Вам также может понравиться
- Turbine Bypass ValvesДокумент6 страницTurbine Bypass ValvesadehriyaОценок пока нет
- XP Flare Article ReprintДокумент5 страницXP Flare Article ReprintAnonymous cuOIjrLIОценок пока нет
- Sense'' Testing Combined Cycle Plants Competitive: Performance FOR IN IndustryДокумент11 страницSense'' Testing Combined Cycle Plants Competitive: Performance FOR IN IndustryharkiranrandhawaОценок пока нет
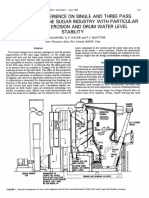
- Operating Experience On Single and Three Pass BoilersДокумент7 страницOperating Experience On Single and Three Pass Boilersbonginkosi mathunjwaОценок пока нет
- Orbit Article Molecular Sieve Dehydration Switching ValvesДокумент12 страницOrbit Article Molecular Sieve Dehydration Switching ValvesPasquale Sessa0% (1)
- Surface Condenser HEIДокумент7 страницSurface Condenser HEIJesús Santiago QuijadaОценок пока нет
- 1 Chaker - Evaporative Cooling of Gas Turbine EnginesДокумент12 страниц1 Chaker - Evaporative Cooling of Gas Turbine Engineshermez19Оценок пока нет
- Steam Turbines For Waste To EnergyДокумент4 страницыSteam Turbines For Waste To EnergyJennifer GomezОценок пока нет
- Desuperheaters BasicsДокумент16 страницDesuperheaters Basicsaamer6789Оценок пока нет
- Don't Send Money Down The Drain: Steam ManagementДокумент3 страницыDon't Send Money Down The Drain: Steam ManagementAnonymous lqsJIe6l5Оценок пока нет
- Once Through and Drum Type Boiler Designs ComparedДокумент3 страницыOnce Through and Drum Type Boiler Designs ComparedagusfaizinОценок пока нет
- Pump TroubleshootingДокумент2 страницыPump TroubleshootingAbdel RahmanОценок пока нет
- DESUPERHEATERДокумент4 страницыDESUPERHEATERghkashyap1Оценок пока нет
- 07 Catalytic Cracking PDFДокумент37 страниц07 Catalytic Cracking PDFjeedanОценок пока нет
- Vacuum Breaker ValveДокумент2 страницыVacuum Breaker ValveRaghunath YeturiОценок пока нет
- Boiler Heat FluxДокумент8 страницBoiler Heat FluxMubarik Ali100% (1)
- Degradation Effects On Combined Cycle Power Plant Performance - Part II: Steam Turbine Cycle Component Degradation EffectsДокумент6 страницDegradation Effects On Combined Cycle Power Plant Performance - Part II: Steam Turbine Cycle Component Degradation Effectswolf_nsОценок пока нет
- 1987 - Magasiner - The Effect of FuelДокумент4 страницы1987 - Magasiner - The Effect of Fuelflitzzz100% (1)
- Desuperheater That Combines Proven Technologies For Better Operational EconomyДокумент4 страницыDesuperheater That Combines Proven Technologies For Better Operational Economyhappale2002Оценок пока нет
- DesuperheaterДокумент5 страницDesuperheaterKrishna KumarОценок пока нет
- GpcalcsДокумент7 страницGpcalcsesakkiraj1590Оценок пока нет
- Natural Circulation in BoilerДокумент9 страницNatural Circulation in BoilerSajjad AhmedОценок пока нет
- Reducing Pressure - Increasing Efficiency: PanoramaДокумент4 страницыReducing Pressure - Increasing Efficiency: PanoramapsshnkrОценок пока нет
- EI Regulator Station Handbook TDC UKДокумент32 страницыEI Regulator Station Handbook TDC UKupesddn2010Оценок пока нет
- Section I1: Boiler Selection ConsiderationsДокумент28 страницSection I1: Boiler Selection Considerationsfructora100% (1)
- Energy Conservation in Bagasse Fired BoilerДокумент4 страницыEnergy Conservation in Bagasse Fired BoilerEditor IJRITCCОценок пока нет
- Surface CondenserДокумент7 страницSurface Condensermhd_bashiriОценок пока нет
- Ejectors Give Any Suction PressureДокумент7 страницEjectors Give Any Suction Pressurehappale2002Оценок пока нет
- PTQ Q2 - Spirax PT 1Документ6 страницPTQ Q2 - Spirax PT 1Pop-Coman Simion100% (1)
- Steam Line Blowing Procedure GeneralДокумент5 страницSteam Line Blowing Procedure GenerallovegrkОценок пока нет
- Improving Bagasse Boiler PerformanceДокумент9 страницImproving Bagasse Boiler PerformanceUsama MalikОценок пока нет
- StallДокумент16 страницStallbhalchandrak1867100% (1)
- Condenser - Valuable Book PDFДокумент6 страницCondenser - Valuable Book PDFRajesh OwaiyarОценок пока нет
- LP Turbine Exhaust Loss CurveДокумент1 страницаLP Turbine Exhaust Loss CurveShameer MajeedОценок пока нет
- Pulverizers PDFДокумент6 страницPulverizers PDFOscar DorantesОценок пока нет
- Matching ASC Valve Performance With Integrated Turbomachinery Control System PDFДокумент4 страницыMatching ASC Valve Performance With Integrated Turbomachinery Control System PDFfri_13th100% (1)
- Evaluation of Steam Jet EjectorsДокумент11 страницEvaluation of Steam Jet EjectorsRajeh Somrani100% (3)
- Air Heater Powermag 101 - CoalДокумент36 страницAir Heater Powermag 101 - CoalmasgrahaОценок пока нет
- Degradation Effects On CCPPДокумент7 страницDegradation Effects On CCPPwolf_nsОценок пока нет
- HP Steam Methane Reformer Vs Electrolysis TechnologyДокумент2 страницыHP Steam Methane Reformer Vs Electrolysis Technologyaegean227Оценок пока нет
- 6.vapour Power CyclesДокумент18 страниц6.vapour Power CyclesJayneel GajjarОценок пока нет
- Water Hammer in Condensate LinesДокумент5 страницWater Hammer in Condensate LinesAatish ChandrawarОценок пока нет
- Processing May 2013Документ119 страницProcessing May 2013triuneenergy100% (1)
- Reliance - Flare Gas Recovery IMPДокумент6 страницReliance - Flare Gas Recovery IMPsvnaik14Оценок пока нет
- Bioenergy PPT Baggasse OnДокумент17 страницBioenergy PPT Baggasse Onjambo98Оценок пока нет
- Henry's Law O2 DeaeratorДокумент2 страницыHenry's Law O2 DeaeratorNIGERE50% (2)
- Ammonia Plant Upgrading-Multistage Integ PDFДокумент6 страницAmmonia Plant Upgrading-Multistage Integ PDFali AbbasОценок пока нет
- Flue Gas Desulfurization Systems PDFДокумент53 страницыFlue Gas Desulfurization Systems PDFsenthil031277Оценок пока нет
- Siemens Energy FamilyДокумент25 страницSiemens Energy FamilyDavid Enrique Lugo BenavidesОценок пока нет
- Materials Report EPRI 2006 MANY Links NNBДокумент27 страницMaterials Report EPRI 2006 MANY Links NNBAnonymous nw5AXJqjdОценок пока нет
- Modelling and Simulation of Steam Jet Ejectors PDFДокумент8 страницModelling and Simulation of Steam Jet Ejectors PDFLucas RossiniОценок пока нет
- Bitumen Processing: Crude Unit RevampsДокумент10 страницBitumen Processing: Crude Unit Revampszubair1951Оценок пока нет
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentОт EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentОценок пока нет
- Chemical Process Retrofitting and Revamping: Techniques and ApplicationsОт EverandChemical Process Retrofitting and Revamping: Techniques and ApplicationsGade Pandu RangaiahОценок пока нет
- Troubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersОт EverandTroubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersРейтинг: 4.5 из 5 звезд4.5/5 (2)
- Power Plants in IndiaДокумент39 страницPower Plants in IndiaAdithya SampathОценок пока нет
- Machi9ne 2Документ3 страницыMachi9ne 2Cantera, Cris Bryan E.Оценок пока нет
- Whitepaper - Steam Conditioning ValvesДокумент12 страницWhitepaper - Steam Conditioning Valvesshan07011984Оценок пока нет
- Refractory Solution For Boiler - FinalДокумент30 страницRefractory Solution For Boiler - FinalPeerasak Arun100% (1)
- ANTEC - Refractory AnchorsДокумент114 страницANTEC - Refractory AnchorstylerstearnsОценок пока нет
- U.S. Chemco Supply & Service: Industrial Machinery, Construction, Farm, Mining &Документ1 страницаU.S. Chemco Supply & Service: Industrial Machinery, Construction, Farm, Mining &Peerasak ArunОценок пока нет
- Astm A192 PDFДокумент2 страницыAstm A192 PDFgaminОценок пока нет
- Technical Bulletin: Three Bond 1211Документ2 страницыTechnical Bulletin: Three Bond 1211Peerasak ArunОценок пока нет
- Refractory Heating Curve (ENG)Документ1 страницаRefractory Heating Curve (ENG)Peerasak ArunОценок пока нет
- Etécnica Delugevalve AДокумент16 страницEtécnica Delugevalve Avaldemarborges6929Оценок пока нет
- KOYO BearingДокумент245 страницKOYO BearingPeerasak Arun100% (2)
- University of Science and Technology BeijingДокумент428 страницUniversity of Science and Technology BeijingAg Vignesh-aeroОценок пока нет
- Facilities Maintenance Duck and Cover!Документ3 страницыFacilities Maintenance Duck and Cover!Peerasak ArunОценок пока нет
- WPG FE(s)Документ409 страницWPG FE(s)hardik033Оценок пока нет
- Solution Design of Weldment PDFДокумент80 страницSolution Design of Weldment PDFPeerasak ArunОценок пока нет
- Pipe ScheduleДокумент2 страницыPipe SchedulePeerasak ArunОценок пока нет
- Material Design Chapter2-Chapter7 PDFДокумент64 страницыMaterial Design Chapter2-Chapter7 PDFPeerasak ArunОценок пока нет
- Essentials of Pump Applications AppДокумент29 страницEssentials of Pump Applications AppPeerasak ArunОценок пока нет
- Design of Welded StructuresДокумент837 страницDesign of Welded Structuresconstantinoiu cora100% (2)
- Filler MetalsДокумент28 страницFiller MetalsPeerasak ArunОценок пока нет
- Solution Design of Weldment PDFДокумент80 страницSolution Design of Weldment PDFPeerasak ArunОценок пока нет
- CAM7KP27 Long Exposure Steam Oxidation Testing and Mechanical Properties of Slurry Aluminide CoaДокумент6 страницCAM7KP27 Long Exposure Steam Oxidation Testing and Mechanical Properties of Slurry Aluminide CoaPeerasak ArunОценок пока нет
- JK II ManualДокумент37 страницJK II ManualPeerasak ArunОценок пока нет
- Why Is Pump Piping So Diffult To DesignДокумент6 страницWhy Is Pump Piping So Diffult To DesignPeerasak ArunОценок пока нет
- Torque Power Constant ControlДокумент16 страницTorque Power Constant ControlPeerasak ArunОценок пока нет
- Strength Evaluation of A Steam Distribution DeviceДокумент10 страницStrength Evaluation of A Steam Distribution DevicePeerasak ArunОценок пока нет
- Torque Power Constant ControlДокумент16 страницTorque Power Constant ControlPeerasak ArunОценок пока нет
- CAAK6NUB Life Cycle Energy, Emissions and Cost Inventory of Power Generation Technologies in Sin PDFДокумент14 страницCAAK6NUB Life Cycle Energy, Emissions and Cost Inventory of Power Generation Technologies in Sin PDFPeerasak ArunОценок пока нет
- CAYR0DUB Life Assessment of Turbine Components Based On Deterministic and Probabilistic Procedur PDFДокумент5 страницCAYR0DUB Life Assessment of Turbine Components Based On Deterministic and Probabilistic Procedur PDFPeerasak ArunОценок пока нет
- Pit To Crack Transition in Stress Corrosion Cracking of A Steam Turbine Disc SteelДокумент26 страницPit To Crack Transition in Stress Corrosion Cracking of A Steam Turbine Disc SteelPeerasak ArunОценок пока нет
- CAEBKJLA Assessment of Operational Risk of Steam Turbine ValvesДокумент7 страницCAEBKJLA Assessment of Operational Risk of Steam Turbine ValvesPeerasak ArunОценок пока нет
- CAM7KP27 Long Exposure Steam Oxidation Testing and Mechanical Properties of Slurry Aluminide CoaДокумент6 страницCAM7KP27 Long Exposure Steam Oxidation Testing and Mechanical Properties of Slurry Aluminide CoaPeerasak ArunОценок пока нет
- E-01 Electrical SymbolsДокумент10 страницE-01 Electrical SymbolsPham Hoang TuanОценок пока нет
- Ultrasonic Testing of Austenitic Stainless Steel WeldsДокумент15 страницUltrasonic Testing of Austenitic Stainless Steel Weldssmartz inspection100% (1)
- Materials Labor Total Bid Unit Unit BID Cost Amt. Cost Amt. AmountДокумент1 страницаMaterials Labor Total Bid Unit Unit BID Cost Amt. Cost Amt. AmountJoseph Angelo Evangelista CoronelОценок пока нет
- Faculty of Architecture and Planning Aktu, LucknowДокумент22 страницыFaculty of Architecture and Planning Aktu, LucknowVikash KumarОценок пока нет
- AUTODYN - Chapter 5 - MM - Euler - Solver PDFДокумент13 страницAUTODYN - Chapter 5 - MM - Euler - Solver PDFFabiano OliveiraОценок пока нет
- Accomplishment Report # 4Документ2 страницыAccomplishment Report # 4Arnel FreoОценок пока нет
- Appolo - Fire Detection SystemДокумент63 страницыAppolo - Fire Detection SystemAvinash NathОценок пока нет
- Principles of Reinforced/Pre-Stressed Concrete Design Final ProjectДокумент29 страницPrinciples of Reinforced/Pre-Stressed Concrete Design Final ProjectRomulo TindoyОценок пока нет
- Chapter 1Документ13 страницChapter 1Gie Andal0% (3)
- CaissonДокумент12 страницCaissonBrian OndigoОценок пока нет
- Masonry Support Systems & Lintels: For The Construction IndustryДокумент36 страницMasonry Support Systems & Lintels: For The Construction IndustryTarun SebastianОценок пока нет
- Automatic Balancing Valves 9900 Rev 1Документ19 страницAutomatic Balancing Valves 9900 Rev 1Claudia Alvarenga de PaulaОценок пока нет
- B.tech 4th Sem MechanicalДокумент8 страницB.tech 4th Sem MechanicalRahul KumarОценок пока нет
- Estimation and Costing: Unit 2 6Документ40 страницEstimation and Costing: Unit 2 6Funny VinesОценок пока нет
- Week 11 - Trial PavementsДокумент11 страницWeek 11 - Trial PavementstaglehayaОценок пока нет
- Chapter One 1.1background of The StudyДокумент32 страницыChapter One 1.1background of The StudyChinwuba Samuel EbukaОценок пока нет
- Analysis of Laterally Loaded Piles Based On P-Y ProceduresДокумент25 страницAnalysis of Laterally Loaded Piles Based On P-Y ProceduresHITENDRA KUMAR SONKARОценок пока нет
- Vijay Kumar Thakur - Green Composites From Natural Resources (2013, CRC Press) PDFДокумент420 страницVijay Kumar Thakur - Green Composites From Natural Resources (2013, CRC Press) PDFMircea CristianОценок пока нет
- Pilecap DesignДокумент23 страницыPilecap DesignwaikenОценок пока нет
- Roofing Application Standard No 111Документ14 страницRoofing Application Standard No 111nmblobОценок пока нет
- Godown Wiring DiagramsДокумент1 страницаGodown Wiring Diagramssrinureddy2014100% (1)
- Wattle and Daub: Craft, Conservation and Wiltshire Case StudyДокумент112 страницWattle and Daub: Craft, Conservation and Wiltshire Case StudyPriyanka SuteОценок пока нет
- CPP PROJECT REPORT 6TH SEMESTER FinalДокумент40 страницCPP PROJECT REPORT 6TH SEMESTER FinalRoopshree Shelke100% (5)
- 2 Determination of Dynamic Modulus of Elasticity of Concrete by Impact Hammer PDFДокумент4 страницы2 Determination of Dynamic Modulus of Elasticity of Concrete by Impact Hammer PDFGana C RoverОценок пока нет
- Lab Manual For MOS LabДокумент30 страницLab Manual For MOS LabShahazad ShaikОценок пока нет
- Lectut MTN 105 PDF MT 201A Tutorial CH 8Документ1 страницаLectut MTN 105 PDF MT 201A Tutorial CH 8Vikhyath KstОценок пока нет
- E00804 Commercial Building For MRCB Technical OfferДокумент8 страницE00804 Commercial Building For MRCB Technical OfferkirubaОценок пока нет
- Rheology TannerДокумент11 страницRheology TannerRajashree ParidaОценок пока нет
- Cec 110p PDFДокумент20 страницCec 110p PDFJoifry DonnaОценок пока нет
- Corrosion Resistant Enclosures HOFFMANДокумент231 страницаCorrosion Resistant Enclosures HOFFMANMario GuzmanОценок пока нет