Вам также может понравиться
- CERTFICADO CALIDAD DE ARANDELA PLANA DE 20mmДокумент1 страницаCERTFICADO CALIDAD DE ARANDELA PLANA DE 20mmOperaciones AnsumetОценок пока нет
- Protocolo Dimensional de GroutiadoДокумент1 страницаProtocolo Dimensional de GroutiadoMiguel BaldeonОценок пока нет
- 275-WPS Smaw-05Документ1 страница275-WPS Smaw-05aztk777Оценок пока нет
- PQR HojaДокумент2 страницыPQR Hojacarlos caiza100% (1)
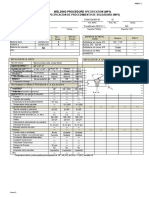
- WPS SMAW ASTM A36Документ3 страницыWPS SMAW ASTM A36ENDECOT SATОценок пока нет
- Reporte de Doblez INF - Wip-030-18Документ1 страницаReporte de Doblez INF - Wip-030-18Danfer De la CruzОценок пока нет
- Registro de Recepción de MaterialesДокумент1 страницаRegistro de Recepción de MaterialesJuan MontufarОценок пока нет
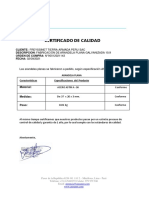
- BONN ENAPOL 650 HG VERDE RAL 6032 Lote 51200 PDFДокумент1 страницаBONN ENAPOL 650 HG VERDE RAL 6032 Lote 51200 PDFJorge Luis Raygada AzpilcuetaОценок пока нет
- Registro Preparacion Superficial Aplicacion de PinturaДокумент3 страницыRegistro Preparacion Superficial Aplicacion de PinturaHemyl LouОценок пока нет
- Inspección Del AceroДокумент2 страницыInspección Del Acerodante100% (1)
- Inspeccion - Registro de Inspección de Torque de PernosДокумент1 страницаInspeccion - Registro de Inspección de Torque de PernosFRANCO CHAVEZОценок пока нет
- Registro de Pintura ANILLO AДокумент2 страницыRegistro de Pintura ANILLO AJavier GomezОценок пока нет
- Protocolo de PinturaДокумент6 страницProtocolo de PinturaHenry GonzalezОценок пока нет
- IGL-DIM-002 - Reporte Dim 4 Bridas Slip On 36pulgДокумент2 страницыIGL-DIM-002 - Reporte Dim 4 Bridas Slip On 36pulgGerman DiBaccoОценок пока нет
- Reg-Tal-009 Lista de Soldadores Calificados (WPQR)Документ1 страницаReg-Tal-009 Lista de Soldadores Calificados (WPQR)Francisco ImazОценок пока нет
- Lista de SoldadoresДокумент2 страницыLista de SoldadoresMau Atenas PerezОценок пока нет
- Procedimiento de Inspeccion DimensionalДокумент4 страницыProcedimiento de Inspeccion DimensionalCesar Cruz Romero100% (1)
- WPS - Smaw-3gДокумент1 страницаWPS - Smaw-3gAlmagesto Quenaya100% (1)
- Flujo Gestion de CambiosДокумент2 страницыFlujo Gestion de CambiosPeter PittmanОценок пока нет
- Protocolo Control DimensionalДокумент1 страницаProtocolo Control DimensionalSteven BenitesОценок пока нет
- Registro de OperacionesДокумент1 страницаRegistro de OperacionesAnonymous 5JDy895zОценок пока нет
- Fabricacion 001 Inspeccion VisualДокумент20 страницFabricacion 001 Inspeccion Visualsam.blanco.j100% (1)
- Formato para La Especificacion Del Procedimiento de Soldadura Wps JavierДокумент9 страницFormato para La Especificacion Del Procedimiento de Soldadura Wps Javierjavier conde100% (1)
- Felix Mariño Desktop 7gmnvik 2Документ4 страницыFelix Mariño Desktop 7gmnvik 2GerardoYanezОценок пока нет
- ASCOOSPETROL SGC F END VT 01 Inspeccion Visual de SoldaduraДокумент1 страницаASCOOSPETROL SGC F END VT 01 Inspeccion Visual de SoldaduraJorge Enrique Montes CabreraОценок пока нет
- Formato WpsДокумент2 страницыFormato WpsDaniel Campos100% (1)
- Formato WPSДокумент4 страницыFormato WPSJulián Jair Cadena SánchezОценок пока нет
- Registro de rastreabilidad de juntas soldadas spool medición contugasДокумент1 страницаRegistro de rastreabilidad de juntas soldadas spool medición contugasAnonymous 6LwW4qi6TiОценок пока нет
- Welding BookДокумент2 страницыWelding Bookmarco antonio ramos melendez100% (1)
- Plantilla para Prueba VacíoДокумент2 страницыPlantilla para Prueba VacíoJaime Vera100% (2)
- PROCEDIMIENTO DE REPARACIÓN Y EMPALME DE TUBERÍA DE GAS DE 10Документ11 страницPROCEDIMIENTO DE REPARACIÓN Y EMPALME DE TUBERÍA DE GAS DE 10Francisco Valiente0% (1)
- Informe Calificacion Soldadores Fcaw SologДокумент6 страницInforme Calificacion Soldadores Fcaw Sologbetokar0% (1)
- Nivelación residencial Las TorresДокумент2 страницыNivelación residencial Las TorresRosa fcОценок пока нет
- Procedimiento de Inspeccion VisualДокумент6 страницProcedimiento de Inspeccion VisualDavid Luis Cantando CancionesОценок пока нет
- Evidencia 3for Mato para La Especificación Del Procedimiento de Soldadura (WPS)Документ9 страницEvidencia 3for Mato para La Especificación Del Procedimiento de Soldadura (WPS)GABRIELA RODRIGUEZОценок пока нет
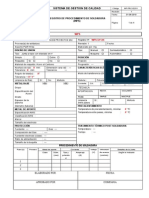
- Formato WpsДокумент1 страницаFormato WpsGILBERTH URREAОценок пока нет
- Registro de Liquidos Penetrantes - InG - CMII - 005Документ8 страницRegistro de Liquidos Penetrantes - InG - CMII - 005Luis Alexander Cristobal UbaldoОценок пока нет
- PR-CC-003 Control Dimensional en El ArmadoДокумент8 страницPR-CC-003 Control Dimensional en El Armadomecanicquique100% (1)
- Tigfil 199 PDFДокумент1 страницаTigfil 199 PDFAlvaro Cueva ZuñigaОценок пока нет
- Mantenimiento de antena en LimaДокумент6 страницMantenimiento de antena en LimaChristian Joseph Mayo EspinozaОценок пока нет
- Foro Tematico Semana2Документ2 страницыForo Tematico Semana2Roberto BriseñoОценок пока нет
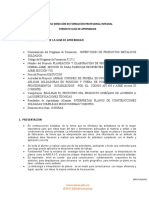
- Proceso Dirección de Formación Profesional Integral Formato Guía de AprendizajeДокумент11 страницProceso Dirección de Formación Profesional Integral Formato Guía de AprendizajeIVAN DARIO BENITEZ PIANDAОценок пока нет
- 29 Procedimiento para El Armado y Soldadura de Tubería y Prueba Hidrostática PDFДокумент9 страниц29 Procedimiento para El Armado y Soldadura de Tubería y Prueba Hidrostática PDFDelfin CastañosОценок пока нет
- WPQ Ac (Gmaw)Документ1 страницаWPQ Ac (Gmaw)Mauricio ObrequeОценок пока нет
- WPQ COPIA 6g CALIFICACIONДокумент1 страницаWPQ COPIA 6g CALIFICACIONCarlos Juan Quispe Martinez100% (1)
- Cuadro Conclusiones SoldaduraДокумент8 страницCuadro Conclusiones SoldaduraJavier Ramírez Vera100% (1)
- Gestión calidad soldaduraДокумент4 страницыGestión calidad soldaduraRodrigo Salinas100% (2)
- 11 Elaboración de Procedimientos de Soldadura WPS y CalificaciónДокумент4 страницы11 Elaboración de Procedimientos de Soldadura WPS y CalificaciónArmando Huachua BarrientosОценок пока нет
- Control de Espesor de PinturaДокумент2 страницыControl de Espesor de PinturaAlvaro Paz Briceño100% (1)
- Tolerancias DimensionalesДокумент4 страницыTolerancias DimensionalesJoni FdОценок пока нет
- Calibración equipos soldaduraДокумент1 страницаCalibración equipos soldaduraLuis JavierОценок пока нет
- 001 SGC-QC-03 Control DimencionalДокумент1 страница001 SGC-QC-03 Control DimencionalleonardoОценок пока нет
- Procedimiento de Aplicacion de Soldaduras v2Документ12 страницProcedimiento de Aplicacion de Soldaduras v2Marlon Humberto Navarro AltamarОценок пока нет
- Especificación de procedimiento de soldadura SMAW para bridas según norma AWS D1.1Документ1 страницаEspecificación de procedimiento de soldadura SMAW para bridas según norma AWS D1.1Luis SotoОценок пока нет
- Taller Codigo AWS D1.1 - 2010Документ6 страницTaller Codigo AWS D1.1 - 2010Williy126Оценок пока нет
- Procedimiento de Enderezado de EstructuraДокумент7 страницProcedimiento de Enderezado de EstructuraJesus CacharucoОценок пока нет
- Procedimiento Soldadura Api1104Документ20 страницProcedimiento Soldadura Api1104Julio AlcantaraОценок пока нет
- Instalacion de Pernos de Anclaje AutotransformadorДокумент1 страницаInstalacion de Pernos de Anclaje AutotransformadorManuel Alejandro Femenias AvendañoОценок пока нет
- Soldadura Presencial Ppt-1Документ200 страницSoldadura Presencial Ppt-1Denìs Espinoza ReyesОценок пока нет
- Conceptos básicos de soldaduraДокумент140 страницConceptos básicos de soldaduraDrk Omar100% (1)
- Diseño, Construcción y Funcionamiento de Un Sistema de Captación de Humos de Soldadura PDFДокумент1 страницаDiseño, Construcción y Funcionamiento de Un Sistema de Captación de Humos de Soldadura PDFElmar CuellarОценок пока нет
- Acero Inox en ConstruccionДокумент28 страницAcero Inox en ConstruccionaviallerОценок пока нет
- T-3-5-Rev 0 PDFДокумент44 страницыT-3-5-Rev 0 PDFElmar CuellarОценок пока нет
- T-3-10-Rev 1Документ66 страницT-3-10-Rev 1Elmar CuellarОценок пока нет
- T-3-2-Rev 1 PDFДокумент55 страницT-3-2-Rev 1 PDFElmar CuellarОценок пока нет
- T-3-9-Rev 1Документ69 страницT-3-9-Rev 1Elmar CuellarОценок пока нет
- T-3-3-Rev 1Документ32 страницыT-3-3-Rev 1Elmar CuellarОценок пока нет
- Introduccion A Los Procesos de Soldadura01 PDFДокумент20 страницIntroduccion A Los Procesos de Soldadura01 PDFElmar CuellarОценок пока нет
- Costos en Los Procesos de Rectificado PDFДокумент60 страницCostos en Los Procesos de Rectificado PDFElmar Cuellar100% (1)
- T-3-4-Rev 1Документ59 страницT-3-4-Rev 1Elmar CuellarОценок пока нет
- Uniones soldadas de armaduras de aceroДокумент29 страницUniones soldadas de armaduras de aceroElmar CuellarОценок пока нет
- T-3-5-Rev 0 PDFДокумент44 страницыT-3-5-Rev 0 PDFElmar CuellarОценок пока нет
- T-3-8-Rev 1 PDFДокумент64 страницыT-3-8-Rev 1 PDFElmar CuellarОценок пока нет
- T-3-9-Rev 1Документ69 страницT-3-9-Rev 1Elmar CuellarОценок пока нет
- T-3-8-Rev 1 PDFДокумент64 страницыT-3-8-Rev 1 PDFElmar CuellarОценок пока нет
- T-3-6-Rev 1Документ71 страницаT-3-6-Rev 1Elmar CuellarОценок пока нет
- T-3-10-Rev 1Документ66 страницT-3-10-Rev 1Elmar CuellarОценок пока нет
- Calculo de Uniones Soldadas 3-7Документ52 страницыCalculo de Uniones Soldadas 3-7ricardodelatorre100% (1)
- T-3-1-Rev 1Документ37 страницT-3-1-Rev 1teklador123456Оценок пока нет
- T-3-8-Rev 1 PDFДокумент64 страницыT-3-8-Rev 1 PDFElmar CuellarОценок пока нет
- T-3-4-Rev 1Документ59 страницT-3-4-Rev 1Elmar CuellarОценок пока нет
- Calculo de Uniones Soldadas 3-7Документ52 страницыCalculo de Uniones Soldadas 3-7ricardodelatorre100% (1)
- T-3-6-Rev 1Документ71 страницаT-3-6-Rev 1Elmar CuellarОценок пока нет
- T-3-6-Rev 1Документ71 страницаT-3-6-Rev 1Elmar CuellarОценок пока нет
- T-3-2-Rev 1 PDFДокумент55 страницT-3-2-Rev 1 PDFElmar CuellarОценок пока нет
- T-3-4-Rev 1Документ59 страницT-3-4-Rev 1Elmar CuellarОценок пока нет
- T-3-5-Rev 0 PDFДокумент44 страницыT-3-5-Rev 0 PDFElmar CuellarОценок пока нет
- T-3-3-Rev 1Документ32 страницыT-3-3-Rev 1Elmar CuellarОценок пока нет
- Uniones soldadas de armaduras de aceroДокумент29 страницUniones soldadas de armaduras de aceroElmar CuellarОценок пока нет
- T-3-12-Rev 1 PDFДокумент36 страницT-3-12-Rev 1 PDFElmar CuellarОценок пока нет
- C71a Ce90 L1 AruhuancaДокумент7 страницC71a Ce90 L1 AruhuancadaruhuancaОценок пока нет
- Comparación del diseño de muros de corte de mampostería bajo los requisitos del CSCR02 y del CSCR10Документ10 страницComparación del diseño de muros de corte de mampostería bajo los requisitos del CSCR02 y del CSCR10Mega Estructuras100% (1)
- Informe 3 ..Filosofia de Los Puentes en El PeruДокумент14 страницInforme 3 ..Filosofia de Los Puentes en El Peruruth karina aguirre mendietaОценок пока нет
- Sistema de Particulas 2022-2Документ17 страницSistema de Particulas 2022-2Rolando Lozano CusiОценок пока нет
- Concreto ArmandoДокумент21 страницаConcreto ArmandoLuisinho HerreraОценок пока нет
- Contracción de LorentzДокумент2 страницыContracción de LorentzEddy Caceres CHuraОценок пока нет
- Balance de Masa y Energia para La Extraccion de Aceites EsencialesДокумент9 страницBalance de Masa y Energia para La Extraccion de Aceites EsencialesRobby RobitzhitoОценок пока нет
- Diseño Albañileria Ing. Rosas.Документ12 страницDiseño Albañileria Ing. Rosas.Alonso RSОценок пока нет
- Determinación de La Constante Universal de Los Gases (R) y El Volumen Molar de Un GasДокумент28 страницDeterminación de La Constante Universal de Los Gases (R) y El Volumen Molar de Un GasMARIA FERNANDA CARO FONSECAОценок пока нет
- Viga Cantilever Fatiga 1 .1Документ6 страницViga Cantilever Fatiga 1 .1kyorlleОценок пока нет
- ENERGÍAДокумент26 страницENERGÍAElioAguilarFLoresОценок пока нет
- Lista Chasis - Consumos - ActДокумент11 страницLista Chasis - Consumos - ActMariano CastilloОценок пока нет
- Informe Práctica Nº6 Péndulo FísicoДокумент9 страницInforme Práctica Nº6 Péndulo FísicoKeidy Mayerli Cortes RozoОценок пока нет
- NTN - Rodamiento de Bolas y de RodillosДокумент27 страницNTN - Rodamiento de Bolas y de RodillosJesus AbastoОценок пока нет
- Secado Teoria PDFДокумент27 страницSecado Teoria PDFJorge Andres Fonseca CobosОценок пока нет
- Osc - Prob 11-2020 PDFДокумент2 страницыOsc - Prob 11-2020 PDFTiki PobleteОценок пока нет
- IBIO2415 Tarea 1 - Primera Ley de La TermodinámicaДокумент2 страницыIBIO2415 Tarea 1 - Primera Ley de La TermodinámicaMario Joel Pallo CosquilloОценок пока нет
- FICHA TECNICA TIPO PEDESTAL TRIFASICO 1000 KVA PROLECДокумент2 страницыFICHA TECNICA TIPO PEDESTAL TRIFASICO 1000 KVA PROLECoscar monroyОценок пока нет
- Resumen Curso Lubricación IIДокумент19 страницResumen Curso Lubricación IIpablo macayaОценок пока нет
- Taller 2Документ5 страницTaller 2Karen Pulido100% (1)
- Libro Diseno de Servicios Auxiliares CA-CC - CAEДокумент187 страницLibro Diseno de Servicios Auxiliares CA-CC - CAECarlos CastellonОценок пока нет
- Zonas ClimáticasДокумент8 страницZonas ClimáticasMariannys Aguilera JimenezОценок пока нет
- MFL67086812 01 220726 WEB SpanishДокумент51 страницаMFL67086812 01 220726 WEB SpanishJuanCarlos AriasОценок пока нет
- Problemario de HumidificaciónДокумент2 страницыProblemario de Humidificacióncarlos ignacio100% (1)
- Flujo Externo - Problemas ResueltosДокумент4 страницыFlujo Externo - Problemas ResueltosAlex Porro Seclen100% (2)
- TALLER FouresДокумент6 страницTALLER FouresAlejandra MorenoОценок пока нет
- Kpro-Tech-Book en EsДокумент11 страницKpro-Tech-Book en EsCristian Alejandro SalvatierraОценок пока нет
- Calor y temperatura: conceptos claveДокумент24 страницыCalor y temperatura: conceptos claveAdolfo QuenallataОценок пока нет
- Solucionario de QuimicaДокумент5 страницSolucionario de Quimicaana luciaОценок пока нет
- 9 - CristaloquimicaДокумент5 страниц9 - CristaloquimicaPedro ParamoОценок пока нет