tsakalis Pedal ManualДокумент1 страницаSix Tsakalis Pedal ManualAdedejinfoОценок пока нет
- A5 MSMD 400WДокумент1 страницаA5 MSMD 400WInfo PLSОценок пока нет
- Riphah Project GuidelinesДокумент14 страницRiphah Project GuidelinesTanveer AhmedОценок пока нет
- Hatch Cover Maintenance PlanДокумент5 страницHatch Cover Maintenance Planvinay3972Оценок пока нет
- DepEd Learner Information System (LIS) PDFДокумент36 страницDepEd Learner Information System (LIS) PDFshasagailОценок пока нет
- Schaeffler Kolloquium 2010 13 enДокумент7 страницSchaeffler Kolloquium 2010 13 enMehdi AlizadehОценок пока нет
- SE440BX-2 Motherboard: Technical Product SpecificationДокумент90 страницSE440BX-2 Motherboard: Technical Product SpecificationEvelio MorenoОценок пока нет
- Copyright Green PaperДокумент122 страницыCopyright Green Papertorrentfreak100% (1)
- Revised Syllabus Filipino 2 PAGSASALINДокумент8 страницRevised Syllabus Filipino 2 PAGSASALINErza Scarler100% (4)
- Claa150xp Shenzhen HBДокумент22 страницыClaa150xp Shenzhen HBSatya NarayanОценок пока нет
- Soliphant T FTM20, FTM21: Technical Information VibronicДокумент16 страницSoliphant T FTM20, FTM21: Technical Information VibronicmichaelОценок пока нет
- Brake Actuator Instruction - ManualДокумент32 страницыBrake Actuator Instruction - ManualJoeОценок пока нет
- Digital Booklet - Oh My My (Deluxe) PDFДокумент8 страницDigital Booklet - Oh My My (Deluxe) PDFMehmet Akif DelibaşОценок пока нет
- Syllabus New PDFДокумент107 страницSyllabus New PDFmassОценок пока нет
- On The Job Winter 2013Документ3 страницыOn The Job Winter 2013alanhynesОценок пока нет
- KEDA Quotation of 2 3 4 Inch Mini Gold DredgerДокумент3 страницыKEDA Quotation of 2 3 4 Inch Mini Gold DredgerShane CapstickОценок пока нет
- Husqvarna 2008Документ470 страницHusqvarna 2008klukasinteria100% (2)
- Core Insights: Advances in 12G-SDIДокумент3 страницыCore Insights: Advances in 12G-SDIHedsdasОценок пока нет
- Omni PageДокумент98 страницOmni Pageterracotta2014Оценок пока нет
- Scan 1111111111Документ1 страницаScan 1111111111angela1178Оценок пока нет
- Selected Books For Electronic Hobby Center (EHC) : A. Books (Available in The Resource Centre)Документ9 страницSelected Books For Electronic Hobby Center (EHC) : A. Books (Available in The Resource Centre)Rajalakshmi BashyamОценок пока нет
- iJARS1266AUTH PDFДокумент17 страницiJARS1266AUTH PDFAarti GoutamОценок пока нет
- Service Manual MIH Series Condensing Units Heat Pump: 1.5 Tons To 5 TonsДокумент30 страницService Manual MIH Series Condensing Units Heat Pump: 1.5 Tons To 5 TonsHenry Javier RíosОценок пока нет
- ASME VIII Unfired Vessel Relief ValvesДокумент53 страницыASME VIII Unfired Vessel Relief Valvessaid530Оценок пока нет
- 3b - Classwise Time Table - 2Документ15 страниц3b - Classwise Time Table - 2Hamza khalidОценок пока нет
- Internship Report (EWSD)Документ23 страницыInternship Report (EWSD)Spartacus GladОценок пока нет
- Chapter Four Risk Assessment of NLNGДокумент8 страницChapter Four Risk Assessment of NLNGOkePreciousEmmanuelОценок пока нет
- Laboratorio de Microondas - Medicion en Lineas de TX Usando Lineas RanuradasДокумент5 страницLaboratorio de Microondas - Medicion en Lineas de TX Usando Lineas RanuradasacajahuaringaОценок пока нет
- Well Control for Completions and InterventionsОт EverandWell Control for Completions and InterventionsРейтинг: 4 из 5 звезд4/5 (10)
- Advanced Production Decline Analysis and ApplicationОт EverandAdvanced Production Decline Analysis and ApplicationРейтинг: 3.5 из 5 звезд3.5/5 (4)
- Exposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle Against DuPontОт EverandExposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle Against DuPontРейтинг: 4.5 из 5 звезд4.5/5 (18)
- Art of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionОт EverandArt of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionРейтинг: 3 из 5 звезд3/5 (1)
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideОт EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideРейтинг: 2 из 5 звезд2/5 (1)
- Reduce, Reuse and Recycle : The Secret to Environmental Sustainability : Environment Textbooks | Children's Environment BooksОт EverandReduce, Reuse and Recycle : The Secret to Environmental Sustainability : Environment Textbooks | Children's Environment BooksОценок пока нет
- Casing and Liners for Drilling and Completion: Design and ApplicationОт EverandCasing and Liners for Drilling and Completion: Design and ApplicationРейтинг: 5 из 5 звезд5/5 (3)
- Asset Integrity Management for Offshore and Onshore StructuresОт EverandAsset Integrity Management for Offshore and Onshore StructuresОценок пока нет
- Waste: One Woman’s Fight Against America’s Dirty SecretОт EverandWaste: One Woman’s Fight Against America’s Dirty SecretРейтинг: 5 из 5 звезд5/5 (1)
- Internal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesОт EverandInternal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesРейтинг: 4 из 5 звезд4/5 (2)
- Asphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsОт EverandAsphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsОценок пока нет
- Principles of direct and superior responsibility in international humanitarian lawОт EverandPrinciples of direct and superior responsibility in international humanitarian lawОценок пока нет
- The Petroleum Engineering Handbook: Sustainable OperationsОт EverandThe Petroleum Engineering Handbook: Sustainable OperationsРейтинг: 3.5 из 5 звезд3.5/5 (5)
- Hydrocarbon Fluid Inclusions in Petroliferous BasinsОт EverandHydrocarbon Fluid Inclusions in Petroliferous BasinsОценок пока нет
- An Operations Guide to Safety and Environmental Management Systems (SEMS): Making Sense of BSEE SEMS RegulationsОт EverandAn Operations Guide to Safety and Environmental Management Systems (SEMS): Making Sense of BSEE SEMS RegulationsОценок пока нет