Вам также может понравиться
- Power Capacitors DesignДокумент41 страницаPower Capacitors DesignDarko PanduricОценок пока нет
- Imagining the Nation in Nature: Landscape Preservation and German Identity, 1885–1945От EverandImagining the Nation in Nature: Landscape Preservation and German Identity, 1885–1945Оценок пока нет
- BS en 764-1-2004 Terminology - Pressure, Temperature, VolumeДокумент18 страницBS en 764-1-2004 Terminology - Pressure, Temperature, VolumemarkodzajicОценок пока нет
- Research of William Wells at HarvardДокумент10 страницResearch of William Wells at HarvardARGHA MANNAОценок пока нет
- 01 BRABB - 01 - Introduction To SA V1 PDFДокумент20 страниц01 BRABB - 01 - Introduction To SA V1 PDFRajnarayan KarmakerОценок пока нет
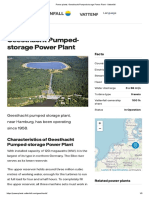
- Power Plants - Geesthacht Pumped-Storage Power Plant - VattenfallДокумент3 страницыPower Plants - Geesthacht Pumped-Storage Power Plant - VattenfallIOANNIS KANAVOSОценок пока нет
- Halbach Magnet StudyДокумент6 страницHalbach Magnet StudymerrickОценок пока нет
- Teutonia Astrolabic MapДокумент1 страницаTeutonia Astrolabic Mapandrewsefron23Оценок пока нет
- Risk Management at EnronДокумент28 страницRisk Management at Enronbim_durОценок пока нет
- New Energy Technology in The Berlin Brandenburg CA Eng 141668Документ6 страницNew Energy Technology in The Berlin Brandenburg CA Eng 141668Septian IndraОценок пока нет
- ETAP Project Summary ReportДокумент3 страницыETAP Project Summary ReportHasnan HabibiОценок пока нет
- Block Flow Diagram of Biomass Heat Recovery Steam Generation ProcessДокумент5 страницBlock Flow Diagram of Biomass Heat Recovery Steam Generation ProcessLuqman SaidОценок пока нет
- Me BДокумент2 страницыMe BArun SОценок пока нет
- Cristian Athanasovici Kawasaki PDFДокумент25 страницCristian Athanasovici Kawasaki PDFRdy SimangunsongОценок пока нет
- Case Study-Cost AccountingДокумент20 страницCase Study-Cost AccountingribeiroluizrОценок пока нет
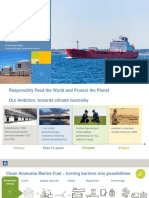
- Clean Ammonia Marine Fuel: Rob StevensДокумент8 страницClean Ammonia Marine Fuel: Rob StevenstavgimtbmzlggkqzmvОценок пока нет
- 05 ABB Stein+GulbrandsøyДокумент32 страницы05 ABB Stein+GulbrandsøyCharly2014Оценок пока нет
- GECS Vortrag PDFДокумент64 страницыGECS Vortrag PDFObm BandОценок пока нет
- 2 Financial Report 30 June 20162Документ1 страница2 Financial Report 30 June 20162WazzupWorldОценок пока нет
- S2D300-BP02-35 Datasheet Distribuidor EbmpapstДокумент6 страницS2D300-BP02-35 Datasheet Distribuidor EbmpapstMateus MendonçaОценок пока нет
- Tugas Etap-6 Garut - SummaryДокумент3 страницыTugas Etap-6 Garut - SummaryHasnan HabibiОценок пока нет
- Tugas Etap-6 Garut - SummaryДокумент3 страницыTugas Etap-6 Garut - SummaryHasnan HabibiОценок пока нет
- Power Transmission and Distribution DevelopmentsДокумент11 страницPower Transmission and Distribution Developmentsboedak korporatОценок пока нет
- S6D800 Af05 03Документ6 страницS6D800 Af05 03El PestoОценок пока нет
- DC Collector Grid Configurations For Large Photovoltaic Parks - (Paper-Siddique-2013)Документ10 страницDC Collector Grid Configurations For Large Photovoltaic Parks - (Paper-Siddique-2013)hmitlarОценок пока нет
- RiG DFG Chemistry 2018Документ17 страницRiG DFG Chemistry 2018jimОценок пока нет
- Kompatible Partner - Compatible PartnerДокумент2 страницыKompatible Partner - Compatible Partnerdidi-gamsbichlerОценок пока нет
- Transformer Life CycleДокумент53 страницыTransformer Life CycleTaher El NoamanОценок пока нет
- SISHIP ECO PROP Siemens CMuellerДокумент21 страницаSISHIP ECO PROP Siemens CMuellerrhandalfОценок пока нет
- Ic004 Alpha Halbhydrat Aglm 1117 Eng ScreenДокумент1 страницаIc004 Alpha Halbhydrat Aglm 1117 Eng ScreenMostafa Hussein AbdouОценок пока нет
- Fire Protection System For Large Chem Storage - Mohammed Al MujainiДокумент22 страницыFire Protection System For Large Chem Storage - Mohammed Al MujainiVeera ManiОценок пока нет
- Circuit Diagram 2647035 - enДокумент322 страницыCircuit Diagram 2647035 - enJonnas SouzaОценок пока нет
- New Barrier Seal Improves U.K. Compressor ReliabilityДокумент2 страницыNew Barrier Seal Improves U.K. Compressor ReliabilityMadjid HernandezОценок пока нет
- Bitcoin Power DesignДокумент3 страницыBitcoin Power DesignLalo OrtaОценок пока нет
- Asigurarea Calitatii Serviciului de Alimentare Cu Energie Electrica Laborator Nr. 3 Rolul Statiilor Electrice in Sistemele Electroenergetice. Statii CompacteДокумент43 страницыAsigurarea Calitatii Serviciului de Alimentare Cu Energie Electrica Laborator Nr. 3 Rolul Statiilor Electrice in Sistemele Electroenergetice. Statii CompacteDragos RaducanОценок пока нет
- Baterias HOPPECKE 12V 150Документ2 страницыBaterias HOPPECKE 12V 150Alejandro SanchezОценок пока нет
- Tourist Guide: SolothurnДокумент40 страницTourist Guide: Solothurngopal06Оценок пока нет
- Webex Nr12Документ35 страницWebex Nr12Carlos VandréОценок пока нет
- Anexo 1 Forma AДокумент7 страницAnexo 1 Forma AFelipeОценок пока нет
- Energy Information System Management 2023Документ45 страницEnergy Information System Management 2023Aaqil cassimОценок пока нет
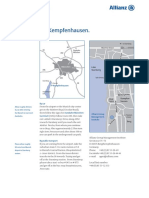
- How To Get To Kempfenhausen.: Allianz Group Management InstituteДокумент1 страницаHow To Get To Kempfenhausen.: Allianz Group Management Institutegody0405Оценок пока нет
- Sh2 Lau Abb Ele Doc 0015 Green Op1 Rev eДокумент107 страницSh2 Lau Abb Ele Doc 0015 Green Op1 Rev eАлександр АлександрОценок пока нет
- S4d350an0830 EngДокумент6 страницS4d350an0830 EngAdemar FukeОценок пока нет
- AMP 16 028 BRO Erdkabel EN 170614Документ38 страницAMP 16 028 BRO Erdkabel EN 170614rsantanaОценок пока нет
- Soluciones Tecnologicas Produccion Sustentable H2 MarkusBohm SiemensДокумент17 страницSoluciones Tecnologicas Produccion Sustentable H2 MarkusBohm SiemensMiguel Angel PalmaОценок пока нет
- The Fossil-Fired Power Plants of EnBWДокумент55 страницThe Fossil-Fired Power Plants of EnBWgakgukОценок пока нет
- Ebook Free Studies in GermanyДокумент26 страницEbook Free Studies in GermanyAditya MishraОценок пока нет
- Sheet3 SUBSTATIONДокумент1 страницаSheet3 SUBSTATIONAceriel VillanuevaОценок пока нет
- Tender Sub Fi5Документ540 страницTender Sub Fi5Tarik KrivokapaОценок пока нет
- Chapter 17 - Fuel CellsДокумент70 страницChapter 17 - Fuel Cellsimaduddien ariefa100% (1)
- Integrated Annual Report 2019: Excluding The Notes and The Declaration of Corporate ManagementДокумент153 страницыIntegrated Annual Report 2019: Excluding The Notes and The Declaration of Corporate ManagementRokovОценок пока нет
- After Sales Services Expertise for Power Plants and IndustryДокумент5 страницAfter Sales Services Expertise for Power Plants and IndustryTC Capulcu Mustafa MОценок пока нет
- AC Axial Fan: W4D350-CA06-14Документ6 страницAC Axial Fan: W4D350-CA06-14fivep29121Оценок пока нет
- 02 HRSG in power plantsДокумент14 страниц02 HRSG in power plantsMohamed AbdelbadieОценок пока нет
- GA Drawings ForДокумент12 страницGA Drawings ForSANJAY PRAKASHОценок пока нет
- Kansas City Deaerator Co.'s experience in spray tray and deaerator designДокумент2 страницыKansas City Deaerator Co.'s experience in spray tray and deaerator designProjects0% (1)
- Megane General Electrical LayoutДокумент9 страницMegane General Electrical LayoutALI REZAОценок пока нет
- 7 Solar EnergyДокумент47 страниц7 Solar EnergyAida Domingo LosaОценок пока нет
- Plant Offer PDFДокумент6 страницPlant Offer PDFgabrielgradinaruОценок пока нет
- Reference Case Hell EnergyДокумент2 страницыReference Case Hell EnergyGeorgeОценок пока нет
- Grid StabilityДокумент18 страницGrid StabilitysriramojОценок пока нет
- Technical Paper - M.Hassan Ejaz - Switching Transient of EHV Shunt ReactorДокумент12 страницTechnical Paper - M.Hassan Ejaz - Switching Transient of EHV Shunt ReactorHassan EjazОценок пока нет
- Drawings of Door and WindowsДокумент27 страницDrawings of Door and WindowsmarkodzajicОценок пока нет
- Tabela Povuceni Standardi SRPS 2010Документ29 страницTabela Povuceni Standardi SRPS 2010markodzajicОценок пока нет
- Kung Lung WP26-12Документ2 страницыKung Lung WP26-12markodzajicОценок пока нет
- Vrb-S11-Gof-000-C Content-3.6.1Документ2 страницыVrb-S11-Gof-000-C Content-3.6.1markodzajicОценок пока нет
- JR Biomass 2012Документ35 страницJR Biomass 2012markodzajicОценок пока нет
- Tbi09 07Документ11 страницTbi09 07markodzajicОценок пока нет
- Tbi09 07Документ11 страницTbi09 07markodzajicОценок пока нет
- Gu Abbedelepeech00holyДокумент76 страницGu Abbedelepeech00holymarkodzajicОценок пока нет
- Co-Combustion of Biomass in CHP-PlantsДокумент44 страницыCo-Combustion of Biomass in CHP-PlantsmarkodzajicОценок пока нет
- AMEP Bonus Content Chapter PDFДокумент28 страницAMEP Bonus Content Chapter PDFOLiveira Adão FilhoОценок пока нет
- Substantial Biomass Co-Firing in Dutch Coal Fired Power StationsДокумент16 страницSubstantial Biomass Co-Firing in Dutch Coal Fired Power StationsmarkodzajicОценок пока нет
- Muyang Mixing TechnologyДокумент56 страницMuyang Mixing Technologymarkodzajic100% (2)
- 2 2 7Документ30 страниц2 2 7markodzajicОценок пока нет
- JR Biomass 2012Документ35 страницJR Biomass 2012markodzajicОценок пока нет
- 1451 37490301031BДокумент11 страниц1451 37490301031BEmir MujićОценок пока нет
- Flow DiagramДокумент1 страницаFlow DiagrammarkodzajicОценок пока нет
- Torrefaction-Based BO - Technology For Biomass Upgrading Into Commodity Solid Fuel. Pilot-Scale Testing and DemonstrationДокумент10 страницTorrefaction-Based BO - Technology For Biomass Upgrading Into Commodity Solid Fuel. Pilot-Scale Testing and DemonstrationmarkodzajicОценок пока нет
- AdsДокумент5 страницAdsmarkodzajicОценок пока нет
- Strategies and Activities of EnBW in the Biomass SectorДокумент19 страницStrategies and Activities of EnBW in the Biomass SectormarkodzajicОценок пока нет
- Pellet Mill Selection and Pelleting TechnologyДокумент66 страницPellet Mill Selection and Pelleting Technologymarkodzajic100% (1)
- Was It A MurderДокумент7 страницWas It A MurdermarkodzajicОценок пока нет
- Insulation Boiler MembranwallДокумент1 страницаInsulation Boiler MembranwallmarkodzajicОценок пока нет
- Learning Serbian/English by Asking QuestionsДокумент7 страницLearning Serbian/English by Asking QuestionsmarkodzajicОценок пока нет
- Bonding in coordination compoundsДокумент65 страницBonding in coordination compoundsHitesh vadherОценок пока нет
- Study Quran Online - The Online Quran Teaching Academy UK - QutorДокумент9 страницStudy Quran Online - The Online Quran Teaching Academy UK - QutorQutor co ukОценок пока нет
- Self-Learning Module in General Chemistry 1 LessonДокумент9 страницSelf-Learning Module in General Chemistry 1 LessonGhaniella B. JulianОценок пока нет
- OV2640DSДокумент43 страницыOV2640DSLuis Alberto MОценок пока нет
- Putri KartikaДокумент17 страницPutri KartikaRamotSilabanОценок пока нет
- PH Miracle Complete Whole Body Alkalizing Program-1201724Документ20 страницPH Miracle Complete Whole Body Alkalizing Program-1201724joao carlos100% (1)
- DMDPrework QuizДокумент5 страницDMDPrework Quizjunpe- yuutoОценок пока нет
- Arcelor Mittal - Bridges PDFДокумент52 страницыArcelor Mittal - Bridges PDFShamaОценок пока нет
- Special Proceedings Case DigestДокумент14 страницSpecial Proceedings Case DigestDyan Corpuz-Suresca100% (1)
- Book 7 More R-Controlled-VowelsДокумент180 страницBook 7 More R-Controlled-VowelsPolly Mark100% (1)
- KS4 Higher Book 1 ContentsДокумент2 страницыKS4 Higher Book 1 ContentsSonam KhuranaОценок пока нет
- Performance of a Pelton WheelДокумент17 страницPerformance of a Pelton Wheellimakupang_matОценок пока нет
- BL3B User Manual PDFДокумент142 страницыBL3B User Manual PDFRandy VanegasОценок пока нет
- Online Music QuizДокумент3 страницыOnline Music QuizGiang VõОценок пока нет
- Control Systems Engineering by S C Goyal U A Bakshi PDFДокумент3 страницыControl Systems Engineering by S C Goyal U A Bakshi PDFShubham SinghОценок пока нет
- Ford 30 V600Документ7 страницFord 30 V60008088338Оценок пока нет
- Liu030 Nepal Bans Solo Mountain ClimbersДокумент2 страницыLiu030 Nepal Bans Solo Mountain Climberssanti.miranda.parrillaОценок пока нет
- Cisco Lab 2.2.4.3Документ5 страницCisco Lab 2.2.4.3vcx100100% (6)
- Ohta, Honey Ren R. - Activity 7.2 (Reflection Agriculture and Religion)Документ5 страницOhta, Honey Ren R. - Activity 7.2 (Reflection Agriculture and Religion)honey ohtaОценок пока нет
- Wei Et Al 2016Документ7 страницWei Et Al 2016Aline HunoОценок пока нет
- Edexcel A2 Biology 6BI06Документ7 страницEdexcel A2 Biology 6BI06abhayОценок пока нет
- PLJ-8LED Manual Translation enДокумент13 страницPLJ-8LED Manual Translation enandrey100% (2)
- Checklist For Mold RemediationДокумент2 страницыChecklist For Mold Remediation631052Оценок пока нет
- 2.5L ENGINE Chevy Tracker 1999Документ580 страниц2.5L ENGINE Chevy Tracker 1999andres german romeroОценок пока нет
- 4th Summative Test Science 6Документ5 страниц4th Summative Test Science 6ANNALIZA FIECASОценок пока нет
- 1 s2.0 S0959652619316804 MainДокумент11 страниц1 s2.0 S0959652619316804 MainEmma RouyreОценок пока нет
- Raptor SQ2804 Users Manual English v2.12Документ68 страницRaptor SQ2804 Users Manual English v2.12JaimeОценок пока нет
- FIDIC delay and disruption standardsДокумент7 страницFIDIC delay and disruption standardsMohammad FayazОценок пока нет
- List of DEA SoftwareДокумент12 страницList of DEA SoftwareRohit MishraОценок пока нет