Вам также может понравиться
- Hysys CompressДокумент4 страницыHysys CompressVidyasenОценок пока нет
- Compressor Performance TestДокумент9 страницCompressor Performance TestPartha Pratim GhoshОценок пока нет
- Turboexpander Compressors 2Документ5 страницTurboexpander Compressors 2Lidia JaraОценок пока нет
- Bypass Method For Recip Compressor Capacity ControlДокумент4 страницыBypass Method For Recip Compressor Capacity Controlel mouatez billah messiniОценок пока нет
- Manual B4601Документ159 страницManual B4601FER-ARTОценок пока нет
- Antisurge ControllerДокумент6 страницAntisurge ControllerGeorge J AlukkalОценок пока нет
- Compreesor EfficiencyДокумент16 страницCompreesor EfficiencyHarindharan JeyabalanОценок пока нет
- Surge ProtectedДокумент42 страницыSurge ProtectedRaul Roque Yujra100% (2)
- Compressor Performance Test Procedure Shaybah Rev.2 BorsigДокумент23 страницыCompressor Performance Test Procedure Shaybah Rev.2 BorsigMachineryengОценок пока нет
- 1.dresser Rand Surge ControlДокумент4 страницы1.dresser Rand Surge ControlHimawan Sigit NugrohoОценок пока нет
- Surge ExplainedДокумент33 страницыSurge Explainedjudegj100% (4)
- MHI 701 FA Compressor DataДокумент10 страницMHI 701 FA Compressor DatahiemvaneziОценок пока нет
- TurboExpander ProcessДокумент18 страницTurboExpander ProcessdndudcОценок пока нет
- TGI Sabana Gas Transport: Operating Conditions Normal D E F A B CДокумент3 страницыTGI Sabana Gas Transport: Operating Conditions Normal D E F A B Chernan plazasОценок пока нет
- Compressor Performance AnalysisДокумент30 страницCompressor Performance Analysisdnageshm4n244100% (2)
- Process Design of TurboexpanderДокумент55 страницProcess Design of TurboexpanderSaidFerdjallahОценок пока нет
- Basics Compressor CalculationДокумент12 страницBasics Compressor CalculationRizaidiRohim100% (3)
- Guideline For Feld Testing of Reciprocating Compressor Performance PDFДокумент173 страницыGuideline For Feld Testing of Reciprocating Compressor Performance PDFpackiandavid1982Оценок пока нет
- Centrifugal Compressor Wet Seals RETROFIT - Seal Oil De-Gassing & Control Better Option - BPДокумент23 страницыCentrifugal Compressor Wet Seals RETROFIT - Seal Oil De-Gassing & Control Better Option - BPVILLANUEVA_DANIEL2064Оценок пока нет
- DHG PVE DD 3 ME SPC 007 - Spec For Gas Engine Screw Compressor PackageДокумент61 страницаDHG PVE DD 3 ME SPC 007 - Spec For Gas Engine Screw Compressor PackageThanh Tin NguyenОценок пока нет
- Compressor Anti Surge DynamicsДокумент5 страницCompressor Anti Surge Dynamicsapple0444100% (2)
- Reciprocating Compressor4Документ19 страницReciprocating Compressor4Vijay AcharyaОценок пока нет
- TB KeyPerformanceEvaluation PDFДокумент2 страницыTB KeyPerformanceEvaluation PDFvcharles100% (1)
- Compressor How To Select For Varios Services (HP)Документ2 страницыCompressor How To Select For Varios Services (HP)Ricardo BecОценок пока нет
- Centrifugal Compressor HorsepowerДокумент9 страницCentrifugal Compressor HorsepowerCurtis DookieОценок пока нет
- EFRC Guidelines For Vibrations in Reciprocating Compressor SystemsДокумент30 страницEFRC Guidelines For Vibrations in Reciprocating Compressor SystemsMikl BeatzОценок пока нет
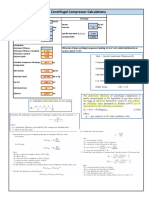
- Centrifugal Compressor Calculations: Suction Discharge Input ParametersДокумент1 страницаCentrifugal Compressor Calculations: Suction Discharge Input Parametersankur20610% (1)
- Process Equipment Design-1Документ15 страницProcess Equipment Design-1Nikunj Thummar100% (1)
- Reciprocating CompressorДокумент26 страницReciprocating Compressorfaisalnadim100% (1)
- Understanding NPSH - NPSH Definitions - Page 2 of 2 - PumpsДокумент3 страницыUnderstanding NPSH - NPSH Definitions - Page 2 of 2 - PumpsLam TranОценок пока нет
- Gas Turbine Data Sheet PDFДокумент59 страницGas Turbine Data Sheet PDFajo zinzoОценок пока нет
- Application Guide Line For Centrifugal Compressor Surge Control Systems PDFДокумент75 страницApplication Guide Line For Centrifugal Compressor Surge Control Systems PDFmoralesmjyОценок пока нет
- 1 1515-30-S002 - Draft Specification For Reciprocating Compressors - Rev 4Документ20 страниц1 1515-30-S002 - Draft Specification For Reciprocating Compressors - Rev 4rutuja100% (1)
- Dynamic CompressorsДокумент48 страницDynamic Compressorsamrutnerlikar50% (2)
- Load Sharing CompressorДокумент2 страницыLoad Sharing CompressorleakОценок пока нет
- Air CompressorsДокумент59 страницAir Compressorsommech2020Оценок пока нет
- Centrifugal Compressor Surge and Speed ControlДокумент14 страницCentrifugal Compressor Surge and Speed ControlWaqas AhmedОценок пока нет
- Understand Centrifugal CompressorДокумент16 страницUnderstand Centrifugal Compressorramanathan72-1100% (2)
- Your Gas Compression ApplicationДокумент26 страницYour Gas Compression Applicationdhanu_aqua100% (1)
- Centrifugal Compressor GuidenceДокумент4 страницыCentrifugal Compressor GuidenceChem.Engg100% (1)
- Compressors - Written ReportДокумент17 страницCompressors - Written ReportJenina Rosa P. LlanesОценок пока нет
- Sundyne Pinnacle Centrifugal Compressor Data SheetДокумент2 страницыSundyne Pinnacle Centrifugal Compressor Data SheethamedfazelmОценок пока нет
- Compressor Selction and Design Course Program OutlineДокумент5 страницCompressor Selction and Design Course Program OutlinePrasanna kumar subudhiОценок пока нет
- Turbo Expander Compressor - Natural Gas Turboexpander - L.AДокумент3 страницыTurbo Expander Compressor - Natural Gas Turboexpander - L.Adr_kh_ahmedОценок пока нет
- Anti Surge ControlДокумент33 страницыAnti Surge Controlgopinath87100% (1)
- GIS 34-302 - 11 January, 2010 PDFДокумент21 страницаGIS 34-302 - 11 January, 2010 PDFYT100% (1)
- Section 06 - PumpsДокумент28 страницSection 06 - Pumpssaadashfaq100% (1)
- Centrifugal Gas Compressor Volume 1Документ32 страницыCentrifugal Gas Compressor Volume 1Gilang AdityaОценок пока нет
- 22-DS-R-001 Rev 1 API 617 GTCPsДокумент25 страниц22-DS-R-001 Rev 1 API 617 GTCPsChike Nwachukwu100% (1)
- Anti-Surge White PaperДокумент8 страницAnti-Surge White Papervgogulakrishnan100% (1)
- Compressor Selection Process IndДокумент15 страницCompressor Selection Process IndadoptvnОценок пока нет
- Rotary Screw CompressorsДокумент22 страницыRotary Screw Compressorsganeshdhage100% (2)
- GU-809 Guideline For Centrifugal Pump Process Safeguarding DesignДокумент16 страницGU-809 Guideline For Centrifugal Pump Process Safeguarding DesignMohammed BrashdiОценок пока нет
- GE - 3620 Heavy Duty GT PDFДокумент56 страницGE - 3620 Heavy Duty GT PDFMohsinОценок пока нет
- CentrifugalCompressor5 (1) SelectionДокумент5 страницCentrifugalCompressor5 (1) SelectionbsssnivasОценок пока нет
- Performance and Mechanical Running Tests of Centrifugal CompressorsДокумент5 страницPerformance and Mechanical Running Tests of Centrifugal CompressorsVicky KumarОценок пока нет
- Cyclic Steam Stimulation Operational Feasibility EvaluationДокумент4 страницыCyclic Steam Stimulation Operational Feasibility EvaluationEuler CauchiОценок пока нет
- Gas Turbine Compressor System Design Using Dynamic Process Simulation PDFДокумент7 страницGas Turbine Compressor System Design Using Dynamic Process Simulation PDFredhotriderОценок пока нет
- Roots B Centrifugal BrochureДокумент24 страницыRoots B Centrifugal BrochureStephenson ViegasОценок пока нет
- Installation of Large Rotating Equipment Systems - A Contractor'S Comments by John R. MasseyДокумент8 страницInstallation of Large Rotating Equipment Systems - A Contractor'S Comments by John R. Masseykaran patelОценок пока нет
- Practical Gas Lift ManualДокумент26 страницPractical Gas Lift ManualbvalinhasОценок пока нет
- Scarlett2i4 User GuideДокумент18 страницScarlett2i4 User GuidemasaobinОценок пока нет
- Flowing and Gas Lift Performance Gilbert 1954Документ32 страницыFlowing and Gas Lift Performance Gilbert 1954cakewater86% (7)
- Selection of Gas CompressorsДокумент6 страницSelection of Gas CompressorsganeshdhageОценок пока нет
- Gas Lif USBM-323 PDFДокумент126 страницGas Lif USBM-323 PDFbvalinhasОценок пока нет
- A Survey of Methods For Gas-Lift OptimizationДокумент17 страницA Survey of Methods For Gas-Lift OptimizationCehanОценок пока нет
- Field Testing of Fans - Fe 900 PDFДокумент6 страницField Testing of Fans - Fe 900 PDFbvalinhasОценок пока нет
- Lee KerslerДокумент6 страницLee KerslerbvalinhasОценок пока нет
- Lee KeslerДокумент18 страницLee KeslerLimny PJОценок пока нет
- Selection of Gas Compressors - Part 1Документ5 страницSelection of Gas Compressors - Part 1sauroОценок пока нет
- Lee KerslerДокумент6 страницLee KerslerbvalinhasОценок пока нет
- Aerodynamic Design of Axial-Flow CompressorsДокумент526 страницAerodynamic Design of Axial-Flow Compressorsbvalinhas100% (1)
- Copper AlloysДокумент61 страницаCopper Alloysbvalinhas100% (2)
- Ceiling Fan Test ProcedureДокумент20 страницCeiling Fan Test ProcedurebvalinhasОценок пока нет
- Aerodynamics Aeronautics and Flight Mechanics PDFДокумент94 страницыAerodynamics Aeronautics and Flight Mechanics PDFfatemeagОценок пока нет
- Mixed Grabar b2Документ1 страницаMixed Grabar b2lynОценок пока нет
- Wind Load Calculation As Per ASCE 7 10Документ8 страницWind Load Calculation As Per ASCE 7 10ani145yadav100% (1)
- Ericsson Essentials Health & Safety Plan Sample: Good For Smaller Projects and Bid QualificationsДокумент18 страницEricsson Essentials Health & Safety Plan Sample: Good For Smaller Projects and Bid QualificationsmohammedelrabeiОценок пока нет
- Pulse Emitter EM345Документ1 страницаPulse Emitter EM345wahid.hamraoui.2019Оценок пока нет
- K 1020189523hfjfjДокумент3 страницыK 1020189523hfjfjCarlos Angel Vilcapaza CaceresОценок пока нет
- Propeller (PRELIMS LESSON)Документ34 страницыPropeller (PRELIMS LESSON)Aidrian AidОценок пока нет
- Reference Frame Theory PDFДокумент42 страницыReference Frame Theory PDFSubaragavanОценок пока нет
- 320d WiringДокумент2 страницы320d WiringMohamed Harb100% (5)
- Find Serial Number of Computer in Windows 10Документ2 страницыFind Serial Number of Computer in Windows 10GabbarОценок пока нет
- Under Slung Steel Truss Bridge With Composite RCC Deck BridgeДокумент5 страницUnder Slung Steel Truss Bridge With Composite RCC Deck BridgeShaileshRastogiОценок пока нет
- Specification: CL 21 B 105 K A F N N N EДокумент3 страницыSpecification: CL 21 B 105 K A F N N N EcometОценок пока нет
- Centrifugation (Separation Processes)Документ25 страницCentrifugation (Separation Processes)Allyana Marie Tiemsim100% (2)
- Analysis+of+Non Symmetrical+Flapping+AirfoilsДокумент18 страницAnalysis+of+Non Symmetrical+Flapping+AirfoilsAsif HameedОценок пока нет
- gp30mpc 150Документ27 страницgp30mpc 150locomotoras.slpОценок пока нет
- FRP Fish TanksДокумент33 страницыFRP Fish TanksA.Subin DasОценок пока нет
- CM6 Combined 2013Документ154 страницыCM6 Combined 2013مسعد مرزوقىОценок пока нет
- LY IR9000 BGA Rework Station User GuideДокумент4 страницыLY IR9000 BGA Rework Station User GuidemariabaccaroОценок пока нет
- HandRail Specsgf For CfvdrfsДокумент3 страницыHandRail Specsgf For CfvdrfsTarek TarekОценок пока нет
- Electrical Model of Thermal Power PlantДокумент81 страницаElectrical Model of Thermal Power PlantMahesh KumbharОценок пока нет
- Rainwater and Stormwater Harvesting Systems: Continuing Education From The American Society of Plumbing EngineersДокумент8 страницRainwater and Stormwater Harvesting Systems: Continuing Education From The American Society of Plumbing Engineers185412Оценок пока нет
- Flapper Diverter Valve BrochureДокумент4 страницыFlapper Diverter Valve BrochureRicardo Ramírez ZapataОценок пока нет
- Sony FDR AX1 - E ProДокумент68 страницSony FDR AX1 - E ProTodorОценок пока нет
- Argus Dual System Pi enДокумент2 страницыArgus Dual System Pi enfahmi1987Оценок пока нет
- Chapter 1 Vapor Power Cycles - CompleteДокумент97 страницChapter 1 Vapor Power Cycles - CompleteAdnan NimachwalaОценок пока нет
- Fiber Optic CablesДокумент24 страницыFiber Optic CablesARCC2030Оценок пока нет
- Til 1213 R1Документ6 страницTil 1213 R1Hernan GirautОценок пока нет
- Cabos UtpДокумент7 страницCabos UtpRoberto RmoОценок пока нет
- MS XLSXДокумент290 страницMS XLSXAlvaro S. AcejoОценок пока нет
- RE14092021Документ2 страницыRE14092021francis puthuserilОценок пока нет
- Catalogo TiboxДокумент5 страницCatalogo Tiboxfabiola100% (1)