Вам также может понравиться
- Dolar TodayДокумент61 страницаDolar TodayJhon GreigОценок пока нет
- 2005 PL ChassisДокумент50 страниц2005 PL ChassisJhon GreigОценок пока нет
- PDF Test PDFДокумент1 страницаPDF Test PDFJhon GreigОценок пока нет
- 610 SullivanДокумент19 страниц610 SullivanJhon GreigОценок пока нет
- ReadmeДокумент1 страницаReadmeJhon GreigОценок пока нет
- 610 SullivanДокумент19 страниц610 SullivanJhon GreigОценок пока нет
- Products Sheet Fast RoPax Ferry 5114-01-2015Документ2 страницыProducts Sheet Fast RoPax Ferry 5114-01-2015Jhon GreigОценок пока нет
- Ship Structural Details: 7cte SE P2Документ139 страницShip Structural Details: 7cte SE P2MirceaОценок пока нет
- Product Sheet Damen Stan Lander 5612-12-2016Документ2 страницыProduct Sheet Damen Stan Lander 5612-12-2016Jhon GreigОценок пока нет
- As Ne 98 ReengineeringДокумент13 страницAs Ne 98 ReengineeringJhon GreigОценок пока нет
- Ship Design and ConstructionДокумент12 страницShip Design and ConstructiongamronОценок пока нет
- As Ne 98 ReengineeringДокумент13 страницAs Ne 98 ReengineeringJhon GreigОценок пока нет
- Executive Summary Damen DOP DredgersДокумент18 страницExecutive Summary Damen DOP DredgersJhon GreigОценок пока нет
- Basic Ship Design PhasesДокумент1 страницаBasic Ship Design PhasesJhon GreigОценок пока нет
- Product Sheet Damen Accomodation Support Vessel 9020-02-2017Документ2 страницыProduct Sheet Damen Accomodation Support Vessel 9020-02-2017Jhon GreigОценок пока нет
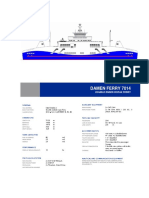
- Damen Ropax Ferry 7014 YN242496 DSДокумент2 страницыDamen Ropax Ferry 7014 YN242496 DSJhon GreigОценок пока нет
- DAMEN Public Transport Brochure April 2013Документ34 страницыDAMEN Public Transport Brochure April 2013Jhon GreigОценок пока нет
- Damen Offshore Accommodation Barge 7120 YN522001 DSДокумент2 страницыDamen Offshore Accommodation Barge 7120 YN522001 DSJhon GreigОценок пока нет
- Buoy Laying Vessel 8317 YN554001 RelumeДокумент2 страницыBuoy Laying Vessel 8317 YN554001 RelumeJhon GreigОценок пока нет
- Product Sheet Damen Ferry 1806-07-2016Документ2 страницыProduct Sheet Damen Ferry 1806-07-2016Jhon GreigОценок пока нет
- Anchor Handling Tug Supplier 200 DSДокумент2 страницыAnchor Handling Tug Supplier 200 DSJhon GreigОценок пока нет
- Air Bag Launching SystemsДокумент7 страницAir Bag Launching SystemsJhon GreigОценок пока нет
- Design ProcessДокумент54 страницыDesign Processteoteoteo1988100% (2)
- Microsoft Word - DFe 2206-DS-StandardДокумент2 страницыMicrosoft Word - DFe 2206-DS-StandardJhon GreigОценок пока нет
- Damen Fast Ropax Ferry 4512 YN53015152 DSДокумент2 страницыDamen Fast Ropax Ferry 4512 YN53015152 DSJhon GreigОценок пока нет
- List of Shipbuilders and ShipyardsДокумент21 страницаList of Shipbuilders and ShipyardsJhon GreigОценок пока нет
- Design ProcessДокумент54 страницыDesign Processteoteoteo1988100% (2)
- SD 1.5.4 Bulbous Bow DesignДокумент27 страницSD 1.5.4 Bulbous Bow DesignSurya Prakash Raju Mudunuri100% (2)
- HjkojgfddsshfjhfkhgkgkjgkgkjДокумент94 страницыHjkojgfddsshfjhfkhgkgkjgkgkjJhon GreigОценок пока нет
- DHDDFDFHDHTДокумент15 страницDHDDFDFHDHTJhon GreigОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (120)
- Config Cisco 881 Isla PartidaДокумент4 страницыConfig Cisco 881 Isla PartidaJohan Frederick FoitzickОценок пока нет
- Itt320 Quiz (Question)Документ9 страницItt320 Quiz (Question)tesqОценок пока нет
- Text EditorДокумент2 страницыText EditorVarunОценок пока нет
- Negative Feedback - Operational AmplifiersДокумент3 страницыNegative Feedback - Operational AmplifiersShailaja UdtewarОценок пока нет
- Tiruchendurmurugan - Hrce.tn - Gov.in Ticketing Reports e Acknowledgement View - PHP Transid 20240131103116000190Документ2 страницыTiruchendurmurugan - Hrce.tn - Gov.in Ticketing Reports e Acknowledgement View - PHP Transid 20240131103116000190vadivoo.1967Оценок пока нет
- Free PPT Templates: Insert The Sub Title of Your PresentationДокумент48 страницFree PPT Templates: Insert The Sub Title of Your PresentationMaria XaritidouОценок пока нет
- CERC Regulations 2019Документ33 страницыCERC Regulations 2019Bidur Gautam100% (1)
- User Centered DesignДокумент23 страницыUser Centered Designrm adderОценок пока нет
- New ResumeДокумент6 страницNew ResumeMichael EaganОценок пока нет
- UID SyllabusДокумент2 страницыUID SyllabusSangeetha krОценок пока нет
- UCLA - What Statistical Analysis Should I Use - SPSSДокумент54 страницыUCLA - What Statistical Analysis Should I Use - SPSSmllabateОценок пока нет
- Ecological Modelling and Energy DSSДокумент325 страницEcological Modelling and Energy DSSNàpoles RaymundoОценок пока нет
- JsonДокумент10 страницJsonAJAY SREEDHAR J100% (1)
- Account Opening and Servicing Part 1.odtДокумент159 страницAccount Opening and Servicing Part 1.odtpriyankaОценок пока нет
- Programming Fundamentals in C 1.1Документ193 страницыProgramming Fundamentals in C 1.1Sharaz HaiderОценок пока нет
- Traktor Signatures Set-Up DubfireДокумент1 страницаTraktor Signatures Set-Up DubfireAndres Fernando Rodriguez JaramilloОценок пока нет
- IRDH375 Series: Digital Ground Fault Monitor / Ground Detector Ungrounded (Floating) AC/DC SystemsДокумент6 страницIRDH375 Series: Digital Ground Fault Monitor / Ground Detector Ungrounded (Floating) AC/DC SystemsZaw Thet OoОценок пока нет
- Graded Unit 1Документ38 страницGraded Unit 1Yen Fa Chen100% (1)
- Tablesmith 4.5: RPG Generation ToolДокумент36 страницTablesmith 4.5: RPG Generation ToolBigBadKeithОценок пока нет
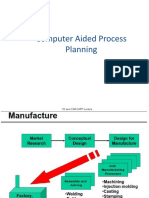
- Capp Cim Lecture Modified 2017Документ56 страницCapp Cim Lecture Modified 2017hemendraОценок пока нет
- VB ScriptДокумент15 страницVB ScriptNeelima MadalaОценок пока нет
- Trees: Discrete Structures For ComputingДокумент48 страницTrees: Discrete Structures For ComputingLê Văn HoàngОценок пока нет
- Success Is in Our Own HandsДокумент12 страницSuccess Is in Our Own HandsEnp Gus AgostoОценок пока нет
- Interactive Paper and Cross-Media PublishingДокумент13 страницInteractive Paper and Cross-Media PublishingBeat SignerОценок пока нет
- Computer Chapter 13Документ45 страницComputer Chapter 13Md. Sakib HossainОценок пока нет
- Hipaa Nist StandardДокумент152 страницыHipaa Nist Standardmrehan2k2Оценок пока нет
- AXIS Camera Station S1148 Recorder: User ManualДокумент39 страницAXIS Camera Station S1148 Recorder: User ManualfguerreroaОценок пока нет
- Composite and Inverse FunДокумент14 страницComposite and Inverse FunNiejay Arcullo LlagasОценок пока нет
- Testing Dan Implementasi Sistem Pengujian PadaДокумент11 страницTesting Dan Implementasi Sistem Pengujian PadaApin IvanОценок пока нет
- SPV3.1.0f READMEДокумент10 страницSPV3.1.0f READMEAlejandro SegoviaОценок пока нет