Вам также может понравиться
- S T S E W: Tandard Echnical Pecifications For Lectric OrksДокумент5 страницS T S E W: Tandard Echnical Pecifications For Lectric OrksSwathish SivaprasadОценок пока нет
- E290 RT Rev.0Документ19 страницE290 RT Rev.0Amir Reza Rashidfarokhi100% (1)
- TestingДокумент18 страницTestingVivekanandan JОценок пока нет
- Fire Inspection ChecklistДокумент2 страницыFire Inspection ChecklistMedhat ElhagrasiОценок пока нет
- Asme Code For Ultrasonic Testing The Knowledge Sinequation: Ashok J. TrivediДокумент7 страницAsme Code For Ultrasonic Testing The Knowledge Sinequation: Ashok J. TrivediMax Celis CОценок пока нет
- ASTM F846-WITHDRAWN Standard Guide For Testing Performance of Amusement Rides and DevicesДокумент3 страницыASTM F846-WITHDRAWN Standard Guide For Testing Performance of Amusement Rides and DevicesConhydra AcoaguaОценок пока нет
- Srihari Katari 11 Jan 2022Документ50 страницSrihari Katari 11 Jan 2022Abhishek DevarajОценок пока нет
- Tuv Rheinland Amusement Park Rides Brochure en PDFДокумент6 страницTuv Rheinland Amusement Park Rides Brochure en PDFBHAVINОценок пока нет
- Boiler Room CHKLSTДокумент6 страницBoiler Room CHKLSTSharmeen TariqОценок пока нет
- NDE Written Procedure Where We Shall StartДокумент21 страницаNDE Written Procedure Where We Shall StartuaiphonОценок пока нет
- Pre-Technical Inspection ChecklistДокумент2 страницыPre-Technical Inspection ChecklistnithinОценок пока нет
- V-2158-103-A-851 - 4 ITP For PumpДокумент4 страницыV-2158-103-A-851 - 4 ITP For PumpMessaoud GoutasОценок пока нет
- 4845 PDFДокумент1 страница4845 PDFRavi patelОценок пока нет
- Technical Report: Mechanical Integrity Assessment of Cpi Separator Tank A-4301 at KPD, KunnarДокумент18 страницTechnical Report: Mechanical Integrity Assessment of Cpi Separator Tank A-4301 at KPD, KunnarR A BismilОценок пока нет
- Presentation - The RECORDABLE Arjun30 Ultrasonic Flaw DetectorДокумент22 страницыPresentation - The RECORDABLE Arjun30 Ultrasonic Flaw DetectorDARSHIL RAJPURAОценок пока нет
- Casting Procedure PDFДокумент14 страницCasting Procedure PDFShailendra Bhadoria100% (1)
- Epoch 650Документ8 страницEpoch 650andrewgeorgecherianОценок пока нет
- High Voltage Holiday DetectorДокумент3 страницыHigh Voltage Holiday DetectorKamen RОценок пока нет
- SOP For Dye Penetrant TestingДокумент1 страницаSOP For Dye Penetrant TestingDeepak Das100% (1)
- Installation of Padeyes Ad Load Test: Front CoverДокумент40 страницInstallation of Padeyes Ad Load Test: Front CoverAhmedA.HassanОценок пока нет
- Interview QuestionsДокумент13 страницInterview QuestionsWalter Rueda100% (1)
- CV Hotrungtinh QC-NDT PDFДокумент6 страницCV Hotrungtinh QC-NDT PDFTrung Tinh HoОценок пока нет
- Pressure Vessel Inspection Record: in Accordance With API 510, 10th EditionДокумент2 страницыPressure Vessel Inspection Record: in Accordance With API 510, 10th Editionbgonzalez1981Оценок пока нет
- 88 D 340 nh3 Storage Tank Sept 10 2014 2Документ9 страниц88 D 340 nh3 Storage Tank Sept 10 2014 2mohamed abd eldayemОценок пока нет
- 757 Nondestructive Test Manual: BoeingДокумент2 страницы757 Nondestructive Test Manual: BoeingStephen Rincon GonzalezОценок пока нет
- Mpi Report of Cawthorn 3 Platform Section 12bДокумент1 страницаMpi Report of Cawthorn 3 Platform Section 12bGodwin UdoakanОценок пока нет
- Mut Procedure For Coil-UtДокумент5 страницMut Procedure For Coil-Utmangalraj900100% (1)
- Handling ToolsДокумент21 страницаHandling ToolsMehmet SoysalОценок пока нет
- ?di' FQ: Procedure For Radiographic Examination Welds Unique Sery'CesДокумент33 страницы?di' FQ: Procedure For Radiographic Examination Welds Unique Sery'Cesvijay padaleОценок пока нет
- ASTM F2137-2001 Standard Practice For Measuring The DynamicДокумент7 страницASTM F2137-2001 Standard Practice For Measuring The DynamicHermanRomanОценок пока нет
- Steel Wedge Gate Valves (Flanged and Butt-Welding Ends) For The Petroleum, Petrochemical and Allied IndustriesДокумент28 страницSteel Wedge Gate Valves (Flanged and Butt-Welding Ends) For The Petroleum, Petrochemical and Allied IndustriesImed BenОценок пока нет
- EU4 D2 M4 Inspection in Composites PDFДокумент20 страницEU4 D2 M4 Inspection in Composites PDFaerorenОценок пока нет
- Summary TER of 13 Unit 20FT ISO Dry ContainerДокумент219 страницSummary TER of 13 Unit 20FT ISO Dry ContainerGhilman0529Оценок пока нет
- Hydraulic System Inspection SOPДокумент6 страницHydraulic System Inspection SOPGovinda RaiОценок пока нет
- Hertz Inspection Service PVT LTD Irc1Документ18 страницHertz Inspection Service PVT LTD Irc1Rahul N PatelОценок пока нет
- API 16C ErrataДокумент1 страницаAPI 16C ErrataDinesh KumarОценок пока нет
- E428Документ6 страницE428valentinОценок пока нет
- Met-L-Chek: Buyers Guide For Penetrant Inspection MaterialsДокумент10 страницMet-L-Chek: Buyers Guide For Penetrant Inspection Materialswebs.usuarioОценок пока нет
- Dacon AndtДокумент30 страницDacon AndtCepi Sindang Kamulan100% (1)
- NDT Project RailwayTrackДокумент9 страницNDT Project RailwayTrackusmanОценок пока нет
- Chapter 4bДокумент33 страницыChapter 4bAhmed shabanОценок пока нет
- Method Statement Fencing Fabrication and InstalationДокумент22 страницыMethod Statement Fencing Fabrication and InstalationigamamruОценок пока нет
- WIS5 NoneDestructiveTestingДокумент45 страницWIS5 NoneDestructiveTestingalfa_macasaetОценок пока нет
- D p5 BV Ms 012 Msra For BorescopeДокумент4 страницыD p5 BV Ms 012 Msra For BorescopeThinh NguyenОценок пока нет
- Thermal Imaging Cameras For Automation & Fire and SafetyДокумент32 страницыThermal Imaging Cameras For Automation & Fire and SafetyDenisОценок пока нет
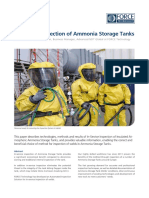
- 5085 in Service Inspection of Ammonia Storage TanksДокумент8 страниц5085 in Service Inspection of Ammonia Storage TanksLudiОценок пока нет
- Document No. Iics-Uttg-17-07: IICS Is Administered by TUV NORD (Malaysia) Sdn. BHDДокумент9 страницDocument No. Iics-Uttg-17-07: IICS Is Administered by TUV NORD (Malaysia) Sdn. BHDrajeshОценок пока нет
- Ultrasound v. Radiography For ThermowellsДокумент1 страницаUltrasound v. Radiography For ThermowellsChristian R. TaylorОценок пока нет
- Letter For Testing of PQRДокумент1 страницаLetter For Testing of PQRPA PROJECTS PVT LTDОценок пока нет
- Ndic MFL A 10rev03!26!2010 SignedДокумент10 страницNdic MFL A 10rev03!26!2010 SignedMarcus ThomasОценок пока нет
- Ur w35 PDFДокумент5 страницUr w35 PDFBala MuruganОценок пока нет
- 5 Minute Safety Talk On Amusement Parks by Shelley McKown BeasleyДокумент1 страница5 Minute Safety Talk On Amusement Parks by Shelley McKown BeasleyShelley McKownОценок пока нет
- Brochure API 653 (150129)Документ4 страницыBrochure API 653 (150129)junaediОценок пока нет
- Ultrasonic Wall Thickness Report Feb.27-28,20062 - 2Документ32 страницыUltrasonic Wall Thickness Report Feb.27-28,20062 - 2Endickk Screamo PoreperrОценок пока нет
- ASM Metals Handbook, NDT-Vol 17 19Документ1 страницаASM Metals Handbook, NDT-Vol 17 19xiaohaoОценок пока нет
- Non Destructive Testing: CMR Institute of TechnologyДокумент32 страницыNon Destructive Testing: CMR Institute of TechnologyrajОценок пока нет
- SSIS Visual Examination Report FormatДокумент1 страницаSSIS Visual Examination Report FormatSalman KhanОценок пока нет
- Ancillary Specification (Generic) : Subject: Full Length Drift/End Drift Inspection ProcedureДокумент4 страницыAncillary Specification (Generic) : Subject: Full Length Drift/End Drift Inspection ProcedureDefi Jodi PermanaОценок пока нет
- Attach-8 Work Procedure For Non-Destructive Examination (NDE)Документ83 страницыAttach-8 Work Procedure For Non-Destructive Examination (NDE)Sukalyan BasuОценок пока нет
- Shrikant B. Moje CVДокумент6 страницShrikant B. Moje CVPaul PhiliphsОценок пока нет
- CV Api 510 InspectorДокумент27 страницCV Api 510 InspectorPaul PhiliphsОценок пока нет
- Thamilvendhan Vetrinambi: QA/QC Inspector - (Welding)Документ2 страницыThamilvendhan Vetrinambi: QA/QC Inspector - (Welding)Paul PhiliphsОценок пока нет
- Reference No. SBI Account Number SBI Branch Purpose Transaction Date Amount Status ReasonДокумент1 страницаReference No. SBI Account Number SBI Branch Purpose Transaction Date Amount Status ReasonPaul PhiliphsОценок пока нет
- Rec Jayakumar: Famotidine N Famocid20Документ1 страницаRec Jayakumar: Famotidine N Famocid20Paul PhiliphsОценок пока нет
- LG TV 31-Aug-2020Документ1 страницаLG TV 31-Aug-2020Paul PhiliphsОценок пока нет
- Reference No. SBI Account Number SBI Branch Purpose Transaction Date Amount Status ReasonДокумент1 страницаReference No. SBI Account Number SBI Branch Purpose Transaction Date Amount Status ReasonPaul PhiliphsОценок пока нет
- Flange IntegrityДокумент46 страницFlange IntegrityPaul PhiliphsОценок пока нет
- Curriculum Vitae: W Earnest Preetham JaikarДокумент6 страницCurriculum Vitae: W Earnest Preetham JaikarPaul PhiliphsОценок пока нет
- Reference No. SBI Account Number SBI Branch Purpose Transaction Date Amount Status ReasonДокумент1 страницаReference No. SBI Account Number SBI Branch Purpose Transaction Date Amount Status ReasonPaul PhiliphsОценок пока нет
- Veera CVДокумент7 страницVeera CVPaul PhiliphsОценок пока нет
- Devi Vara PrasadДокумент8 страницDevi Vara PrasadPaul PhiliphsОценок пока нет
- Glass Flake LiningДокумент1 страницаGlass Flake LiningPaul PhiliphsОценок пока нет
- PP TA 2017: Day Shift Day Shift Day Shift Dilleepan Sethupathi SenthuranДокумент1 страницаPP TA 2017: Day Shift Day Shift Day Shift Dilleepan Sethupathi SenthuranPaul PhiliphsОценок пока нет
- DoW Specificiations of Bolt Torqueing......Документ8 страницDoW Specificiations of Bolt Torqueing......Paul PhiliphsОценок пока нет
- Welding ElectrodeДокумент2 страницыWelding ElectrodePaul PhiliphsОценок пока нет
- Indian Space Research Organisation - WikipediaДокумент18 страницIndian Space Research Organisation - WikipediaPaul PhiliphsОценок пока нет
- Book-1 Blind ListДокумент44 страницыBook-1 Blind ListPaul PhiliphsОценок пока нет
- New Mowasat HospitalДокумент3 страницыNew Mowasat HospitalPaul PhiliphsОценок пока нет
- Shift ScheduleДокумент2 страницыShift SchedulePaul PhiliphsОценок пока нет
- Reconditioning of ValvesДокумент6 страницReconditioning of ValvesPaul PhiliphsОценок пока нет
- 4 Thermal Insulation AE-DEP-M-12 (Rev 03) PDFДокумент33 страницы4 Thermal Insulation AE-DEP-M-12 (Rev 03) PDFPaul PhiliphsОценок пока нет
- Location Thickness Type of LiningДокумент7 страницLocation Thickness Type of LiningPaul PhiliphsОценок пока нет
- Be Free PallivaluДокумент1 страницаBe Free PallivaluPaul PhiliphsОценок пока нет
- Location Thickness Type of LiningДокумент7 страницLocation Thickness Type of LiningPaul PhiliphsОценок пока нет
- BPCL Volume IIIДокумент196 страницBPCL Volume IIIPaul PhiliphsОценок пока нет
- Lattner HRT Power Plus Operations ManualДокумент42 страницыLattner HRT Power Plus Operations Manualsabir_munnaОценок пока нет
- Shakespeare Ubd Unit PlanДокумент16 страницShakespeare Ubd Unit Planapi-239477809Оценок пока нет
- Micron Serial NOR Flash Memory: 3V, Multiple I/O, 4KB Sector Erase N25Q256A FeaturesДокумент92 страницыMicron Serial NOR Flash Memory: 3V, Multiple I/O, 4KB Sector Erase N25Q256A FeaturesAEОценок пока нет
- Kbli 2017 - 1Документ50 страницKbli 2017 - 1Putri NadiaОценок пока нет
- The Exchange Student (Dedicated To Rotary International)Документ163 страницыThe Exchange Student (Dedicated To Rotary International)Nikita100% (1)
- Viva Questions For Even SemestersДокумент22 страницыViva Questions For Even SemestersSiddhanta DuttaОценок пока нет
- Request Please Only Students Who Are Willing To Join in Haryana in Any District Are Requested To Apply For JobДокумент2 страницыRequest Please Only Students Who Are Willing To Join in Haryana in Any District Are Requested To Apply For JobUdayan KarnatakОценок пока нет
- Airline and Airport Master - OdsДокумент333 страницыAirline and Airport Master - OdsGiri KumarОценок пока нет
- Va797h 15 Q 0019 A00001003Документ35 страницVa797h 15 Q 0019 A00001003Hugo GranadosОценок пока нет
- Comparative ApproachДокумент12 страницComparative ApproachSara WongОценок пока нет
- Congenital Abnormalities of The Female Reproductive TractДокумент14 страницCongenital Abnormalities of The Female Reproductive TractMary SheshiraОценок пока нет
- Monster Energy v. Jing - Counterfeit OpinionДокумент9 страницMonster Energy v. Jing - Counterfeit OpinionMark JaffeОценок пока нет
- Frankenstein ExtractДокумент1 страницаFrankenstein ExtractAnneОценок пока нет
- CPM Pert Multiple Choice Questions and AnswersДокумент2 страницыCPM Pert Multiple Choice Questions and Answersptarwatkar123Оценок пока нет
- 2-Amino-5-Aryl-2-Oxazolines.: (,ee TableДокумент7 страниц2-Amino-5-Aryl-2-Oxazolines.: (,ee TableChristopher HowellОценок пока нет
- Marketing Plan Potato Food TruckДокумент25 страницMarketing Plan Potato Food TruckAhasan h. ShuvoОценок пока нет
- IRDM Assignment-I PDFДокумент4 страницыIRDM Assignment-I PDFPiyush AggarwalОценок пока нет
- Pex 03 02Документ5 страницPex 03 02aexillis0% (1)
- Action Research Intervention in English 9Документ6 страницAction Research Intervention in English 9Rey Kris Joy ApatanОценок пока нет
- ACO 201 - (Section) - Spring 2021Документ8 страницACO 201 - (Section) - Spring 2021George BeainoОценок пока нет
- Banking Adbl EnglishДокумент74 страницыBanking Adbl Englishdevi ghimireОценок пока нет
- Stock Trak AssignmentДокумент4 страницыStock Trak AssignmentPat ParisiОценок пока нет
- Muscular System NotesДокумент6 страницMuscular System NotesZussette Corbita VingcoОценок пока нет
- Accessing Biodiversity and Sharing The BenefitsДокумент332 страницыAccessing Biodiversity and Sharing The BenefitsNelson MartínezОценок пока нет
- 329 Cryogenic Valves September 2016Документ8 страниц329 Cryogenic Valves September 2016TututSlengeanTapiSopanОценок пока нет
- Body Wash Base Guide Recipe PDFДокумент2 страницыBody Wash Base Guide Recipe PDFTanmay PatelОценок пока нет
- AI LabДокумент17 страницAI LabTripti JainОценок пока нет
- BestPractices PDFДокумент14 страницBestPractices PDFAnonymous tChrzngvОценок пока нет
- 4612 4621 Vitamin D Supplementation For Osteoporosis in Older AdultsДокумент10 страниц4612 4621 Vitamin D Supplementation For Osteoporosis in Older AdultsMohammedОценок пока нет
- LAC BrigadaДокумент6 страницLAC BrigadaRina Mae LopezОценок пока нет
- Well Control for Completions and InterventionsОт EverandWell Control for Completions and InterventionsРейтинг: 4 из 5 звезд4/5 (10)
- Advanced Production Decline Analysis and ApplicationОт EverandAdvanced Production Decline Analysis and ApplicationРейтинг: 3.5 из 5 звезд3.5/5 (4)
- Exposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle Against DuPontОт EverandExposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle Against DuPontРейтинг: 4.5 из 5 звезд4.5/5 (18)
- Art of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionОт EverandArt of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionРейтинг: 3 из 5 звезд3/5 (1)
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideОт EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideРейтинг: 2 из 5 звезд2/5 (1)
- Reduce, Reuse and Recycle : The Secret to Environmental Sustainability : Environment Textbooks | Children's Environment BooksОт EverandReduce, Reuse and Recycle : The Secret to Environmental Sustainability : Environment Textbooks | Children's Environment BooksОценок пока нет
- Casing and Liners for Drilling and Completion: Design and ApplicationОт EverandCasing and Liners for Drilling and Completion: Design and ApplicationРейтинг: 5 из 5 звезд5/5 (3)
- Asset Integrity Management for Offshore and Onshore StructuresОт EverandAsset Integrity Management for Offshore and Onshore StructuresОценок пока нет
- Waste: One Woman’s Fight Against America’s Dirty SecretОт EverandWaste: One Woman’s Fight Against America’s Dirty SecretРейтинг: 5 из 5 звезд5/5 (1)
- Internal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesОт EverandInternal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesРейтинг: 4 из 5 звезд4/5 (2)
- Asphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsОт EverandAsphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsОценок пока нет
- Principles of direct and superior responsibility in international humanitarian lawОт EverandPrinciples of direct and superior responsibility in international humanitarian lawОценок пока нет
- The Petroleum Engineering Handbook: Sustainable OperationsОт EverandThe Petroleum Engineering Handbook: Sustainable OperationsРейтинг: 3.5 из 5 звезд3.5/5 (5)
- Hydrocarbon Fluid Inclusions in Petroliferous BasinsОт EverandHydrocarbon Fluid Inclusions in Petroliferous BasinsОценок пока нет
- An Operations Guide to Safety and Environmental Management Systems (SEMS): Making Sense of BSEE SEMS RegulationsОт EverandAn Operations Guide to Safety and Environmental Management Systems (SEMS): Making Sense of BSEE SEMS RegulationsОценок пока нет