Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Question Bank No 2. For Second MCQДокумент24 страницыQuestion Bank No 2. For Second MCQUnknown Laapta50% (2)
- Assignment On Quality Assurance SystemДокумент7 страницAssignment On Quality Assurance Systemruhilanita11100% (1)
- Supply Chain Management of RECKEIIT BENKSEIERДокумент6 страницSupply Chain Management of RECKEIIT BENKSEIERFuhad AhmedОценок пока нет
- Ex. No. 10 Date: Model and NC Code Generation For Simple Profile Using Milling OperationДокумент5 страницEx. No. 10 Date: Model and NC Code Generation For Simple Profile Using Milling Operationfamilyuma0% (1)
- Rapid ToolingДокумент19 страницRapid ToolingSunny GaekwadОценок пока нет
- Syllabus Me0423 - Computer Aided Manufacturing Laboratory: PurposeДокумент10 страницSyllabus Me0423 - Computer Aided Manufacturing Laboratory: PurposefamilyumaОценок пока нет
- 5 - G-CodeДокумент55 страниц5 - G-CodefamilyumaОценок пока нет
- Complete EDM Handbook - 2Документ16 страницComplete EDM Handbook - 2familyumaОценок пока нет
- 1 MatlabReviewДокумент59 страниц1 MatlabReviewfamilyumaОценок пока нет
- Study On Parametric Optimization of Fused Deposition Modelling (FDM) ProcessДокумент207 страницStudy On Parametric Optimization of Fused Deposition Modelling (FDM) ProcessfamilyumaОценок пока нет
- A Preliminary Research On Development of A Fiber-Composite, Curved FDM SystemДокумент96 страницA Preliminary Research On Development of A Fiber-Composite, Curved FDM SystemfamilyumaОценок пока нет
- Geometric Transformations 1Документ26 страницGeometric Transformations 1familyumaОценок пока нет
- GDNT 1Документ14 страницGDNT 1familyumaОценок пока нет
- Computer Aided Process Planning-I 23Документ19 страницComputer Aided Process Planning-I 23familyumaОценок пока нет
- CH16 GD&T Overview CMPДокумент35 страницCH16 GD&T Overview CMPfamilyumaОценок пока нет
- ENGR-22 Lec-19 Sp07 GDT Tolerancing-1Документ45 страницENGR-22 Lec-19 Sp07 GDT Tolerancing-1familyumaОценок пока нет
- Computer Aided ManufacturingДокумент1 страницаComputer Aided ManufacturingSanjay GomastaОценок пока нет
- Assignment 1 Audit of inventories-MINGLANAДокумент4 страницыAssignment 1 Audit of inventories-MINGLANAMitch MinglanaОценок пока нет
- A Study On Inventory Management With Reff To Kallishwari CompanyДокумент52 страницыA Study On Inventory Management With Reff To Kallishwari CompanyMuthu MarshОценок пока нет
- Operations Management II: J & G DistributorsДокумент6 страницOperations Management II: J & G DistributorsAniket YevalkarОценок пока нет
- MGT 314 Group Project Marico BD Group 2Документ16 страницMGT 314 Group Project Marico BD Group 2JahidHassanОценок пока нет
- Sap MRP 2 ViewДокумент13 страницSap MRP 2 ViewLannie PFОценок пока нет
- SK Notes SCM 2020 l#0Документ3 страницыSK Notes SCM 2020 l#0PREETAM SURESH RATHODОценок пока нет
- Beijing Fabric Garden Texitle Trade CenterДокумент14 страницBeijing Fabric Garden Texitle Trade CenterAtharva RajeshirkeОценок пока нет
- 4W Brochure Rubber Tracks PDFДокумент48 страниц4W Brochure Rubber Tracks PDFSzilárd SОценок пока нет
- Acronyms - Six Sigma - LeanДокумент3 страницыAcronyms - Six Sigma - LeanRone Da-anoyОценок пока нет
- Productivity & Work Study BasicsДокумент34 страницыProductivity & Work Study BasicsSangam Kadole75% (4)
- Tim WoodДокумент3 страницыTim WoodANUSHREE V 1627035Оценок пока нет
- Extrusion BasicsДокумент3 страницыExtrusion BasicsSaad AliОценок пока нет
- 5 YIL RTI Document 10-06-2023Документ7 страниц5 YIL RTI Document 10-06-2023vysakhbabu06Оценок пока нет
- 10-Years Solid Waste Management PlanДокумент11 страниц10-Years Solid Waste Management PlanZleCerboAtienzaОценок пока нет
- Chapter 2 Software ProcessДокумент19 страницChapter 2 Software ProcesssanketОценок пока нет
- CM CH 2 Product Costing SystemsДокумент43 страницыCM CH 2 Product Costing SystemsAkuntansi Internasional 2016100% (1)
- Jawaban Tugas 8 - InventoryДокумент6 страницJawaban Tugas 8 - InventoryEmmanuella GrachiaОценок пока нет
- SCOR Framework PDFДокумент10 страницSCOR Framework PDFKalyani GogoiОценок пока нет
- Makerere University: Faculty of TechnologyДокумент5 страницMakerere University: Faculty of Technologyopio jamesОценок пока нет
- Preparation For EngineeringДокумент21 страницаPreparation For Engineeringl8o8r8d8s8i8v8Оценок пока нет
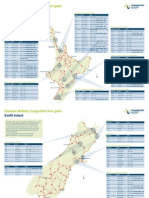
- Summer Holiday Peak Traffic 14 15Документ2 страницыSummer Holiday Peak Traffic 14 15Ben RossОценок пока нет
- Overview of ISO 9000 and ISO 14000Документ16 страницOverview of ISO 9000 and ISO 14000varekar_akshay91Оценок пока нет
- 1Документ3 страницы1Flordeliza VidadОценок пока нет
- Multahadi Qisman 2119492 - AssignmentДокумент11 страницMultahadi Qisman 2119492 - AssignmentMultahadi QismanОценок пока нет
- Process Costing 1Документ57 страницProcess Costing 1Adrian Montemayor100% (1)
- VP Director Global Logistics Operations in Austin TX Resume William Doug DolanДокумент3 страницыVP Director Global Logistics Operations in Austin TX Resume William Doug DolanWilliamDougDolanОценок пока нет