Вам также может понравиться
- Aisi 4340 Alloy Steel (Uns g43400)Документ4 страницыAisi 4340 Alloy Steel (Uns g43400)LamhotFernandoSihombingОценок пока нет
- ASTM A355 Standard Spec For Nitriding PDFДокумент3 страницыASTM A355 Standard Spec For Nitriding PDFAntonio J100% (1)
- Astm A351-A351mДокумент7 страницAstm A351-A351mJose Gregorio RodriguezОценок пока нет
- BS 2874Документ1 страницаBS 2874poydulefya0% (2)
- Aerospace Material SpecificationДокумент6 страницAerospace Material Specificationvsraju2Оценок пока нет
- A1084-15a Standard Test Method For Detecting Detrimental Phases in Lean Duplex Austenitic - Ferritic Stainless SteelsДокумент18 страницA1084-15a Standard Test Method For Detecting Detrimental Phases in Lean Duplex Austenitic - Ferritic Stainless Steelstjt4779Оценок пока нет
- ASTM-A449: Licensed by Information Handling Services Licensed by Information Handling ServicesДокумент7 страницASTM-A449: Licensed by Information Handling Services Licensed by Information Handling ServicesRoland CepedaОценок пока нет
- PMI ACP Exam PrepДокумент329 страницPMI ACP Exam PrepJuan Luis Ferret100% (2)
- Hot-Rolled and Cold-Finished Age-Hardening Stainless Steel Bars and ShapesДокумент8 страницHot-Rolled and Cold-Finished Age-Hardening Stainless Steel Bars and ShapesradziОценок пока нет
- FlotationДокумент39 страницFlotationMuhammad Zubair SharifОценок пока нет
- Astm A314 PDFДокумент3 страницыAstm A314 PDFMatyash MatyashОценок пока нет
- Astm A484Документ13 страницAstm A484alexandre5araujo-1Оценок пока нет
- Astm A564Документ10 страницAstm A564chetan_thakur4278100% (1)
- A564A564M-13 Standard Specification For Hot-Rolled and Cold-Finished Age-Hardening Stainless Steel Bars and ShapesДокумент8 страницA564A564M-13 Standard Specification For Hot-Rolled and Cold-Finished Age-Hardening Stainless Steel Bars and Shapestjt4779Оценок пока нет
- Precipitation Hardening Nickel-Copper-Aluminum Alloy (UNS N05500) Bar, Rod, Wire, Forgings, and Forging StockДокумент6 страницPrecipitation Hardening Nickel-Copper-Aluminum Alloy (UNS N05500) Bar, Rod, Wire, Forgings, and Forging StockraulОценок пока нет
- Alloy Steel Grade and Specs Aerovacalloyforge ComДокумент3 страницыAlloy Steel Grade and Specs Aerovacalloyforge ComSteve BraunОценок пока нет
- ASTM A747-Standard-Specification-For-Steel-Castings-Stainless-Precipitation-Hardening PDFДокумент4 страницыASTM A747-Standard-Specification-For-Steel-Castings-Stainless-Precipitation-Hardening PDFRaul Dela Rosa Malanog100% (1)
- B444 16e1Документ4 страницыB444 16e1Dam VoОценок пока нет
- High-Carbon Anti-Friction Bearing Steel: Standard Specification ForДокумент4 страницыHigh-Carbon Anti-Friction Bearing Steel: Standard Specification ForTriveni Forge QCОценок пока нет
- Astm A304 - 12.16Документ48 страницAstm A304 - 12.16gkhn100% (1)
- Seamless and Welded Ferritic and Martensitic Stainless Steel Tubing For General ServiceДокумент7 страницSeamless and Welded Ferritic and Martensitic Stainless Steel Tubing For General ServicedgkmurtiОценок пока нет
- ASTM B111 - Standard Specification For Copper and Copper-Alloy Seamless Condenser Tubes and Ferrule StockДокумент18 страницASTM B111 - Standard Specification For Copper and Copper-Alloy Seamless Condenser Tubes and Ferrule Stockfininho555Оценок пока нет
- ASTM A276-98bДокумент7 страницASTM A276-98bNadhiraОценок пока нет
- Copper and Copper Alloy Forging Rod, Bar, and Shapes: Standard Specification ForДокумент8 страницCopper and Copper Alloy Forging Rod, Bar, and Shapes: Standard Specification Foralucard375Оценок пока нет
- SB 111Документ14 страницSB 111patelr123Оценок пока нет
- Copper-Beryllium Alloy Rod and Bar: Standard Specification ForДокумент5 страницCopper-Beryllium Alloy Rod and Bar: Standard Specification ForAyvid HgnisОценок пока нет
- A493 00 PDFДокумент3 страницыA493 00 PDFJohano AraújoОценок пока нет
- Stainless Chromium Steel-Clad Plate: Standard Specification ForДокумент6 страницStainless Chromium Steel-Clad Plate: Standard Specification Forist93993Оценок пока нет
- A304 - 20 Standard Specification For Carbon and Alloy Steel Bars Subject To End-Quench Hardenability RequirementsДокумент48 страницA304 - 20 Standard Specification For Carbon and Alloy Steel Bars Subject To End-Quench Hardenability RequirementsAlejandro Valdes100% (1)
- Astm B906Документ16 страницAstm B906Jamil SalmanОценок пока нет
- Sa 325 PDFДокумент12 страницSa 325 PDFMo'men Abu-SmaihaОценок пока нет
- Astm b169Документ4 страницыAstm b169ANIL100% (1)
- Astm A106 1999Документ13 страницAstm A106 1999Rolando CastilloОценок пока нет
- Asme 2a - Sa-350 PDFДокумент12 страницAsme 2a - Sa-350 PDFEswaran100% (1)
- Astm B164 1998 PDFДокумент9 страницAstm B164 1998 PDFel_apache10Оценок пока нет
- Stainless Steel Needle Tubing: Standard Specification ForДокумент2 страницыStainless Steel Needle Tubing: Standard Specification Formalika_00Оценок пока нет
- Steel Bars, Carbon, Hot-Wrought, Special Quality: Standard Specification ForДокумент6 страницSteel Bars, Carbon, Hot-Wrought, Special Quality: Standard Specification ForAnıl ZiylanОценок пока нет
- B574 Plfy402430879val PDFДокумент6 страницB574 Plfy402430879val PDFCarlosIkedaОценок пока нет
- Surface Vehicle Recommended Practice: 400 Commonwealth Drive, Warrendale, PA 15096-0001Документ5 страницSurface Vehicle Recommended Practice: 400 Commonwealth Drive, Warrendale, PA 15096-0001Leonardo Gonçalves GomideОценок пока нет
- Astm F 436-04Документ6 страницAstm F 436-04JORGE ARTURO TORIBIO HUERTAОценок пока нет
- Astm A512 PDFДокумент7 страницAstm A512 PDFRathi TwОценок пока нет
- Asme Sec II Part B 2017Документ1 страницаAsme Sec II Part B 2017Lipika Gayen0% (1)
- SB 271Документ4 страницыSB 271AnilОценок пока нет
- Fitting ASTM A 197 PDFДокумент4 страницыFitting ASTM A 197 PDFSusan Sue Berrospi Merino100% (1)
- A580A580M-15 Standard Specification For Stainless Steel WireДокумент5 страницA580A580M-15 Standard Specification For Stainless Steel Wiretjt4779Оценок пока нет
- Astm B446-08Документ5 страницAstm B446-08Srinivasan KrishnamoorthyОценок пока нет
- Astm B 455Документ3 страницыAstm B 455Reza NooriОценок пока нет
- 219-Asme-Sec-Ii-B-Sb-211 Alu AlloyДокумент14 страниц219-Asme-Sec-Ii-B-Sb-211 Alu AlloyGRIPHOLD Engineering ServicesОценок пока нет
- Astm B805Документ7 страницAstm B805Jonicus-DextoreОценок пока нет
- Astm B 367 - 09Документ6 страницAstm B 367 - 09taker6Оценок пока нет
- Astm 194 - 2023Документ13 страницAstm 194 - 2023ahmed sobhyОценок пока нет
- Astm b425Документ5 страницAstm b425singaravelan narayanasamyОценок пока нет
- Astm B283Документ10 страницAstm B283Natasa GrujicicОценок пока нет
- A 957 - A 957M - 15aДокумент9 страницA 957 - A 957M - 15aPavan KumarОценок пока нет
- Quenched and Tempered Carbon and Alloy Steel Forgings For Pressure Vessel ComponentsДокумент5 страницQuenched and Tempered Carbon and Alloy Steel Forgings For Pressure Vessel ComponentsJose PerezОценок пока нет
- General Requirements For Steel Bars, Carbon and Alloy, Hot-WroughtДокумент16 страницGeneral Requirements For Steel Bars, Carbon and Alloy, Hot-Wroughtعصام السامرائيОценок пока нет
- ASTM A580 2006 Standard Specification For Stainless Steel WireДокумент5 страницASTM A580 2006 Standard Specification For Stainless Steel WireEidrish Shaikh100% (2)
- Asme-B18.31.1m-2008 - (2016) METRIC STUD PDFДокумент25 страницAsme-B18.31.1m-2008 - (2016) METRIC STUD PDFIndana Steel Pvt.LtdОценок пока нет
- 14H, 22H DetailsДокумент1 страница14H, 22H DetailsmshОценок пока нет
- Pressure Vessel Plates, Alloy Steel, Chromium-Molybdenum: Standard Specification ForДокумент6 страницPressure Vessel Plates, Alloy Steel, Chromium-Molybdenum: Standard Specification Foralucard375Оценок пока нет
- A401A401M-10 Standard Specification For Steel Wire, Chromium-Silicon AlloyДокумент4 страницыA401A401M-10 Standard Specification For Steel Wire, Chromium-Silicon Alloytjt4779Оценок пока нет
- Age-Hardening Stainless Steel Forgings: Standard Specification ForДокумент7 страницAge-Hardening Stainless Steel Forgings: Standard Specification ForamerОценок пока нет
- Astm A705 PDFДокумент7 страницAstm A705 PDFCristian OtivoОценок пока нет
- Maintenance Strategy - Anthony KellyДокумент270 страницMaintenance Strategy - Anthony KellyJuan Luis Ferret100% (1)
- PMI ACP Exam Prep Apr2018 Updates OnlyДокумент12 страницPMI ACP Exam Prep Apr2018 Updates OnlyJuan Luis FerretОценок пока нет
- Hoja Control Documental: ProyectoДокумент10 страницHoja Control Documental: ProyectoJuan Luis FerretОценок пока нет
- PMI-ACP Practice Questions PDFДокумент4 страницыPMI-ACP Practice Questions PDFJuan Luis FerretОценок пока нет
- Operator'S Pre-Operation Checklist Electric Pallet Jack: Have A Qualified Mechanic Correct All ProblemsДокумент1 страницаOperator'S Pre-Operation Checklist Electric Pallet Jack: Have A Qualified Mechanic Correct All ProblemsJuan Luis FerretОценок пока нет
- 175 PMP Sample QuestionsДокумент78 страниц175 PMP Sample QuestionsJuan Luis FerretОценок пока нет
- Manufacturing Pharmacy ReviewerДокумент3 страницыManufacturing Pharmacy ReviewerGiselle Clarisse D. Celiz100% (1)
- 5 - Duplex Stainless Steels and Nickel AlloysДокумент44 страницы5 - Duplex Stainless Steels and Nickel AlloysdennykvgОценок пока нет
- Module 4 THE MOLE CONCEPTДокумент22 страницыModule 4 THE MOLE CONCEPTJan IceОценок пока нет
- FW171Документ9 страницFW171Chinmoy DholeОценок пока нет
- 2008 CropProtection Newsroom Brochures CropProtectionProductRangeДокумент19 страниц2008 CropProtection Newsroom Brochures CropProtectionProductRangeRomán M Martín del C0% (1)
- PDF DocumentДокумент1 страницаPDF Documentn.nuhanashОценок пока нет
- Metabolism of LipidsДокумент23 страницыMetabolism of Lipidssima mhammedОценок пока нет
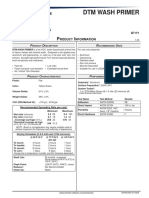
- Protective & Marine Coatings: DTM Wash PrimerДокумент4 страницыProtective & Marine Coatings: DTM Wash PrimerAna CabreraОценок пока нет
- Solutions: Asha Russel Asst. Science Tutor A'Документ24 страницыSolutions: Asha Russel Asst. Science Tutor A'AshaОценок пока нет
- Synthesis and Characterization of Phenytoin Drug and Alpha Benzilmonoxime From BEA711Документ4 страницыSynthesis and Characterization of Phenytoin Drug and Alpha Benzilmonoxime From BEA711Jamila WazirОценок пока нет
- S - 10 - HO 1.2 - Chemical Reactions and EquationsДокумент3 страницыS - 10 - HO 1.2 - Chemical Reactions and EquationsSaatvik RanjanОценок пока нет
- NameДокумент8 страницNameromeyer810% (6)
- Matter 7 FINALedited1Документ3 страницыMatter 7 FINALedited1Christopher CathedralОценок пока нет
- ATM145P Time Schedule 2023 - GEДокумент6 страницATM145P Time Schedule 2023 - GExOx LiT NОценок пока нет
- Ash Mineral AnalysisДокумент60 страницAsh Mineral AnalysisAgeng Wahyu PatrianitaОценок пока нет
- HISTOCHEMISTRYДокумент63 страницыHISTOCHEMISTRYNAKULОценок пока нет
- Enhancement in Biogas Production From Press MudДокумент5 страницEnhancement in Biogas Production From Press MudHarsha Vardhan ReddyОценок пока нет
- Iso 21663 2020Документ11 страницIso 21663 2020Wojciech JerzakОценок пока нет
- List Bahan KimiaДокумент6 страницList Bahan KimiaLisa FebriyantiОценок пока нет
- Electro ChemistryДокумент34 страницыElectro ChemistryFam IlyОценок пока нет
- Mat 3831 For Suppliers PDFДокумент3 страницыMat 3831 For Suppliers PDFbaskaran ayyapparaj100% (1)
- Jo 0503299Документ6 страницJo 0503299Kyucheol PaikОценок пока нет
- Chemistry ProjectДокумент11 страницChemistry Project11F10 RUCHITA MAARANОценок пока нет
- Specification For Bare Electrodes and Rods For Surfacing: AWS A5.21:2001 An American National StandardДокумент7 страницSpecification For Bare Electrodes and Rods For Surfacing: AWS A5.21:2001 An American National StandardBalkishan DyavanapellyОценок пока нет
- Chapter 8Документ11 страницChapter 8Tandra SinhaОценок пока нет
- 2542 Molygen Sae 5w-50 - enДокумент2 страницы2542 Molygen Sae 5w-50 - enAmy NolanОценок пока нет
- Biodiesel Production From Vegetable OilДокумент23 страницыBiodiesel Production From Vegetable Oilnghiemta18Оценок пока нет
- 1-7 Manufacturing BasicsДокумент29 страниц1-7 Manufacturing Basicselektron2010Оценок пока нет