Вам также может понравиться
- Stainless Steel Cross-Sections Under Combined LoadingДокумент8 страницStainless Steel Cross-Sections Under Combined LoadingGilberОценок пока нет
- Laboratory Exercises in Astronomy: Solutions and AnswersОт EverandLaboratory Exercises in Astronomy: Solutions and AnswersОценок пока нет
- Stainless Steel Cross-Sections Under Combined LoadingДокумент6 страницStainless Steel Cross-Sections Under Combined LoadingIhab El AghouryОценок пока нет
- EE Lab 8 FinalДокумент9 страницEE Lab 8 Finalbilalkamran888Оценок пока нет
- Shearboxtest 131212112102 Phpapp02 PDFДокумент11 страницShearboxtest 131212112102 Phpapp02 PDFmuhammad irfanОценок пока нет
- Standard Steel I-Beam Sizes ChartДокумент3 страницыStandard Steel I-Beam Sizes ChartFerdinand AlbarОценок пока нет
- Direct Shear TestДокумент19 страницDirect Shear TestAh Gus100% (9)
- 15 Concentric Swage Nipple - 3D PDFДокумент1 страница15 Concentric Swage Nipple - 3D PDFWenceslao Campos CastruitaОценок пока нет
- Slab DesignДокумент28 страницSlab DesignLasika MantrigeОценок пока нет
- Simple PendulumДокумент13 страницSimple Pendulumthelmamusonda60Оценок пока нет
- CEMDEF40 Lesson 2 Strain and DeformationДокумент21 страницаCEMDEF40 Lesson 2 Strain and Deformationgenrevjuan13Оценок пока нет
- 2.fluidized BedДокумент6 страниц2.fluidized Bedazzam2 anwrОценок пока нет
- Hydro Mechanical Erection Estimating 2021Документ45 страницHydro Mechanical Erection Estimating 2021samОценок пока нет
- Determination of The Conductance of Strong and Weak ElectrolyteДокумент10 страницDetermination of The Conductance of Strong and Weak Electrolytetotorost100% (12)
- PETR 3134 Codes and Specifications in The Petroleum IndustryДокумент18 страницPETR 3134 Codes and Specifications in The Petroleum IndustrynuvanОценок пока нет
- Member Name: P1: 1. General InformationДокумент6 страницMember Name: P1: 1. General Informationvijay kumar yadavОценок пока нет
- Experiment 07Документ9 страницExperiment 07Fahad MehmoodОценок пока нет
- Nominal Pipe Size - WikipediaДокумент23 страницыNominal Pipe Size - WikipediaPrakashОценок пока нет
- ANOVA (Analysis of Variance) : NOVA ExampleДокумент15 страницANOVA (Analysis of Variance) : NOVA ExampleAyeah Metran EscoberОценок пока нет
- STAAD - Pro Report: Job InformationДокумент10 страницSTAAD - Pro Report: Job InformationSandip BudhathokiОценок пока нет
- Co (MG/L) : A% Exponential (A %)Документ35 страницCo (MG/L) : A% Exponential (A %)Οδυσσεας ΚοψιδαςОценок пока нет
- Chart TitleДокумент5 страницChart TitleMelany GuacaranОценок пока нет
- Compression StrengthДокумент7 страницCompression StrengthkrunalОценок пока нет
- Preview 2Документ7 страницPreview 2Mohamed SalahОценок пока нет
- Abs Vs # de CelulasДокумент4 страницыAbs Vs # de CelulasXiadany MendozaОценок пока нет
- Buckling TestДокумент16 страницBuckling TestAhmed ElqazazОценок пока нет
- Buckling Test: Name: Ahmed Sayed ID: SUKD1503838Документ12 страницBuckling Test: Name: Ahmed Sayed ID: SUKD1503838ŸØüsap BasiliОценок пока нет
- Regression Analysis: Source SS DF MS F P-ValueДокумент3 страницыRegression Analysis: Source SS DF MS F P-Valuejose rimariОценок пока нет
- XLPE Insulated Power Cable - Garylion CableДокумент60 страницXLPE Insulated Power Cable - Garylion CableemmanskiОценок пока нет
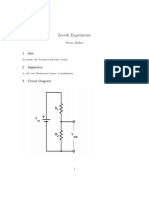
- Zeroth Experiment: To Study The Potential Divider CircuitДокумент10 страницZeroth Experiment: To Study The Potential Divider CircuitSwara MishraОценок пока нет
- Buckling TestДокумент16 страницBuckling TestAhmed ElqazazОценок пока нет
- J Tripleo 2011 02 017Документ7 страницJ Tripleo 2011 02 017Cosmin IfrimОценок пока нет
- Theis Confined Aquifer Test Analysis ScrollДокумент5 страницTheis Confined Aquifer Test Analysis ScrollElfi anaОценок пока нет
- 30 To 4 AWG Extra Soft Silicone Wire: 深圳市朝溢科技有限公司 Shenzhen Chaoyi Technology Co LtdДокумент1 страница30 To 4 AWG Extra Soft Silicone Wire: 深圳市朝溢科技有限公司 Shenzhen Chaoyi Technology Co LtdAga WassimОценок пока нет
- StressДокумент13 страницStressLenielle AmatosaОценок пока нет
- Physics Lab-2 Exp.-5 Vikarsh Jain 9920102082 E3Документ10 страницPhysics Lab-2 Exp.-5 Vikarsh Jain 9920102082 E3Vikarsh JainОценок пока нет
- XLPE Insulated Power CableДокумент60 страницXLPE Insulated Power CableTDG VNОценок пока нет
- Tabel Ukuran NPS - DN All Pipe SizeДокумент2 страницыTabel Ukuran NPS - DN All Pipe SizeVirgus Wira YJ Umbai100% (1)
- ABB Pocket Book 11th Edition Chapter 16Документ24 страницыABB Pocket Book 11th Edition Chapter 16macОценок пока нет
- Comparing Means: Samples: T-Tests For One Sample & Two RelatedДокумент32 страницыComparing Means: Samples: T-Tests For One Sample & Two RelatedYun YoungОценок пока нет
- SP - Mep-1875 - PLN Upt KSKTДокумент1 страницаSP - Mep-1875 - PLN Upt KSKTmepОценок пока нет
- Tensile Testing of Metals Lab ReportДокумент8 страницTensile Testing of Metals Lab ReportEmıły Wınıfred100% (1)
- Homework 8 - Resistivity LogsДокумент3 страницыHomework 8 - Resistivity LogsMoises PerezОценок пока нет
- Pile CapacityДокумент3 страницыPile CapacityAnand SoniОценок пока нет
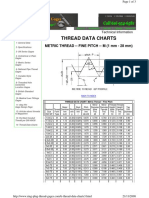
- Thread Data Charts: Metric Thread - Fine Pitch - M (1 MM - 28 MM)Документ3 страницыThread Data Charts: Metric Thread - Fine Pitch - M (1 MM - 28 MM)BetoBluesОценок пока нет
- Pure Bending Exp ReportДокумент5 страницPure Bending Exp Reportabo MakbasОценок пока нет
- Lampiran FluidisasiДокумент24 страницыLampiran FluidisasihossiОценок пока нет
- Te Presentation Lab 2004Документ7 страницTe Presentation Lab 2004juanОценок пока нет
- Tabla 1-11 (HSS Shapes)Документ21 страницаTabla 1-11 (HSS Shapes)Leonardo ZambranoОценок пока нет
- Lista de MaterialesДокумент6 страницLista de MaterialesAdministración METALEC SASОценок пока нет
- CHAPTER 1 PropertiesДокумент12 страницCHAPTER 1 PropertiesAli MahmoudОценок пока нет
- Job 10 Torsion Test by Muhammad KhawarДокумент12 страницJob 10 Torsion Test by Muhammad KhawarMake Every Thing LiveОценок пока нет
- Curva Hipsometrica Ejemplo CuencaДокумент3 страницыCurva Hipsometrica Ejemplo CuencaWalter Samuel Sisa YutoОценок пока нет
- KSL - Theo Vs KSL - Expt: N (RPS)Документ1 страницаKSL - Theo Vs KSL - Expt: N (RPS)Krishnakant PandeyОценок пока нет
- Analisis Struktur Gedung Kayu 6 Lantai Terhadap Beban Gempa Dan Beban AnginДокумент6 страницAnalisis Struktur Gedung Kayu 6 Lantai Terhadap Beban Gempa Dan Beban AnginFT Daniel SetiawanОценок пока нет
- 1.0 Objective:: Unconfined Compression TestДокумент13 страниц1.0 Objective:: Unconfined Compression TestsitiОценок пока нет
- M Ab Le: ST Ra inДокумент50 страницM Ab Le: ST Ra inRizette PaloganОценок пока нет
- Kinetics LabДокумент10 страницKinetics LabSamagra PandeyОценок пока нет
- Fatigue Test (Project Report)Документ15 страницFatigue Test (Project Report)Ahmad Fraz0% (1)
- Distorsion Induced FatigueДокумент13 страницDistorsion Induced FatigueIhab El AghouryОценок пока нет
- DIY - How To Make Roses Using Empty Toilet Tissue Tubes - Reduce. Reuse. Recycle. Replenish. RestoreДокумент9 страницDIY - How To Make Roses Using Empty Toilet Tissue Tubes - Reduce. Reuse. Recycle. Replenish. RestoreIhab El AghouryОценок пока нет
- MethodologyДокумент29 страницMethodologyMuhammad Rizwan0% (1)
- AS 3600-2009 Ex002Документ4 страницыAS 3600-2009 Ex002Antonius AjalahОценок пока нет
- Release Notes SAP2000 v20.1.0Документ8 страницRelease Notes SAP2000 v20.1.0Nazim KASSABОценок пока нет
- Building A Radial Menu Control For Surface Devices - Developer BlogДокумент19 страницBuilding A Radial Menu Control For Surface Devices - Developer BlogIhab El AghouryОценок пока нет
- NZS 3404-1997 Example 003 PDFДокумент6 страницNZS 3404-1997 Example 003 PDFIhab El AghouryОценок пока нет
- Software Verification: Automating The Sap2000 Verification Checking ProcessДокумент7 страницSoftware Verification: Automating The Sap2000 Verification Checking ProcessAntonius AjalahОценок пока нет
- Torsion 1Документ33 страницыTorsion 1Edward van MartinoОценок пока нет
- Get Published Quick Guide PDFДокумент4 страницыGet Published Quick Guide PDFاحمد صالحОценок пока нет
- Applying For SCOPUS IndexingДокумент5 страницApplying For SCOPUS IndexingIhab El AghouryОценок пока нет
- Ec3 Steel Design JointДокумент2 страницыEc3 Steel Design JointneverreturnОценок пока нет
- Development of A Modified Hardy-Cross Algorithm Fo PDFДокумент10 страницDevelopment of A Modified Hardy-Cross Algorithm Fo PDFIhab El AghouryОценок пока нет
- Wardenier Et Al-2018-Steel ConstructionДокумент16 страницWardenier Et Al-2018-Steel ConstructionIhab El AghouryОценок пока нет
- Cálculo de CW 2 PDFДокумент9 страницCálculo de CW 2 PDFAdriano AquinoОценок пока нет
- Damping Properties of MaterialsДокумент6 страницDamping Properties of MaterialsSushant RakhejaОценок пока нет
- Pipe's Wall Thickness: ASTM A312, A358, A778, A53, A106, API 5L ASME/ANSI B36.19 B36.10Документ0 страницPipe's Wall Thickness: ASTM A312, A358, A778, A53, A106, API 5L ASME/ANSI B36.19 B36.10Siddiqui Abdul KhaliqОценок пока нет
- FE Structural Analysis On An ExcelДокумент27 страницFE Structural Analysis On An Excelchuckhsu124867% (3)
- 1 A 56 DB 937 D 52110 C 74 F 0669Документ17 страниц1 A 56 DB 937 D 52110 C 74 F 0669Ihab El AghouryОценок пока нет
- F13 CE470Ch3Bolts Part2Документ8 страницF13 CE470Ch3Bolts Part2Ihab El AghouryОценок пока нет
- VSL Strand Post Tensioning Systems PDFДокумент41 страницаVSL Strand Post Tensioning Systems PDFJonathan GallegosОценок пока нет
- Rayleigh Damping 1Документ11 страницRayleigh Damping 1Alexandru Stefan BothОценок пока нет
- Connection Design 813 PDFДокумент18 страницConnection Design 813 PDFReza ShahsanaОценок пока нет
- Primer 1Документ7 страницPrimer 1Alexander NarváezОценок пока нет
- Earthquake Hazards 101 - The Basics PDFДокумент9 страницEarthquake Hazards 101 - The Basics PDFIhab El AghouryОценок пока нет
- Conn ExamplesДокумент15 страницConn ExamplesIhab El AghouryОценок пока нет
- Crane Straining ActionsДокумент2 страницыCrane Straining ActionsIhab El AghouryОценок пока нет
- Calculation of Sectional CharacteristicsДокумент6 страницCalculation of Sectional CharacteristicsIhab El AghouryОценок пока нет
- Earthquake Hazards 101 - The Basics PDFДокумент9 страницEarthquake Hazards 101 - The Basics PDFIhab El AghouryОценок пока нет
- Earthquake Hazards 201 - Technical Q&AДокумент11 страницEarthquake Hazards 201 - Technical Q&AIhab El AghouryОценок пока нет
- Tutorial On Setting Up OpenERP 6.1Документ35 страницTutorial On Setting Up OpenERP 6.1aryienneОценок пока нет
- ADA FileДокумент34 страницыADA FileTanisha ShrivasОценок пока нет
- MAE 322 Machine Design: Dr. Hodge Jenkins Mercer UniversityДокумент20 страницMAE 322 Machine Design: Dr. Hodge Jenkins Mercer UniversityDuslerinalargaОценок пока нет
- Mds Ti-Alloy Ta15 0720 enДокумент3 страницыMds Ti-Alloy Ta15 0720 enshahin_723Оценок пока нет
- Flyback Converter DesignДокумент8 страницFlyback Converter DesignLullaby summerОценок пока нет
- BMTC 132Документ16 страницBMTC 132Deepak Chaudhary JaatОценок пока нет
- Differential EquationДокумент17 страницDifferential EquationAashika DhareОценок пока нет
- (DT-0581) 21010-BAE-70000-IN-RL-0002 - Revb2Документ8 страниц(DT-0581) 21010-BAE-70000-IN-RL-0002 - Revb2karthikesan6Оценок пока нет
- Figure of MeritДокумент33 страницыFigure of MeritmuhammadmaihadisiОценок пока нет
- 3L11/3F11 SERIES / " Bimetal Disc ThermostatsДокумент2 страницы3L11/3F11 SERIES / " Bimetal Disc ThermostatsBuitinės Technikos RemontasОценок пока нет
- Xii Chemistry MCQ (Haloalanes & Haloarenrs)Документ7 страницXii Chemistry MCQ (Haloalanes & Haloarenrs)SanjanasanjuОценок пока нет
- GTG Centaur 50 TurbomachineryДокумент86 страницGTG Centaur 50 TurbomachineryAlfian Aditya100% (3)
- ZB Scroll Compressors ManualДокумент70 страницZB Scroll Compressors ManualJavier AffifОценок пока нет
- Sesam and Bladed - Efficient Coupled Analyses - Webinar Presentation - tcm8-102589 PDFДокумент31 страницаSesam and Bladed - Efficient Coupled Analyses - Webinar Presentation - tcm8-102589 PDFsamiransmitaОценок пока нет
- A) I) Define The Term Variable Costs Variable Costs Are Costs That Change With The Quantity of Products SoldДокумент2 страницыA) I) Define The Term Variable Costs Variable Costs Are Costs That Change With The Quantity of Products SoldAleksandra LukanovskaОценок пока нет
- Data Sheet - enДокумент2 страницыData Sheet - enrodriggoguedesОценок пока нет
- Essilor MR - Blue - 20-1Документ132 страницыEssilor MR - Blue - 20-1Primoz DolinsekОценок пока нет
- Evaluasi Pengelolaan Sampah Di Kawasan Pantai Kabupaten Bantul, D. I. YogyakartaДокумент14 страницEvaluasi Pengelolaan Sampah Di Kawasan Pantai Kabupaten Bantul, D. I. YogyakartaRavyola AzzahraОценок пока нет
- Class 10 - Maths - Arithmetic ProgressionsДокумент51 страницаClass 10 - Maths - Arithmetic ProgressionsgajulasureshОценок пока нет
- Flume User GuideДокумент48 страницFlume User GuideRajulОценок пока нет
- Wrong Number Series 23 June by Aashish AroraДокумент53 страницыWrong Number Series 23 June by Aashish AroraSaurabh KatiyarОценок пока нет
- VT Directed Io SpecДокумент297 страницVT Directed Io SpechobomanОценок пока нет
- Quadratic Equation - MATH IS FUNДокумент8 страницQuadratic Equation - MATH IS FUNChanchan LebumfacilОценок пока нет
- Science: Quarter 4 - Module 1: Locating Places Using Coordinate SystemДокумент28 страницScience: Quarter 4 - Module 1: Locating Places Using Coordinate SystemJaken Mack100% (5)
- Chapter 9 and 10Документ18 страницChapter 9 and 10billОценок пока нет
- Contoh SRSДокумент46 страницContoh SRSFatur RachmanОценок пока нет
- Tài Liệu CAT Pallet Truck NPP20NДокумент9 страницTài Liệu CAT Pallet Truck NPP20NJONHHY NGUYEN DANGОценок пока нет
- Isentropic ExponentДокумент2 страницыIsentropic ExponentAlf OtherspaceОценок пока нет
- Lorian Meyer-Wendt - Anton Webern - 3 Lieder Op.18Документ136 страницLorian Meyer-Wendt - Anton Webern - 3 Lieder Op.18Daniel Fuchs100% (1)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansОт EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansОценок пока нет
- To Engineer Is Human: The Role of Failure in Successful DesignОт EverandTo Engineer Is Human: The Role of Failure in Successful DesignРейтинг: 4 из 5 звезд4/5 (138)
- Crossings: How Road Ecology Is Shaping the Future of Our PlanetОт EverandCrossings: How Road Ecology Is Shaping the Future of Our PlanetРейтинг: 4.5 из 5 звезд4.5/5 (10)
- Composite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsОт EverandComposite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsОценок пока нет
- The Great Bridge: The Epic Story of the Building of the Brooklyn BridgeОт EverandThe Great Bridge: The Epic Story of the Building of the Brooklyn BridgeРейтинг: 4.5 из 5 звезд4.5/5 (59)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansОт EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansРейтинг: 4.5 из 5 звезд4.5/5 (21)
- Structural Cross Sections: Analysis and DesignОт EverandStructural Cross Sections: Analysis and DesignРейтинг: 4.5 из 5 звезд4.5/5 (19)
- The Finite Element Method: Linear Static and Dynamic Finite Element AnalysisОт EverandThe Finite Element Method: Linear Static and Dynamic Finite Element AnalysisРейтинг: 5 из 5 звезд5/5 (3)
- Geotechnical Engineering Calculations and Rules of ThumbОт EverandGeotechnical Engineering Calculations and Rules of ThumbРейтинг: 4 из 5 звезд4/5 (17)
- Rocks and Minerals of The World: Geology for Kids - Minerology and SedimentologyОт EverandRocks and Minerals of The World: Geology for Kids - Minerology and SedimentologyРейтинг: 4.5 из 5 звезд4.5/5 (5)
- Finite Element Analysis and Design of Steel and Steel–Concrete Composite BridgesОт EverandFinite Element Analysis and Design of Steel and Steel–Concrete Composite BridgesОценок пока нет
- Construction Innovation and Process ImprovementОт EverandConstruction Innovation and Process ImprovementAkintola AkintoyeОценок пока нет
- Rock Fracture and Blasting: Theory and ApplicationsОт EverandRock Fracture and Blasting: Theory and ApplicationsРейтинг: 5 из 5 звезд5/5 (2)