Вам также может понравиться
- Planificación producción mineraДокумент17 страницPlanificación producción mineraJhojanErikPizarroRodriguezОценок пока нет
- Diagrama de Flujo Planta Cerro Del Norte (Actualizado) (T y D)Документ6 страницDiagrama de Flujo Planta Cerro Del Norte (Actualizado) (T y D)Tafur Ramón IsraelОценок пока нет
- Tema09 MG Leymineral Valoreconmico 141108144150 Conversion Gate02Документ34 страницыTema09 MG Leymineral Valoreconmico 141108144150 Conversion Gate02izamielccОценок пока нет
- Capítulo 2 Marco TeoricoДокумент16 страницCapítulo 2 Marco Teoricosuperman1233333Оценок пока нет
- Matriz de ConsistenciaДокумент2 страницыMatriz de ConsistenciaGary Valdivia BarriosОценок пока нет
- Determinación de partidas contables en un proyecto mineroДокумент5 страницDeterminación de partidas contables en un proyecto mineroDe La Cruz BillОценок пока нет
- Modelo Económico - Haro JaraДокумент23 страницыModelo Económico - Haro JaraLuis-Fernando Haro JaraОценок пока нет
- Fusion de Concentrado-Tesis Rodolfo BerriosДокумент104 страницыFusion de Concentrado-Tesis Rodolfo BerriosRDario Dario Rosemary100% (1)
- Cog LR MKPN Sep 2020 (M Cu UniДокумент8 страницCog LR MKPN Sep 2020 (M Cu UniMiguel Cluzman BonillaОценок пока нет
- Valorización concentrado Zn: 239MMДокумент7 страницValorización concentrado Zn: 239MMKleyner VarelaОценок пока нет
- Ejemplo - Estación DCR PDFДокумент1 страницаEjemplo - Estación DCR PDFTJ NolascoОценок пока нет
- 03-Componentes Del Modelo de Planificacion 0801Документ52 страницы03-Componentes Del Modelo de Planificacion 0801luishundiazОценок пока нет
- Valorizacion MinasДокумент61 страницаValorizacion Minascapricornio1813100% (1)
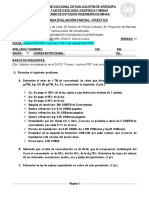
- Segunda Evaluación Parcial DPMS - PrácticaДокумент3 страницыSegunda Evaluación Parcial DPMS - PrácticaFlavio Agusto SanchezОценок пока нет
- Trabajo 02Документ6 страницTrabajo 02RaulCoila0% (1)
- Comercializacion de La PlataДокумент24 страницыComercializacion de La PlataOmar Flores CapchaОценок пока нет
- Examen Comercializacion de Minerales y Metales 2012Документ3 страницыExamen Comercializacion de Minerales y Metales 2012Frank AguilarОценок пока нет
- Tema09 MG Leymineral Valoreconmico 141108144150 Conversion Gate02Документ35 страницTema09 MG Leymineral Valoreconmico 141108144150 Conversion Gate02alcidesОценок пока нет
- G2-ACSM-Flujo de Caja LibreДокумент51 страницаG2-ACSM-Flujo de Caja LibreLuis-Fernando Haro JaraОценок пока нет
- Mineros peruanos en situación de exploración en 2009Документ14 страницMineros peruanos en situación de exploración en 2009Paul Perez MatosОценок пока нет
- ProblemasComercializacionMineralesДокумент7 страницProblemasComercializacionMineralesbryanОценок пока нет
- Historia y predicción de precios de metales como cobre, oro, plata, plomo y zincДокумент41 страницаHistoria y predicción de precios de metales como cobre, oro, plata, plomo y zincJoel Ibazeta VillarrealОценок пока нет
- Ley de Corte y Balance FinalДокумент23 страницыLey de Corte y Balance FinalKevin Rojas AtalayaОценок пока нет
- Informe técnico de avances y resultados de la semana 20 en minas de MonterreyДокумент2 страницыInforme técnico de avances y resultados de la semana 20 en minas de MonterreyHECTOR JAVIER RODRIGUEZОценок пока нет
- Balance metalúrgico Pb-ZnДокумент2 страницыBalance metalúrgico Pb-ZnMMartinezIsmaelОценок пока нет
- RM Planteo de Ecuaciones II Ccesa007Документ3 страницыRM Planteo de Ecuaciones II Ccesa007Demetrio Ccesa RaymeОценок пока нет
- 4ta Practica Dirigida Comercializacion de MineralesДокумент24 страницы4ta Practica Dirigida Comercializacion de MineralesyairОценок пока нет
- Compañía Minera MarsaДокумент10 страницCompañía Minera Marsajorge paucar quispeОценок пока нет
- Segundo Parcial Comercializacion de MineralesДокумент3 страницыSegundo Parcial Comercializacion de MineralesJesus MadueñoОценок пока нет
- Primara Pregunta 3ra Unidad ComerzicДокумент3 страницыPrimara Pregunta 3ra Unidad ComerzicAgustin Cabrera AlvaracinОценок пока нет
- Planta concentradora AntaminaДокумент36 страницPlanta concentradora AntaminaGIANCARLO ALEJANDRO OLIVERA BELTRANОценок пока нет
- G3preparacion de Probetas MelalograficasДокумент31 страницаG3preparacion de Probetas MelalograficasVALE ACОценок пока нет
- La Comercialización de Los Metales PreciososДокумент56 страницLa Comercialización de Los Metales PreciososJimi CoanquiОценок пока нет
- Comercializacion de MineralesДокумент3 страницыComercializacion de MineralesJan Pol Rodriguez Aguirre100% (1)
- Chapter 4, 5 y 6Документ46 страницChapter 4, 5 y 6WilsonCuevaPortalОценок пока нет
- Tesis de Cianuracion CicДокумент69 страницTesis de Cianuracion CicjesusОценок пока нет
- Solucion Tarea 3Документ9 страницSolucion Tarea 3Jhair ChocoОценок пока нет
- Rocas Ornamentales FICHAДокумент66 страницRocas Ornamentales FICHAJavier JimenezОценок пока нет
- VIABILIDAD DE UN PROYECTO MINERO WordДокумент3 страницыVIABILIDAD DE UN PROYECTO MINERO WordGenaro HuarcayaОценок пока нет
- Planeamiento en Cuajone SOUTHERN PERU PDFДокумент51 страницаPlaneamiento en Cuajone SOUTHERN PERU PDFAbimaelCcoriCcolqueОценок пока нет
- Bar RenosДокумент153 страницыBar RenosAtzhiri SànchezОценок пока нет
- 9.0 Ejercicios Propuestos Valorizacion de Concentrados Con Balance MetalurgicoДокумент2 страницы9.0 Ejercicios Propuestos Valorizacion de Concentrados Con Balance MetalurgicoAladinoОценок пока нет
- Muest ReoДокумент14 страницMuest ReoLDelPinoAlvarezОценок пока нет
- CONTOPДокумент4 страницыCONTOPvanhfanelОценок пока нет
- Sesión Ix-X CMCM 2018Документ30 страницSesión Ix-X CMCM 2018alexОценок пока нет
- Cálculo de reservas y leyes de un yacimiento polimetálicoДокумент12 страницCálculo de reservas y leyes de un yacimiento polimetálicoQui SánchezОценок пока нет
- Examen de Comercializacion 3Документ3 страницыExamen de Comercializacion 3Hector HuillcaОценок пока нет
- Practica Estudiantes Tema Comercializacion de Minerales Gestion 2022Документ8 страницPractica Estudiantes Tema Comercializacion de Minerales Gestion 2022Dayna HuaquiОценок пока нет
- Relacion de Desbroce y Ley de CorteДокумент19 страницRelacion de Desbroce y Ley de CorteJose Antonio C100% (1)
- Fase II - FormulacionДокумент66 страницFase II - FormulacionBrian Fernandez100% (1)
- Operaciones MetalurgicasДокумент4 страницыOperaciones MetalurgicasEdrsonGabrielPerezОценок пока нет
- Valorización de minerales: Cálculo de ingresos en proyectos minerosДокумент29 страницValorización de minerales: Cálculo de ingresos en proyectos minerosEdison Villacorta PalmaОценок пока нет
- Reporte Diario de Geología 16-10-2019 MMTPДокумент1 страницаReporte Diario de Geología 16-10-2019 MMTPRonal Roque TeladaОценок пока нет
- Informe Corrosion CineticaДокумент17 страницInforme Corrosion CineticaRoberto GonzalesОценок пока нет
- Recuperación de calcopirita en presencia de piritaДокумент88 страницRecuperación de calcopirita en presencia de piritaJhon Charles0% (1)
- Obtencion de Cobre...Документ30 страницObtencion de Cobre...Elizabeth Ccorimanya AlvarezОценок пока нет
- Chancado en PlantaДокумент120 страницChancado en PlantaNataniel Linares100% (2)
- Minera EscondidaДокумент16 страницMinera EscondidaHERNANОценок пока нет
- ORCOPAMPAДокумент12 страницORCOPAMPARodrigo Gustavo CUPI MENDOZAОценок пока нет
- Minera Caudalosa S.A. Exposicion-Ing. BarjaДокумент41 страницаMinera Caudalosa S.A. Exposicion-Ing. Barjatomyli100% (2)
- Tesis Malla Per Vol PDFДокумент91 страницаTesis Malla Per Vol PDFFRANCOFIGMMОценок пока нет
- Calculo de Recurso ExperimentalДокумент14 страницCalculo de Recurso ExperimentalFRANCOFIGMMОценок пока нет
- Informe Rotura de Barra de 16 Pies GDRДокумент3 страницыInforme Rotura de Barra de 16 Pies GDRFRANCOFIGMM100% (1)
- 01 IntroduccionДокумент34 страницы01 IntroduccionFranklin Vladimiro Chanca IparraguirreОценок пока нет
- Aplicación de La Ley de Corte Dinámica y Su Aplicación para Maximizar Las Reservas de MineralДокумент8 страницAplicación de La Ley de Corte Dinámica y Su Aplicación para Maximizar Las Reservas de MineralFRANCOFIGMMОценок пока нет
- Gestión SSMAДокумент24 страницыGestión SSMAFRANCOFIGMMОценок пока нет
- Informe Cerroverde KleynerДокумент67 страницInforme Cerroverde KleynerFRANCOFIGMM0% (1)
- Informe Boart LongyearДокумент17 страницInforme Boart LongyearFRANCOFIGMMОценок пока нет
- Trabajo de Ventilación de Minas Mina Catalina Huanca - AyacuchoДокумент47 страницTrabajo de Ventilación de Minas Mina Catalina Huanca - AyacuchoFREDDY PAITANОценок пока нет
- Analisis Del Reglamento de Seguridad y Salud Ocupacional en Mineria Ds 055-2010-EmДокумент70 страницAnalisis Del Reglamento de Seguridad y Salud Ocupacional en Mineria Ds 055-2010-EmCarlos Augusto Pozo CondezoОценок пока нет
- Informe de Investigación Del Accidente FatalДокумент3 страницыInforme de Investigación Del Accidente FatalFRANCOFIGMMОценок пока нет
- Piedra Pomez y EscoriaДокумент6 страницPiedra Pomez y EscoriaFRANCOFIGMMОценок пока нет
- 01 IntroduccionДокумент34 страницы01 IntroduccionFranklin Vladimiro Chanca IparraguirreОценок пока нет
- Química Del FuegoДокумент56 страницQuímica Del FuegoFRANCOFIGMM100% (1)
- Aplicación de La Ley de Corte Dinámica y Su Aplicación para Maximizar Las Reservas de MineralДокумент8 страницAplicación de La Ley de Corte Dinámica y Su Aplicación para Maximizar Las Reservas de MineralFRANCOFIGMMОценок пока нет
- Calculo de Recurso ExperimentalДокумент14 страницCalculo de Recurso ExperimentalFRANCOFIGMMОценок пока нет
- Mecanica de RocasДокумент10 страницMecanica de RocasFRANCOFIGMMОценок пока нет
- Estabilidad de Taludes (Geomecánica y Economía)Документ25 страницEstabilidad de Taludes (Geomecánica y Economía)FRANCOFIGMMОценок пока нет
- Equipos de Perforación-TunelesДокумент38 страницEquipos de Perforación-TunelesFRANCOFIGMMОценок пока нет
- Esfuerzos Inducidos en Una ExcavaciónДокумент13 страницEsfuerzos Inducidos en Una ExcavaciónFRANCOFIGMMОценок пока нет
- Trabajo de DosДокумент17 страницTrabajo de DosFRANCOFIGMMОценок пока нет
- Electrica Final XD !!!!!Документ110 страницElectrica Final XD !!!!!FRANCOFIGMMОценок пока нет
- La Ingeniería de MinasДокумент6 страницLa Ingeniería de MinasFRANCOFIGMMОценок пока нет
- Info-Ppp-Lozano Guevara Luis Alberto..Документ38 страницInfo-Ppp-Lozano Guevara Luis Alberto..Elmer Sanchez RamosОценок пока нет
- Tarea Aq IndicadoresДокумент4 страницыTarea Aq IndicadoresValeri Nicole Vasquez CharquiОценок пока нет
- Bodykey AmwayДокумент2 страницыBodykey Amwaywill dezОценок пока нет
- Instalaciones desagües pluviales edificiosДокумент17 страницInstalaciones desagües pluviales edificiosAntonio CarlosОценок пока нет
- Acido NucleicoДокумент43 страницыAcido NucleicoJohn Torres CaceresОценок пока нет
- Matriz LeopoldДокумент9 страницMatriz LeopoldHenry Ligue MonzonОценок пока нет
- Curso de Agricultura ProtegidaДокумент41 страницаCurso de Agricultura ProtegidaRotciv Asos ZelaznogОценок пока нет
- TDS MX Ficha Técnica Gavion PVCДокумент1 страницаTDS MX Ficha Técnica Gavion PVCjuber_jaОценок пока нет
- Material Tuberia CEPSAДокумент118 страницMaterial Tuberia CEPSAveromesaОценок пока нет
- Hidrostática MonografiaДокумент13 страницHidrostática MonografianilotrОценок пока нет
- Boletín CMH12Документ13 страницBoletín CMH12lorenzo henerОценок пока нет
- Mineralogia SistematicaДокумент44 страницыMineralogia SistematicaJuan Martinez100% (1)
- INFORME DE LABORATORIO INORGANICA AVANZADA L CromoДокумент4 страницыINFORME DE LABORATORIO INORGANICA AVANZADA L CromoJESÚS DAVID LÓPEZ JULIO ESTUDIANTE ACTIVOОценок пока нет
- Control de temperatura cautín 40WДокумент2 страницыControl de temperatura cautín 40WManuel CayaspoОценок пока нет
- Clase #Formas Farmacéuticas SolidasДокумент53 страницыClase #Formas Farmacéuticas SolidasJackelin DionisioОценок пока нет
- Introducción al tractor agrícola: funciones y partes principalesДокумент34 страницыIntroducción al tractor agrícola: funciones y partes principalesLeandro Arevalo BravoОценок пока нет
- HitecsaДокумент347 страницHitecsaJesúsОценок пока нет
- Historia Del ElectromagnetismoДокумент4 страницыHistoria Del ElectromagnetismospartanОценок пока нет
- Las Truchas, ArcelomittalДокумент25 страницLas Truchas, ArcelomittalVladimir García de JesúsОценок пока нет
- Evaluación Tipos de EnergiaДокумент2 страницыEvaluación Tipos de EnergiaSamuel Eto100% (2)
- ELECTRIZACIONДокумент18 страницELECTRIZACIONpalmuchiОценок пока нет
- Guía de Nomenclatura de Hidrácidos, Hidruros y Sales BinariasДокумент10 страницGuía de Nomenclatura de Hidrácidos, Hidruros y Sales BinariasVictor CastilloОценок пока нет
- Taller de Nivelación de Ciencias Naturales III PeriodoДокумент7 страницTaller de Nivelación de Ciencias Naturales III Periodozahira0% (1)
- Seleccion de Bombas para Liquidos ViscososДокумент12 страницSeleccion de Bombas para Liquidos ViscososjeayalaОценок пока нет
- Varsol PDFДокумент3 страницыVarsol PDFDaniel TorresОценок пока нет
- Acta de Seguimiento - 22 AgostoДокумент4 страницыActa de Seguimiento - 22 Agostosergio celisОценок пока нет
- 5 Paper BOD - En.esДокумент13 страниц5 Paper BOD - En.esDavid BeniqueОценок пока нет
- SidorДокумент7 страницSidorAdrianОценок пока нет
- AntecedentesДокумент10 страницAntecedentesnadia hernandezОценок пока нет
- Acné JuvenilДокумент7 страницAcné JuvenilCristóbal RenteríaОценок пока нет