Вам также может понравиться
- How A Capacitor Really WorksДокумент38 страницHow A Capacitor Really Worksmikrovolt100% (3)
- Geoengineering U.S. Patent List (HAARP) - July 2014Документ8 страницGeoengineering U.S. Patent List (HAARP) - July 2014Brenda Herring100% (1)
- A Plasma Universe With Zero Point EnergyДокумент30 страницA Plasma Universe With Zero Point EnergyFrank Raven100% (2)
- Pantone in BurnerДокумент132 страницыPantone in BurnerkarakondjoОценок пока нет
- Plasma Arc Cutting: University of Kuala Lumpur - Malaysia France InstituteДокумент6 страницPlasma Arc Cutting: University of Kuala Lumpur - Malaysia France InstituteKamarul NizamОценок пока нет
- Wind TunnelsДокумент240 страницWind TunnelsBernardo Pereira100% (4)
- Plasma (Physics)Документ14 страницPlasma (Physics)Shubham BansalОценок пока нет
- Abrasive Jet and Water Jet Machining Mp2Документ50 страницAbrasive Jet and Water Jet Machining Mp2Drew LadlowОценок пока нет
- Harold Aspden - Power From Space: The Correa InventionДокумент45 страницHarold Aspden - Power From Space: The Correa InventionSonyRedОценок пока нет
- Lapping, Honing and BroachingДокумент59 страницLapping, Honing and Broachingsai leena100% (2)
- Models - Plasma.inplane Microwave PlasmaДокумент24 страницыModels - Plasma.inplane Microwave PlasmaSai Santhosh ManepallyОценок пока нет
- Thermal Plasma Torches and Technologies - Vol.1 - Plasma Torches. Basic Studies and Design (O. P. Solonenko 2003)Документ397 страницThermal Plasma Torches and Technologies - Vol.1 - Plasma Torches. Basic Studies and Design (O. P. Solonenko 2003)Abir AbouraОценок пока нет
- 2010 Low Temperature Plasma Modeling & SimulationДокумент100 страниц2010 Low Temperature Plasma Modeling & SimulationpresledovatelОценок пока нет
- Abrasive Flow Machining-1Документ9 страницAbrasive Flow Machining-1Agnivesh SharmaОценок пока нет
- Abrasive Flow MachiningДокумент4 страницыAbrasive Flow MachiningAnonymous dL8dsCncОценок пока нет
- Abrasive Flow MachningДокумент27 страницAbrasive Flow Machningraj2avinashОценок пока нет
- Abrasive Flow Machining AFM An OverviewДокумент10 страницAbrasive Flow Machining AFM An OverviewAntin Aquil RajОценок пока нет
- AFMpptДокумент9 страницAFMpptbt21107002 Khushi YadavОценок пока нет
- Abrasive Flow MachiningДокумент21 страницаAbrasive Flow MachiningnidhidarklordОценок пока нет
- Abrasive Flow Machining: Process Principle, Parameters and CapabilitiesДокумент19 страницAbrasive Flow Machining: Process Principle, Parameters and CapabilitiesAnuj ThakkarОценок пока нет
- Advanced Finishing ProcessesДокумент23 страницыAdvanced Finishing ProcessesADWAITH G SОценок пока нет
- Abrasive Flow Machining: An Area Seeking For Improvement: Rajendra Baraiya, Vivek Jain, Dheeraj GuptaДокумент9 страницAbrasive Flow Machining: An Area Seeking For Improvement: Rajendra Baraiya, Vivek Jain, Dheeraj GuptaAnbarasu AthimoolamОценок пока нет
- Abrasive Flow MachiningДокумент27 страницAbrasive Flow MachiningKAMALJEET SINGHОценок пока нет
- AFM Schematic DiagramДокумент6 страницAFM Schematic Diagramraj2avinashОценок пока нет
- Abrasive Flow MachiningДокумент12 страницAbrasive Flow MachiningfhjОценок пока нет
- Advanced Material Removal Processes LectureДокумент6 страницAdvanced Material Removal Processes LectureRadha KrishnaОценок пока нет
- CH 4 MachiningДокумент18 страницCH 4 MachiningAbreham DerejeОценок пока нет
- USM IntroductionДокумент28 страницUSM IntroductionPuqing JiangОценок пока нет
- Abrasive Flow Machining (AFM)Документ21 страницаAbrasive Flow Machining (AFM)Abhishek KumarОценок пока нет
- Advanced Fine Finishing ProcessesДокумент16 страницAdvanced Fine Finishing Processesnag_rockstar100% (1)
- Magneto Abrasive Flow Machining 2019-20: Department of Mechanical Engineering, VCET, PutturДокумент10 страницMagneto Abrasive Flow Machining 2019-20: Department of Mechanical Engineering, VCET, PutturShobhith ShobhiОценок пока нет
- Unit 11Документ28 страницUnit 11Akash KumarОценок пока нет
- Cricket Bowling Machine Project ReportДокумент10 страницCricket Bowling Machine Project ReportNikhil Kanoji0% (1)
- A N A F I C F U D A F F M: Ovel Pproach For Inishing Nternal Omplex Eatures Sing Eveloped Brasive LOW Inishing AchineДокумент8 страницA N A F I C F U D A F F M: Ovel Pproach For Inishing Nternal Omplex Eatures Sing Eveloped Brasive LOW Inishing AchinePramendra7Оценок пока нет
- Non-Traditional Machining: Mechanical Processes (USM, WJM, AWJM, IJM, MAF)Документ61 страницаNon-Traditional Machining: Mechanical Processes (USM, WJM, AWJM, IJM, MAF)Yahya Abdelhameed AamerОценок пока нет
- Advanced Manufacturing EngineeringДокумент35 страницAdvanced Manufacturing EngineeringKrishnanunni SОценок пока нет
- Kelompok 10000000Документ17 страницKelompok 10000000IrfandHaryadyantoОценок пока нет
- CH-5, Advanced Nano-Machining ProcessesДокумент22 страницыCH-5, Advanced Nano-Machining ProcessesAbreham DerejeОценок пока нет
- Magneto Abrasive Flow Machining Hem SemiДокумент12 страницMagneto Abrasive Flow Machining Hem SemiAnkalesh PardeshiОценок пока нет
- How The Process WorksДокумент6 страницHow The Process WorksEr Sukhwinder SinghОценок пока нет
- Micro Machining-Module 3Документ36 страницMicro Machining-Module 3rejeesh_rajendranОценок пока нет
- Chapter 1 - 012010Документ93 страницыChapter 1 - 012010muhamadsaidiОценок пока нет
- Non Conventional Machining MethodsДокумент24 страницыNon Conventional Machining MethodsGaurav Nigam100% (1)
- Superfinishing GearsДокумент6 страницSuperfinishing GearsdavideОценок пока нет
- Unit 5 Magneto Abrasive Flow MachiningДокумент12 страницUnit 5 Magneto Abrasive Flow Machiningbaaskararcher506Оценок пока нет
- Magneto Abrasive Flow Machining SeminarДокумент12 страницMagneto Abrasive Flow Machining SeminarSantosh BellikattiОценок пока нет
- Dept. of Aero & Auto, M.I.T, ManipalДокумент138 страницDept. of Aero & Auto, M.I.T, ManipalDpt HtegnОценок пока нет
- Abrasive Flow MachiningДокумент10 страницAbrasive Flow MachiningRaman KumarОценок пока нет
- Robotic Approach To Improve Turbine Surface FinishДокумент6 страницRobotic Approach To Improve Turbine Surface FinishUtkarsh AnandОценок пока нет
- Magneto Abrasive Flow Machining To Increase Material Removal Rate and Surface FinishДокумент14 страницMagneto Abrasive Flow Machining To Increase Material Removal Rate and Surface FinishPrikshit GothwalОценок пока нет
- UcmpДокумент44 страницыUcmpParanthaman RamanОценок пока нет
- Fluidized Bed Assisted Abrasive Jet Machining (FB-AJM) : Precision Internal Finishing of Inconel 718 ComponentsДокумент28 страницFluidized Bed Assisted Abrasive Jet Machining (FB-AJM) : Precision Internal Finishing of Inconel 718 ComponentsNashraat BukhoryОценок пока нет
- Asphere Fabrication Goes Commercial-Part III-Machines On The MarketДокумент2 страницыAsphere Fabrication Goes Commercial-Part III-Machines On The Marketkndprasad01Оценок пока нет
- SUMEBore Thermally Sprayed Protective Coatings For Cylinder Liner SurfaceslДокумент12 страницSUMEBore Thermally Sprayed Protective Coatings For Cylinder Liner Surfacesllukky prasetyoОценок пока нет
- Why Advanced Machining Processes Are ImportantДокумент38 страницWhy Advanced Machining Processes Are ImportantLavishОценок пока нет
- UCMP Int 3 Scheme of EvaluationДокумент9 страницUCMP Int 3 Scheme of EvaluationananthakumarОценок пока нет
- Abrasive Jet Machining (AJM) : Unit 3Документ54 страницыAbrasive Jet Machining (AJM) : Unit 3Satish SatiОценок пока нет
- Module-3: Advanced Material Removal ProcessesДокумент5 страницModule-3: Advanced Material Removal ProcessesChetan AmrutkarОценок пока нет
- Abrasive Jet Machining (AJM) Process OverviewДокумент31 страницаAbrasive Jet Machining (AJM) Process OverviewAbhishek KumarОценок пока нет
- Study of Surface Parameters of Inconel 600 by Extrusion Honing ProcessДокумент5 страницStudy of Surface Parameters of Inconel 600 by Extrusion Honing ProcessAnil kumarОценок пока нет
- Unit-Ii Advanced Mechanical Processes Ultrasonic MachiningДокумент14 страницUnit-Ii Advanced Mechanical Processes Ultrasonic MachiningAbhishek KumarОценок пока нет
- AjmДокумент22 страницыAjmsuneel kumar rathoreОценок пока нет
- Introduction to Non-Traditional Machining ProcessesДокумент57 страницIntroduction to Non-Traditional Machining ProcessesramadanОценок пока нет
- Design and Fabrication of Abrasive Jet Machine ModelДокумент20 страницDesign and Fabrication of Abrasive Jet Machine ModelAnuj TripathiОценок пока нет
- Amm Model Test Paper Q1. (A) State The Characteristics and Function of Dielectric Fluid Used in EDMДокумент12 страницAmm Model Test Paper Q1. (A) State The Characteristics and Function of Dielectric Fluid Used in EDMErin BarryОценок пока нет
- HSM Seminar Report on High Speed MachiningДокумент16 страницHSM Seminar Report on High Speed MachiningGRACY75% (4)
- Unconventional Machining ProcessesДокумент64 страницыUnconventional Machining Processesdeepak kantipudiОценок пока нет
- Investigation of One-Way Abrasive Flow Machining and In-Process Measurement of Axial ForcesДокумент6 страницInvestigation of One-Way Abrasive Flow Machining and In-Process Measurement of Axial ForcesKarishmaОценок пока нет
- Non-Conventional Machining - IIT NotesДокумент100 страницNon-Conventional Machining - IIT Notespdmnbrao75% (4)
- Klnce FDPДокумент1 страницаKlnce FDPsnvijayanОценок пока нет
- 092 - MA8402, MA6453 Probability and Queueing Theory PQT - MA6453 May June 2017 Question PaperДокумент2 страницы092 - MA8402, MA6453 Probability and Queueing Theory PQT - MA6453 May June 2017 Question PapersnvijayanОценок пока нет
- Creep Analysis SoftwareДокумент6 страницCreep Analysis SoftwaresnvijayanОценок пока нет
- AE Engineering Mathematics, Aerodynamics, Structures & PropulsionДокумент3 страницыAE Engineering Mathematics, Aerodynamics, Structures & PropulsionvenkatОценок пока нет
- 092 - MA8402, MA6453 Probability and Queueing Theory PQT - MA6453 May June 2017 Question PaperДокумент2 страницы092 - MA8402, MA6453 Probability and Queueing Theory PQT - MA6453 May June 2017 Question PapersnvijayanОценок пока нет
- 092 - MA8402, MA6453 Probability and Queueing Theory PQT - MA6453 May June 2018 Question PaperДокумент2 страницы092 - MA8402, MA6453 Probability and Queueing Theory PQT - MA6453 May June 2018 Question PapersnvijayanОценок пока нет
- A New Decade For Social Changes: ISSN 2668-7798Документ16 страницA New Decade For Social Changes: ISSN 2668-7798snvijayanОценок пока нет
- Finite Element Analysis of Metal Matrix Composite MaterialsДокумент10 страницFinite Element Analysis of Metal Matrix Composite MaterialssnvijayanОценок пока нет
- Mechanical Properties and Behavior of Lm26 Aluminium Alloy Reinforced with ZrB2 Using ANSYSДокумент5 страницMechanical Properties and Behavior of Lm26 Aluminium Alloy Reinforced with ZrB2 Using ANSYSsnvijayanОценок пока нет
- Kharatikoopaee2017 PDFДокумент16 страницKharatikoopaee2017 PDFsnvijayanОценок пока нет
- Kharatikoopaee2017 PDFДокумент16 страницKharatikoopaee2017 PDFsnvijayanОценок пока нет
- Respected SirДокумент1 страницаRespected SirsnvijayanОценок пока нет
- Agarathi Tamil 1Документ1 страницаAgarathi Tamil 1snvijayanОценок пока нет
- Water JetДокумент7 страницWater JetRamesh KumarОценок пока нет
- Advanced Manufacturing Choices: MAE 165-265 Spring 2012, Class 5Документ46 страницAdvanced Manufacturing Choices: MAE 165-265 Spring 2012, Class 5snvijayanОценок пока нет
- Water JetДокумент7 страницWater JetRamesh KumarОценок пока нет
- 9 Non Conventional MachiningДокумент15 страниц9 Non Conventional MachiningsohameyОценок пока нет
- ME364 Abrasive NTPДокумент8 страницME364 Abrasive NTPAli M. ElghawailОценок пока нет
- 2195 9136 1 PBДокумент7 страниц2195 9136 1 PBsnvijayanОценок пока нет
- CFDДокумент1 страницаCFDsnvijayanОценок пока нет
- Me2307 Set3Документ6 страницMe2307 Set3Hari PraneethОценок пока нет
- WTT Answer Key Part-AДокумент4 страницыWTT Answer Key Part-AsnvijayanОценок пока нет
- Me2307 Set1Документ5 страницMe2307 Set1snvijayanОценок пока нет
- WTTДокумент3 страницыWTTsnvijayanОценок пока нет
- Aero CFD Cia1qpДокумент2 страницыAero CFD Cia1qpsnvijayanОценок пока нет
- CFDДокумент1 страницаCFDsnvijayanОценок пока нет
- Course ObjectivesДокумент1 страницаCourse ObjectivessnvijayanОценок пока нет
- Basic GDNT 1Документ60 страницBasic GDNT 1snvijayanОценок пока нет
- Plasma-And Laser-Cutting ToolДокумент17 страницPlasma-And Laser-Cutting ToolRiyan EsapermanaОценок пока нет
- Government Polytechnic Porbandar: A Seminar Report On Plasma Arc MachiningДокумент9 страницGovernment Polytechnic Porbandar: A Seminar Report On Plasma Arc MachiningJanelle FlowersОценок пока нет
- Matter Definition & The Five States of MatterДокумент2 страницыMatter Definition & The Five States of MatterAceeОценок пока нет
- Spark Plasma Sintering SeminarДокумент30 страницSpark Plasma Sintering SeminarVinu RadhakrishnanОценок пока нет
- Goran Mitic - The Introduction Into New PhysicsДокумент202 страницыGoran Mitic - The Introduction Into New PhysicsmikshaОценок пока нет
- Plasma and Bose-Einstein Condensate ExplainedДокумент7 страницPlasma and Bose-Einstein Condensate ExplainedMaitri ShahОценок пока нет
- Semiconductor Process FlowДокумент48 страницSemiconductor Process Flowgizer74Оценок пока нет
- Plasma Air 601 / 602 / 603 / 604: Ionization Product SubmittalДокумент1 страницаPlasma Air 601 / 602 / 603 / 604: Ionization Product SubmittalDesiana PermataОценок пока нет
- Physics Stage 3 Exam 2013Документ40 страницPhysics Stage 3 Exam 2013gragon.07Оценок пока нет
- Project State of MatterДокумент6 страницProject State of Matterpaloma silvaОценок пока нет
- Study of Space PlasmasДокумент130 страницStudy of Space PlasmasMaan LakraОценок пока нет
- How Plasma Balls Work - Charges Repel in Glowing SphereДокумент3 страницыHow Plasma Balls Work - Charges Repel in Glowing Sphereandycapo123Оценок пока нет
- Cathodic Arc DepositionДокумент3 страницыCathodic Arc DepositionBrandon DavisОценок пока нет
- Plasma Antennas Research PaperДокумент5 страницPlasma Antennas Research PaperShan UllahОценок пока нет
- Thermal Plasma Decomposition of Fluorinated Greenhouse GasesДокумент12 страницThermal Plasma Decomposition of Fluorinated Greenhouse GasesSai Santhosh ManepallyОценок пока нет
- Plasma Arc Cutting: Prepared By: Raghav SinglaДокумент16 страницPlasma Arc Cutting: Prepared By: Raghav SinglarrameshsmitОценок пока нет
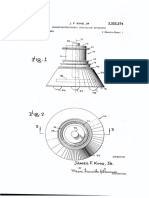
- May 30, 1967 J. F. King, JR 3,322,374Документ7 страницMay 30, 1967 J. F. King, JR 3,322,374Rage24Оценок пока нет
- Electrical Conductivity StudyДокумент8 страницElectrical Conductivity Studynadir adelОценок пока нет
- Nuclear Fusion1Документ12 страницNuclear Fusion1VARUN SHARMAОценок пока нет
- Electron Acoustic Dressed Soliton in Quantum PlasmaДокумент8 страницElectron Acoustic Dressed Soliton in Quantum PlasmaHimangshu BoraОценок пока нет