Вам также может понравиться
- C1289Документ9 страницC1289dinhtung2210Оценок пока нет
- Styrene Butadiene Styrene (SBS) Modified Bituminous Sheet Materials Using A Combination of Polyester and Glass Fiber ReinforcementsДокумент3 страницыStyrene Butadiene Styrene (SBS) Modified Bituminous Sheet Materials Using A Combination of Polyester and Glass Fiber Reinforcementsrajivr_ranjan_vermaОценок пока нет
- Elasticity and Strength in Glasses: Glass: Science and TechnologyОт EverandElasticity and Strength in Glasses: Glass: Science and TechnologyD UhlmannОценок пока нет
- Roofing and Waterproofing: Standard Terminology Relating ToДокумент9 страницRoofing and Waterproofing: Standard Terminology Relating ToRONALD MUELLERОценок пока нет
- Steel Self-Piercing Tapping Screws For The Application of Gypsum Panel Products or Metal Plaster Bases To Wood Studs or Steel StudsДокумент4 страницыSteel Self-Piercing Tapping Screws For The Application of Gypsum Panel Products or Metal Plaster Bases To Wood Studs or Steel StudsMikoОценок пока нет
- BS 8218-1998 Mastic Asphalt RoofingДокумент38 страницBS 8218-1998 Mastic Asphalt Roofingconst1Оценок пока нет
- 30-Astm C1021-08Документ3 страницы30-Astm C1021-08Rolando de Guzman100% (1)
- Astm D7281-07Документ3 страницыAstm D7281-07Santiago SostenibleОценок пока нет
- Astm D 7349Документ6 страницAstm D 7349Yeremi Teotl HuayОценок пока нет
- Advanced Building Envelope Components: Comparative ExperimentsОт EverandAdvanced Building Envelope Components: Comparative ExperimentsОценок пока нет
- Earthquake Resistant Design and Risk ReductionОт EverandEarthquake Resistant Design and Risk ReductionРейтинг: 4 из 5 звезд4/5 (1)
- CEVA 250-Phyzite 380Документ1 страницаCEVA 250-Phyzite 380hernie w. vergel de dios jrОценок пока нет
- BarChip Fibres Replace Steel in Chilean HousingДокумент2 страницыBarChip Fibres Replace Steel in Chilean HousingPedro Augusto Delgado NascimentoОценок пока нет
- The Use of Bonding Agents For Portland Cement PlasteringДокумент3 страницыThe Use of Bonding Agents For Portland Cement PlasteringbatteekhОценок пока нет
- 524R 04 PDFДокумент40 страниц524R 04 PDFFred PrzОценок пока нет
- Impact Resistance of Bituminous Roofing Systems: Standard Test Method ForДокумент3 страницыImpact Resistance of Bituminous Roofing Systems: Standard Test Method ForToBertОценок пока нет
- D7425D7425M 13Документ3 страницыD7425D7425M 13diego rodriguez100% (1)
- Non-Asbestos Fiber-Mat Reinforced Cement Substrate Sheets: Standard Specification ForДокумент4 страницыNon-Asbestos Fiber-Mat Reinforced Cement Substrate Sheets: Standard Specification ForNicolas FernandezОценок пока нет
- Behavior of Materials in A Tube Furnace With A Cone-Shaped Airflow Stabilizer, at 750°CДокумент11 страницBehavior of Materials in A Tube Furnace With A Cone-Shaped Airflow Stabilizer, at 750°CAhmad Zubair RasulyОценок пока нет
- Tile Association UK - Tiling-With-Resin-Agglomerated-Tiles-Updated-16Документ27 страницTile Association UK - Tiling-With-Resin-Agglomerated-Tiles-Updated-16pankajОценок пока нет
- ASTM's C926, C897, C932, C631Документ25 страницASTM's C926, C897, C932, C631sarah magdyОценок пока нет
- Astm C126-16Документ6 страницAstm C126-16Manuel Antonio Santos VargasОценок пока нет
- Astm D 7186-05Документ11 страницAstm D 7186-05Pamela Sanabria0% (1)
- Astm e 514Документ5 страницAstm e 514Nataly PinedaОценок пока нет
- Ansi Wdma - Is 1a 2013 FlushДокумент53 страницыAnsi Wdma - Is 1a 2013 FlushJoseph Allan TolentinoОценок пока нет
- Astm C1397-13Документ9 страницAstm C1397-13Boz Van DuynОценок пока нет
- Evaluating Water-Resistive Barrier (WRB) Coatings Used Under Exterior Insulation and Finish Systems (EIFS) or EIFS With DrainageДокумент5 страницEvaluating Water-Resistive Barrier (WRB) Coatings Used Under Exterior Insulation and Finish Systems (EIFS) or EIFS With DrainageAhmad Zubair RasulyОценок пока нет
- Astm C 841-03 Standard Specifications For The Installation PDFДокумент10 страницAstm C 841-03 Standard Specifications For The Installation PDFCharwin PicaoОценок пока нет
- Previews BHMA A156!9!2010 PreДокумент5 страницPreviews BHMA A156!9!2010 Pretmisulica0% (1)
- D450Документ2 страницыD450saifullah629Оценок пока нет
- MPI Maintenance Repainting ManualДокумент18 страницMPI Maintenance Repainting ManualnzarОценок пока нет
- C1242Документ15 страницC1242Yaser Al ShabasyОценок пока нет
- D227 PDFДокумент2 страницыD227 PDFArnold RojasОценок пока нет
- C1242Документ17 страницC1242Ana Rabiniuc100% (1)
- Sampling and Analysis of Built-Up Roofs: Standard Practice ForДокумент5 страницSampling and Analysis of Built-Up Roofs: Standard Practice ForMohammad Yaseen100% (1)
- D7032 1213477 1 PDFДокумент11 страницD7032 1213477 1 PDFBodhi RudraОценок пока нет
- D 1668 - 97 Rde2njgДокумент3 страницыD 1668 - 97 Rde2njgdaovandongpktОценок пока нет
- Mineral Wool Roof Insulation Board: Standard Specification ForДокумент4 страницыMineral Wool Roof Insulation Board: Standard Specification ForMina RemonОценок пока нет
- Thin Veneer Brick Units Made From Clay or Shale: Standard Specification ForДокумент4 страницыThin Veneer Brick Units Made From Clay or Shale: Standard Specification ForRed RedОценок пока нет
- Hybrid' Light Steel Panel and Modular SystemsДокумент11 страницHybrid' Light Steel Panel and Modular SystemsIr AyenОценок пока нет
- Astm C-1178-1 PDFДокумент3 страницыAstm C-1178-1 PDFibrahim0% (1)
- Astm C568-10Документ2 страницыAstm C568-10weamОценок пока нет
- CDC - Glass Railing System Handouts PDFДокумент14 страницCDC - Glass Railing System Handouts PDFMina AdlyОценок пока нет
- Specifying Ceramic Tile With ANSI and ISO StandardsДокумент45 страницSpecifying Ceramic Tile With ANSI and ISO StandardsAlQuon for U100% (1)
- Air BarrierДокумент12 страницAir Barrierthinker_Оценок пока нет
- Installation of Load Bearing (Transverse and Axial) Steel Studs and Related AccessoriesДокумент4 страницыInstallation of Load Bearing (Transverse and Axial) Steel Studs and Related AccessoriesMikoОценок пока нет
- D226 PDFДокумент3 страницыD226 PDFTk ShinОценок пока нет
- Astm A 185-97Документ5 страницAstm A 185-97MiguelitovskyОценок пока нет
- Mechanical and Physcial Properties of Fibre Cement Board PDFДокумент5 страницMechanical and Physcial Properties of Fibre Cement Board PDFanhnguyenhaiОценок пока нет
- C1032 - 06Документ2 страницыC1032 - 06Black GokuОценок пока нет
- Iso 8339 2005Документ9 страницIso 8339 2005Tâm Nguyễn ĐồngОценок пока нет
- Steel - and Synthetic Fibre ReinforcedДокумент12 страницSteel - and Synthetic Fibre ReinforcedMangisi Haryanto ParapatОценок пока нет
- Astm C 679-2003 PDFДокумент3 страницыAstm C 679-2003 PDFzeqs967% (3)
- Ac178 PDFДокумент7 страницAc178 PDFBhavik Dhami100% (1)
- SSPC No 05 CoatingДокумент4 страницыSSPC No 05 CoatingDawitt Badillo100% (1)
- Calculating Movement and Other Effects When Establishing Sealant Joint WidthДокумент21 страницаCalculating Movement and Other Effects When Establishing Sealant Joint WidthlearsiОценок пока нет
- Aluminum Structures FAQ GuideДокумент3 страницыAluminum Structures FAQ GuideZebОценок пока нет
- Astm D1752-18Документ3 страницыAstm D1752-18zaid100% (1)
- CS Hafele EbookДокумент40 страницCS Hafele EbookAjrod RodОценок пока нет
- Astm e 136Документ10 страницAstm e 136Zahoor Ahmed MohsanОценок пока нет
- Calculation of The Plastic Section Modulus Using The ComputerДокумент4 страницыCalculation of The Plastic Section Modulus Using The ComputerAnonymous 7MdZQn1Оценок пока нет
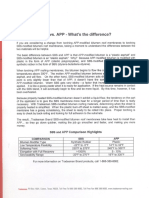
- SBS Vs APP PDFДокумент1 страницаSBS Vs APP PDFJeff GajeОценок пока нет
- Processes: Utilization of Pyrolytic Carbon Black Waste For The Development of Sustainable MaterialsДокумент16 страницProcesses: Utilization of Pyrolytic Carbon Black Waste For The Development of Sustainable MaterialsЮрий КостенкоОценок пока нет
- AISC ExamI1&2&3Документ11 страницAISC ExamI1&2&3Dhurai KesavanОценок пока нет
- TM 5-809-1 AFMAN 88-3 Chap-1 C1Документ97 страницTM 5-809-1 AFMAN 88-3 Chap-1 C1Jeff GajeОценок пока нет
- Nueva Medicina Germanica Folleto PresentacionДокумент54 страницыNueva Medicina Germanica Folleto PresentacionAnii QuirosОценок пока нет
- Testing Calibration Fees 2019Документ10 страницTesting Calibration Fees 2019alyanna aysonОценок пока нет
- Catalog Profile PDFДокумент57 страницCatalog Profile PDFTănase FlorianОценок пока нет
- Acceptance Criteriafor Concreteand Reinforcedand Unreinforced Masonry Strengtheningusing FRPДокумент13 страницAcceptance Criteriafor Concreteand Reinforcedand Unreinforced Masonry Strengtheningusing FRPmy09Оценок пока нет
- Leading Fastener Companies in ChinaДокумент7 страницLeading Fastener Companies in ChinaJeff GajeОценок пока нет
- Specification For Spring SupportsДокумент22 страницыSpecification For Spring SupportsJeff GajeОценок пока нет
- Seismic Design and Analysis of Underground StructuДокумент48 страницSeismic Design and Analysis of Underground StructuJeff GajeОценок пока нет
- Chap 11 5 Bar SpliceДокумент3 страницыChap 11 5 Bar SpliceLleiLleiОценок пока нет
- IMPERSEAL 7000XL waterproofing membraneДокумент2 страницыIMPERSEAL 7000XL waterproofing membraneJeff GajeОценок пока нет
- EN1991 8 CalgaroДокумент38 страницEN1991 8 CalgaroNicu LucanОценок пока нет
- Astm-D751 06Документ19 страницAstm-D751 06Jeff Gaje100% (1)
- Safety Factors - For Pile TestingДокумент7 страницSafety Factors - For Pile TestingJeff GajeОценок пока нет
- Publications FroschДокумент7 страницPublications FroschJeff GajeОценок пока нет
- Dynamic TableДокумент27 страницDynamic Tablepinksp5Оценок пока нет
- Dynamic TableДокумент27 страницDynamic Tablepinksp5Оценок пока нет
- Tunnel Engineering-1 25042016 084008AMДокумент82 страницыTunnel Engineering-1 25042016 084008AMJacky LeongОценок пока нет
- Wood and Armer Slab Design Method for Twisting MomentsДокумент2 страницыWood and Armer Slab Design Method for Twisting MomentsBalaji VenkateswaranОценок пока нет
- Quick Anchor: Users ManualДокумент21 страницаQuick Anchor: Users ManualJeff GajeОценок пока нет
- Spez OpenSide Cargo ContainerДокумент19 страницSpez OpenSide Cargo ContainerJeff GajeОценок пока нет
- WRN STD 015Документ1 страницаWRN STD 015Jeff GajeОценок пока нет
- WRN STD 007aДокумент1 страницаWRN STD 007aJeff GajeОценок пока нет
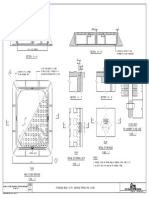
- Manhole Cover Slab Reinforcement ArrangementДокумент1 страницаManhole Cover Slab Reinforcement ArrangementMesfin DerbewОценок пока нет
- Dirty Ice Cream Cart 100..Документ1 страницаDirty Ice Cream Cart 100..Jeff GajeОценок пока нет
- Driven Pile Specs - Sec700Документ154 страницыDriven Pile Specs - Sec700Jeff GajeОценок пока нет
- Advertisement On Sunflowers Perfume by Elizabeth ArdenДокумент18 страницAdvertisement On Sunflowers Perfume by Elizabeth ArdenNur Fajarwati ZuchrifahОценок пока нет
- Peta I Think Fizik t4Документ18 страницPeta I Think Fizik t4Yk TayОценок пока нет
- ID Rekonstruksi Sistem Birokrasi PertanahanДокумент24 страницыID Rekonstruksi Sistem Birokrasi PertanahanMuhammad FakhriОценок пока нет
- ManipalCigna Active Retail Hospital Network List as on 01 Apr 2022Документ415 страницManipalCigna Active Retail Hospital Network List as on 01 Apr 2022sanjay kumarОценок пока нет
- ISO/IEC 20000 Lead Implementer Course (5 Days)Документ3 страницыISO/IEC 20000 Lead Implementer Course (5 Days)rohitbanerjeeОценок пока нет
- E2309 137950-1Документ8 страницE2309 137950-1Sarvesh MishraОценок пока нет
- English Proficiency Test (EPT) Reviewer With Answers - Part 1 - Online E LearnДокумент4 страницыEnglish Proficiency Test (EPT) Reviewer With Answers - Part 1 - Online E LearnMary Joy OlitoquitОценок пока нет
- What Is Six Sigma: Everything You Need To Know About It: by Pankaj KumarДокумент16 страницWhat Is Six Sigma: Everything You Need To Know About It: by Pankaj KumarSuman DewanОценок пока нет
- Opening RitualДокумент17 страницOpening RitualTracy CrockettОценок пока нет
- Healthy Horizons-Butler University Ambulatory Care Appe Rotation SyllabusДокумент13 страницHealthy Horizons-Butler University Ambulatory Care Appe Rotation Syllabusapi-316593964Оценок пока нет
- Rehotrical AnalysisДокумент3 страницыRehotrical AnalysisShahid MumtazОценок пока нет
- Internship Report On Nundhyar Engineering & Construction BattagramДокумент65 страницInternship Report On Nundhyar Engineering & Construction BattagramFaisal AwanОценок пока нет
- Professional Teaching ResumeДокумент2 страницыProfessional Teaching Resumeapi-535361896Оценок пока нет
- About Nysc Ict CD in Imo StateДокумент9 страницAbout Nysc Ict CD in Imo StateIsoft PexОценок пока нет
- Belief MatrixДокумент1 страницаBelief Matrixapi-384108912Оценок пока нет
- Activities For Phonemic AwarenessДокумент4 страницыActivities For Phonemic AwarenessSpriha Agarwal100% (1)
- Wildlife Ecology - Unit 14 - Week (12) - RevisionДокумент1 страницаWildlife Ecology - Unit 14 - Week (12) - RevisionAdityaОценок пока нет
- Draft Resolution 1.1 SPECPOL LUMUN 2013Документ8 страницDraft Resolution 1.1 SPECPOL LUMUN 2013Hamza Hashim100% (1)
- DocxДокумент2 страницыDocxNashОценок пока нет
- Antenna & Wave Propagation - Course OutlineДокумент2 страницыAntenna & Wave Propagation - Course OutlineSabuj AhmedОценок пока нет
- Optimizing RMAN RecoveryДокумент61 страницаOptimizing RMAN RecoveryVijay ParuchuriОценок пока нет
- One, Two and Three PerspectiveДокумент10 страницOne, Two and Three PerspectiveNikko Bait-itОценок пока нет
- California Clothing Vs QuinonesДокумент4 страницыCalifornia Clothing Vs QuinonesLily MondaragonОценок пока нет
- Book Review: Alain de Botton's The Art of TravelДокумент8 страницBook Review: Alain de Botton's The Art of TravelharroweenОценок пока нет
- Gajendra-Moksha HTMLДокумент7 страницGajendra-Moksha HTMLankitОценок пока нет
- Alpha To Omega PPT (David & Krishna)Документ11 страницAlpha To Omega PPT (David & Krishna)gsdrfwpfd2Оценок пока нет
- Cunningham S Book of Shadows PDFДокумент258 страницCunningham S Book of Shadows PDFAngela C. Allen100% (10)
- CMT 565:waste and Wastewater Technology: Experiment No: 5 Title: Biochemical Oxygen Demand (Bod)Документ4 страницыCMT 565:waste and Wastewater Technology: Experiment No: 5 Title: Biochemical Oxygen Demand (Bod)kuekОценок пока нет
- Lec23 PDFДокумент44 страницыLec23 PDFSyed YousufuddinОценок пока нет