Вам также может понравиться
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Emission Control (2uz-Fe)Документ15 страницEmission Control (2uz-Fe)Abbode HoraniОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- War RoomДокумент88 страницWar RoomDada Sasa100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Cupping TherapyДокумент6 страницCupping TherapymsbunnileeОценок пока нет
- Science Grade 7: Active Reading Note-Taking GuideДокумент140 страницScience Grade 7: Active Reading Note-Taking Guideurker100% (1)
- WW.04.05 Contraction Stress Test (Oxytocin Challenge Test) PDFДокумент3 страницыWW.04.05 Contraction Stress Test (Oxytocin Challenge Test) PDFDiah Kurniawati100% (1)
- Pre Commissioning Check List of GeneratorДокумент26 страницPre Commissioning Check List of GeneratorSUROHMAN ROHMANОценок пока нет
- The Theory of Motivation in Dog Training: By: Ed FrawleyДокумент30 страницThe Theory of Motivation in Dog Training: By: Ed Frawleyrodrigue angbohОценок пока нет
- Membrane AutopsyДокумент2 страницыMembrane AutopsyBiljana TausanovicОценок пока нет
- Hair OilДокумент7 страницHair OilKetanMehta100% (1)
- Chapter 2 - Alkanes PDFДокумент54 страницыChapter 2 - Alkanes PDFSITI NUR ALISSA BINTI AHMAD RASMANОценок пока нет
- Structural Tanks and ComponentsДокумент19 страницStructural Tanks and ComponentsRodolfo Olate G.Оценок пока нет
- 200 State Council Members 2010Документ21 страница200 State Council Members 2010madhu kanna100% (1)
- Ear CandlingДокумент2 страницыEar CandlingpowerleaderОценок пока нет
- @9negros Occidental Vs BezoreДокумент3 страницы@9negros Occidental Vs BezoreSimeon SuanОценок пока нет
- Disease PreventionДокумент14 страницDisease PreventionJoan InsonОценок пока нет
- HSE TBT Schedule - Apr 2022Документ1 страницаHSE TBT Schedule - Apr 2022deepak bhagatОценок пока нет
- 7-13-1996 Joel Nance MDДокумент3 страницы7-13-1996 Joel Nance MDAnother AnonymomsОценок пока нет
- HD Management Brochure - Final PDFДокумент2 страницыHD Management Brochure - Final PDFVanzari RBMОценок пока нет
- Anthropometric Article2Документ11 страницAnthropometric Article2Lakshita SainiОценок пока нет
- 2018 Haar Wavelet For Solving The Inverse Point Kinetics EquationsДокумент8 страниц2018 Haar Wavelet For Solving The Inverse Point Kinetics EquationsGeraldinОценок пока нет
- Saving AccountДокумент9 страницSaving AccountpalkhinОценок пока нет
- Department of Education: Republic of The PhilippinesДокумент1 страницаDepartment of Education: Republic of The PhilippinesAre Em GeeОценок пока нет
- Specification and Maintenance Manual: Sequence Flashing Lights (SFL)Документ13 страницSpecification and Maintenance Manual: Sequence Flashing Lights (SFL)Javier Eduardo Alzate BogotaОценок пока нет
- Sail ProjectДокумент28 страницSail ProjectShahbaz AlamОценок пока нет
- En CafДокумент1 страницаEn Caffareedee0% (1)
- Respirator LangmanДокумент10 страницRespirator LangmanSavu MalinaОценок пока нет
- Reading Comprehension MaterialsДокумент6 страницReading Comprehension MaterialsDiana PundavelaОценок пока нет
- Lab Risk AssessmentДокумент8 страницLab Risk Assessmentaqilah haronОценок пока нет
- CFM Tutorial 5Документ26 страницCFM Tutorial 5Nithin Yadav0% (1)
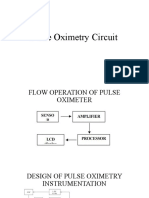
- Pulse Oximetry CircuitДокумент19 страницPulse Oximetry Circuitنواف الجهنيОценок пока нет