Вам также может понравиться
- Ansi B16-104Документ1 страницаAnsi B16-104Daniel Sierra0% (1)
- Advanced Leak Testing MethodsДокумент6 страницAdvanced Leak Testing MethodsRanendraОценок пока нет
- Rupk 78Документ39 страницRupk 78puccio78Оценок пока нет
- API 577 Reading ChecklistДокумент1 страницаAPI 577 Reading ChecklistbacabacabacaОценок пока нет
- NACE MR0175 ISO 15156.1 Part 1Документ3 страницыNACE MR0175 ISO 15156.1 Part 1Zuemy OrtizОценок пока нет
- Astm A 799 PDFДокумент4 страницыAstm A 799 PDFOkinawa TeakОценок пока нет
- Corrosion Test PiecesДокумент23 страницыCorrosion Test PiecesGijoОценок пока нет
- Metals Identification, Grade Verification, and Sorting: Standard Guide ForДокумент12 страницMetals Identification, Grade Verification, and Sorting: Standard Guide ForRajan SteeveОценок пока нет
- Corroded Bolt Inspection UHiДокумент7 страницCorroded Bolt Inspection UHiPDDELUCA100% (1)
- Valve InspectionДокумент6 страницValve Inspectionrosid_alhusnaОценок пока нет
- MSS SP-25 PDFДокумент32 страницыMSS SP-25 PDFAnkit Jain100% (1)
- METALLURGICAL DAMAGE MECHANISM AND ASSESSMENTДокумент61 страницаMETALLURGICAL DAMAGE MECHANISM AND ASSESSMENTSACHIN PETKARОценок пока нет
- Sa 435 (Ed 2013)Документ4 страницыSa 435 (Ed 2013)Mohd Idris MohiuddinОценок пока нет
- Deviations During PWHT and ResponseДокумент2 страницыDeviations During PWHT and ResponseEIL NDT100% (1)
- Acoustic Emission Testing of Pressure Vessel - ASME Section V, ASNT - 24 Feb 2011Документ84 страницыAcoustic Emission Testing of Pressure Vessel - ASME Section V, ASNT - 24 Feb 2011concord1103Оценок пока нет
- ASTM A333 Grade 6 Seamless Pipe SupplierДокумент4 страницыASTM A333 Grade 6 Seamless Pipe SupplierRajendra FittingsОценок пока нет
- MSS SP 55-2006 - Quality Standard For Steel Castings For Valves, Flanges, Fittings, and Other Piping CДокумент22 страницыMSS SP 55-2006 - Quality Standard For Steel Castings For Valves, Flanges, Fittings, and Other Piping CAllan SousaОценок пока нет
- Test Pack ProcedureДокумент10 страницTest Pack ProcedureDaengkulle Firmansyah PuteraОценок пока нет
- Validating ILI Run With and Without Data Loss PDFДокумент11 страницValidating ILI Run With and Without Data Loss PDFMubeenОценок пока нет
- Duplex Welding GuidelinesДокумент13 страницDuplex Welding GuidelinesadelОценок пока нет
- Nova Full Manual 1206Документ157 страницNova Full Manual 1206martin_jaitman100% (2)
- DNV OS-F101 - 2013-10 Submarine Pipeline SystemsДокумент372 страницыDNV OS-F101 - 2013-10 Submarine Pipeline Systemsseantbt100% (1)
- Sa 263Документ8 страницSa 263Wagner Renato AraújoОценок пока нет
- Asme Pcc-2-2015 Article 3.12Документ9 страницAsme Pcc-2-2015 Article 3.12munawarОценок пока нет
- ASTM G 48 - 00 - Rzq4ltawДокумент10 страницASTM G 48 - 00 - Rzq4ltawSamuel EduardoОценок пока нет
- PMI Testing - Limitations With XRFДокумент3 страницыPMI Testing - Limitations With XRFArun Kumar Kar100% (2)
- Sa 961 PDFДокумент10 страницSa 961 PDFaruntpeОценок пока нет
- Different Asme b31.1 b31.3 b31.8Документ15 страницDifferent Asme b31.1 b31.3 b31.8Wilson Chavez BasantesОценок пока нет
- API 586 Meeting Agenda Fall 2016Документ2 страницыAPI 586 Meeting Agenda Fall 2016Gonzalo Tellería100% (1)
- Visual Examination Requirements and TechniquesДокумент3 страницыVisual Examination Requirements and TechniquesfelipefistОценок пока нет
- M-121 Aluminium Structural Material Rev1Документ17 страницM-121 Aluminium Structural Material Rev1vlong3003100% (1)
- A F E S: Process Piping 670.200Документ17 страницA F E S: Process Piping 670.200puwarin najaОценок пока нет
- API 6D-IsO 14313 23rd Edition Errata 6Документ3 страницыAPI 6D-IsO 14313 23rd Edition Errata 6adil_farooq_6100% (1)
- AnsiДокумент4 страницыAnsiHendrie NMcОценок пока нет
- ES 22 Color Coding of Piping MaterialsДокумент3 страницыES 22 Color Coding of Piping MaterialsjojeecaresОценок пока нет
- De-119951 Monel Sheathing InstallationДокумент8 страницDe-119951 Monel Sheathing InstallationJithuJohn100% (1)
- Norsok Standard M-122: Rev. 1, June 2003Документ18 страницNorsok Standard M-122: Rev. 1, June 2003BlainОценок пока нет
- Inspection and Test Plan: Rev Created by Checked by Approved by Date Issue StatusДокумент18 страницInspection and Test Plan: Rev Created by Checked by Approved by Date Issue StatusoberaiОценок пока нет
- Radiographic Inspection of Corrosion and Deposits in Pipes by X - and Gamma Rays Tangential Radiographic Inspection Technique (ISO 20769)Документ16 страницRadiographic Inspection of Corrosion and Deposits in Pipes by X - and Gamma Rays Tangential Radiographic Inspection Technique (ISO 20769)Sergey KichenkoОценок пока нет
- En ASME ComparisonДокумент18 страницEn ASME ComparisonPeterWay100% (1)
- Armatury CZ Trunnion Mounted Ball ValvesДокумент28 страницArmatury CZ Trunnion Mounted Ball ValvesLuka BornaОценок пока нет
- NDT Level 2 in Leak - TestingДокумент9 страницNDT Level 2 in Leak - TestingRichard MitchellОценок пока нет
- Bopp & Reuther CatalogueДокумент60 страницBopp & Reuther CatalogueIrfan BagwanОценок пока нет
- Case Study on Sulfide Stress Corrosion Cracking of an A216-WCC Wellhead Flow Control Valve BodyДокумент12 страницCase Study on Sulfide Stress Corrosion Cracking of an A216-WCC Wellhead Flow Control Valve Bodypinkan25Оценок пока нет
- Introduction To Fitness-For-Service (FFS) API 579-1 / ASME FFS-1 2007Документ25 страницIntroduction To Fitness-For-Service (FFS) API 579-1 / ASME FFS-1 2007Rob WillestoneОценок пока нет
- Explomet PolandДокумент6 страницExplomet PolandLucian CiprianОценок пока нет
- Antea Palladio TutorialДокумент7 страницAntea Palladio Tutorialmatt8724Оценок пока нет
- Flange Inspection Procedure - Applus (NXPowerLite)Документ6 страницFlange Inspection Procedure - Applus (NXPowerLite)ndt_inspectorОценок пока нет
- RP 1102 Free: Click Here To Get FileДокумент2 страницыRP 1102 Free: Click Here To Get FileMohd Idris Mohiuddin0% (1)
- Test API RP 1111Документ2 страницыTest API RP 1111Nguyễn QuânОценок пока нет
- Portable Hardness Testing by The Ultrasonic Contact Impedance MethodДокумент8 страницPortable Hardness Testing by The Ultrasonic Contact Impedance MethodDarwin DarmawanОценок пока нет
- ISO 8501-3 Prep PDFДокумент6 страницISO 8501-3 Prep PDFAdnan HussainОценок пока нет
- SS2205 Material SpecificationДокумент4 страницыSS2205 Material SpecificationCh FaiОценок пока нет
- 10 003591 01EN FlexoFORM User PDFДокумент86 страниц10 003591 01EN FlexoFORM User PDFSabino LaraОценок пока нет
- Amendments To DEP 61.40.20.30 Welding Pipelines Related FacilitiesДокумент21 страницаAmendments To DEP 61.40.20.30 Welding Pipelines Related FacilitiesAtul ChaturvediОценок пока нет
- Using s275jr For Asme Div1 Vessel-UnassignedДокумент6 страницUsing s275jr For Asme Div1 Vessel-UnassignedNasrul AdliОценок пока нет
- Murdani Achmad SirajoДокумент10 страницMurdani Achmad SirajoJeromeОценок пока нет
- Cs EmpireДокумент4 страницыCs Empireayoubalam52Оценок пока нет
- Student transcript comparisonДокумент1 страницаStudent transcript comparisonMini DachshundОценок пока нет
- Operating Instructions: M M 0 1 B T 3Документ13 страницOperating Instructions: M M 0 1 B T 3adil_farooq_6Оценок пока нет
- Uniform Standard For Wood Pallets 2014 (REV) PDFДокумент72 страницыUniform Standard For Wood Pallets 2014 (REV) PDFkamskrlОценок пока нет
- Hajj Step by Step English-2-1-2Документ2 страницыHajj Step by Step English-2-1-2akk001Оценок пока нет
- FE Mechanical Practice Exam (2020)Документ117 страницFE Mechanical Practice Exam (2020)adil_farooq_6100% (2)
- API 6D-ISO 14313 Addendum 2 - Aug-2011 PDFДокумент8 страницAPI 6D-ISO 14313 Addendum 2 - Aug-2011 PDFadil_farooq_6Оценок пока нет
- 210 and 310 Floating Ball Valves PDFДокумент44 страницы210 and 310 Floating Ball Valves PDFshan07011984Оценок пока нет
- Saudi Arabia (RACO) Commission CY 2012Документ16 страницSaudi Arabia (RACO) Commission CY 2012adil_farooq_6Оценок пока нет
- Operating Instructions: M M 0 1 B T 2Документ13 страницOperating Instructions: M M 0 1 B T 2adil_farooq_6Оценок пока нет
- ABV ActuatorsДокумент32 страницыABV Actuatorsadil_farooq_6Оценок пока нет
- 2012 Trivium Study Guide Version 2 / Edited by Tony MyersДокумент96 страниц2012 Trivium Study Guide Version 2 / Edited by Tony Myers8thestate100% (21)
- IbrahimДокумент2 страницыIbrahimadil_farooq_6Оценок пока нет
- Tech Tip #24: Swimming Pool HeatingДокумент8 страницTech Tip #24: Swimming Pool Heatingadil_farooq_6Оценок пока нет
- Significance of Qirāʾa Adopted by Authors of Tafsīr Al-JalālaynДокумент17 страницSignificance of Qirāʾa Adopted by Authors of Tafsīr Al-Jalālaynadil_farooq_6Оценок пока нет
- Ametek Gauge IOM 20100526102822112Документ2 страницыAmetek Gauge IOM 20100526102822112adil_farooq_6Оценок пока нет
- AComprehensiveGrammaroftheEnglishLanguage 10003881Документ361 страницаAComprehensiveGrammaroftheEnglishLanguage 10003881Zana MerdovićОценок пока нет
- Fairchild 63 Series Cat - 20080328073516Документ2 страницыFairchild 63 Series Cat - 20080328073516adil_farooq_6Оценок пока нет
- Schaefer Brushes Garman Co. Inc. (Vapco)Документ14 страницSchaefer Brushes Garman Co. Inc. (Vapco)adil_farooq_6Оценок пока нет
- Schaefer Brushes Garman Co. Inc. (Vapco)Документ14 страницSchaefer Brushes Garman Co. Inc. (Vapco)adil_farooq_6Оценок пока нет
- Section7 1Документ42 страницыSection7 1adil_farooq_6Оценок пока нет
- Section5 2Документ35 страницSection5 2adil_farooq_6Оценок пока нет
- API 6D-IsO 14313 23rd Edition Errata 6Документ3 страницыAPI 6D-IsO 14313 23rd Edition Errata 6adil_farooq_6100% (1)
- Tech Tip #19: How Do You Keep Steam Coils From Freezing?Документ7 страницTech Tip #19: How Do You Keep Steam Coils From Freezing?adil_farooq_6Оценок пока нет
- Section5 1Документ26 страницSection5 1adil_farooq_6Оценок пока нет
- Section4 3Документ44 страницыSection4 3adil_farooq_6Оценок пока нет
- Section4 2Документ36 страницSection4 2adil_farooq_6Оценок пока нет
- Section4 2Документ36 страницSection4 2adil_farooq_6Оценок пока нет
- Section4 1Документ22 страницыSection4 1adil_farooq_6Оценок пока нет
- Magic AireДокумент15 страницMagic Aireadil_farooq_6Оценок пока нет
- Section3 1Документ43 страницыSection3 1adil_farooq_6Оценок пока нет
- Vat Rates enДокумент27 страницVat Rates enpacocastroОценок пока нет
- FMC Product OverviewДокумент32 страницыFMC Product OverviewGustavoSilvinoSilvinoОценок пока нет
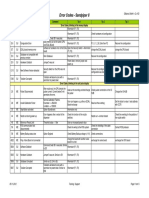
- Training Document: 120 113 304 f Gilbarco GmbH + Co. KG Error Codes - Sandpiper IIДокумент5 страницTraining Document: 120 113 304 f Gilbarco GmbH + Co. KG Error Codes - Sandpiper IICharlie ShowОценок пока нет
- Geo 2002Документ24 страницыGeo 2002Jennifer WatsonОценок пока нет
- Solar GeometryДокумент34 страницыSolar GeometryPatricia Franchette AmoraОценок пока нет
- Installation Guide For Instrument Cables, Conduits and Cable TraysДокумент35 страницInstallation Guide For Instrument Cables, Conduits and Cable TraysImran Mohiuddin100% (1)
- Plastic Road 35pageДокумент35 страницPlastic Road 35pageME A 04 AvisekОценок пока нет
- LED Catalog2020Документ61 страницаLED Catalog2020VincentОценок пока нет
- Sugar Industry in Pakistan (17-UGLC-650)Документ16 страницSugar Industry in Pakistan (17-UGLC-650)Waqar IbrahimОценок пока нет
- Atomic Nucleus Facts and ConceptsДокумент24 страницыAtomic Nucleus Facts and ConceptsKashyap PatelОценок пока нет
- CCIOM, Diagnostic Trouble CodesДокумент6 страницCCIOM, Diagnostic Trouble CodesHari Hara Suthan80% (5)
- WARNING SIGNS OF KICKSДокумент45 страницWARNING SIGNS OF KICKSMartin RiwuОценок пока нет
- Calibrar Slide Valve y Slid Stop en Compresor NH3Документ4 страницыCalibrar Slide Valve y Slid Stop en Compresor NH3Hector0412Оценок пока нет
- DSM Carbon Footprint StudyДокумент12 страницDSM Carbon Footprint StudyAbdul Rahman100% (1)
- EXPANDED INSPECTION CHECKLISTДокумент2 страницыEXPANDED INSPECTION CHECKLISTfredy2212100% (1)
- Siemens Overload RelayДокумент6 страницSiemens Overload Relaykhairalla mohamedОценок пока нет
- Clase 05 - Chapter 9 - AAS-experimentalДокумент44 страницыClase 05 - Chapter 9 - AAS-experimentalLuisa GallegoОценок пока нет
- Chapter 5 (2nd Law of ... )Документ64 страницыChapter 5 (2nd Law of ... )yohannes lemiОценок пока нет
- Daewoo 4603Документ42 страницыDaewoo 4603David LovatoОценок пока нет
- AERMOTORДокумент12 страницAERMOTORSharid PickeringОценок пока нет
- Compare Energy Sources & Their Environmental EffectsДокумент2 страницыCompare Energy Sources & Their Environmental Effectsamit shuklaОценок пока нет
- Enigma Motors: Mobility Company That Sticks To GrassrootsДокумент14 страницEnigma Motors: Mobility Company That Sticks To GrassrootsUmangОценок пока нет
- Error Code 104 - 105Документ8 страницError Code 104 - 105joecentroneОценок пока нет
- Equivalent Circuits and Parameters of Power System Plant: Network Protection & Automation GuideДокумент38 страницEquivalent Circuits and Parameters of Power System Plant: Network Protection & Automation GuideShailesh ChettyОценок пока нет
- Alternating Current TechnologyДокумент118 страницAlternating Current TechnologyMadhav DeshpandeОценок пока нет
- Klauke - Different Crimping MethodsДокумент4 страницыKlauke - Different Crimping MethodsBiplab PaulОценок пока нет
- Inter-Row Spacing Calculator by SeanwhiteДокумент22 страницыInter-Row Spacing Calculator by SeanwhiteAMIRОценок пока нет
- Physics: OxfordДокумент224 страницыPhysics: OxfordMusic Life100% (1)
- Presentation On Salient Features of The Electricity Act 2003 1231332387635957 1Документ14 страницPresentation On Salient Features of The Electricity Act 2003 1231332387635957 1Anonymous m8oCtJBОценок пока нет
- Rod BaffelsДокумент2 страницыRod BaffelsVenkatesh SivarchanaОценок пока нет