Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- (Daiclub - Com) Wiring DiagramFor G100 G102 G112 PDFДокумент21 страница(Daiclub - Com) Wiring DiagramFor G100 G102 G112 PDFAnang Widhi PrasetiaОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Minimum Pulley Diameters - Fenner DunlopДокумент6 страницMinimum Pulley Diameters - Fenner Dunlopluis martinezОценок пока нет
- Our Baby TemplateДокумент13 страницOur Baby TemplateAnang Widhi PrasetiaОценок пока нет
- G100Документ1 страницаG100Anang Widhi PrasetiaОценок пока нет
- Nippon Paint Pylox Colour Card 2014a PDFДокумент6 страницNippon Paint Pylox Colour Card 2014a PDFAnang Widhi PrasetiaОценок пока нет
- U Cân Yaohua XK-3190-D10Документ35 страницU Cân Yaohua XK-3190-D10Anang Widhi PrasetiaОценок пока нет
- 7 Product Realization: Internal Audit ChecklistДокумент3 страницы7 Product Realization: Internal Audit ChecklistAnang Widhi PrasetiaОценок пока нет
- Manual BrotherДокумент85 страницManual BrotherAnang Widhi PrasetiaОценок пока нет
- Our Baby TemplateДокумент13 страницOur Baby TemplateAnang Widhi PrasetiaОценок пока нет
- CHF100AManualV1 2downloadДокумент153 страницыCHF100AManualV1 2downloadAnang Widhi Prasetia0% (1)
- Messages Yg Nongol Terus Menerus Secara OtomatisДокумент8 страницMessages Yg Nongol Terus Menerus Secara OtomatisAnang Widhi PrasetiaОценок пока нет
- Technical App Notes For DC590+ Series DC DriveДокумент16 страницTechnical App Notes For DC590+ Series DC DriveAnang Widhi PrasetiaОценок пока нет
- NC Cold Cut Off Machine Technical Proposal & QuotationДокумент2 страницыNC Cold Cut Off Machine Technical Proposal & QuotationAnang Widhi PrasetiaОценок пока нет
- VD For Water at 20: Moody DiagramДокумент1 страницаVD For Water at 20: Moody DiagramLoc van NguyenОценок пока нет
- Hamzeh Et Al 2013 Study of Electrospun Nanofibre Formation Process and Their Electrostatic AnalysisДокумент12 страницHamzeh Et Al 2013 Study of Electrospun Nanofibre Formation Process and Their Electrostatic AnalysisHatice HaticeОценок пока нет
- Carbon CompositesДокумент30 страницCarbon CompositesVIbhav GuptaОценок пока нет
- UPS Neuttral EarthingДокумент11 страницUPS Neuttral Earthingarun kumarОценок пока нет
- A Research Project On "The Development and Characterization of Fire-Retarding Flax Fiber Reinforced Green Sandwich CompositesДокумент16 страницA Research Project On "The Development and Characterization of Fire-Retarding Flax Fiber Reinforced Green Sandwich CompositesMuneer Ahmad KhanОценок пока нет
- Discovery X3 DSCДокумент16 страницDiscovery X3 DSCDoloritasОценок пока нет
- Minimization of Defect in Aluminium Alloy Wheel Casting Using 7 QC ToolsДокумент4 страницыMinimization of Defect in Aluminium Alloy Wheel Casting Using 7 QC ToolsijaertОценок пока нет
- Full Text 01Документ51 страницаFull Text 01Ahsan KhanОценок пока нет
- Test Paper 9Документ7 страницTest Paper 9rajeshsharma4121Оценок пока нет
- DenalДокумент1 страницаDenalNORDBОценок пока нет
- Electromagnetism: Grade 10 - Topic 6Документ2 страницыElectromagnetism: Grade 10 - Topic 6Lobi RybgОценок пока нет
- Material Data Sheet Stainless Steel Sheet Aisi 301Документ2 страницыMaterial Data Sheet Stainless Steel Sheet Aisi 301Andrea MartinezОценок пока нет
- Evaporation of Pure LiquidДокумент20 страницEvaporation of Pure LiquidAlejandro DamiánОценок пока нет
- s2.0 0925838894905118 MainДокумент3 страницыs2.0 0925838894905118 MainAmir JoonОценок пока нет
- SUN2000-115kTL-M2 DatasheetДокумент2 страницыSUN2000-115kTL-M2 DatasheetFranckОценок пока нет
- AS 304L 316L Study PDFДокумент8 страницAS 304L 316L Study PDFmetroroadОценок пока нет
- Asphalt Plug JointДокумент103 страницыAsphalt Plug JointMahmood MuftiОценок пока нет
- SSP-CRCO-SS05-SYSW-PRO-00119 - 04 - PAT Procedure For 750V DC Earth SwitchДокумент31 страницаSSP-CRCO-SS05-SYSW-PRO-00119 - 04 - PAT Procedure For 750V DC Earth Switchabu bakarОценок пока нет
- Movement of Water Through SoilsДокумент20 страницMovement of Water Through SoilsTshepiso NthiteОценок пока нет
- Csi - Sap2000Документ5 страницCsi - Sap2000tsapoutshisОценок пока нет
- CHAPTER 5 AGITATATION and MIXING PDFДокумент42 страницыCHAPTER 5 AGITATATION and MIXING PDFProfessionalОценок пока нет
- ESIA 5 Structural Integrity in The 21st Century - The Lifetime of Plant, Structures and Components - Evaluation, Design, ExtensiДокумент3 страницыESIA 5 Structural Integrity in The 21st Century - The Lifetime of Plant, Structures and Components - Evaluation, Design, ExtensiRoelf MostertОценок пока нет
- r19 Edc Notes - All UnitsДокумент165 страницr19 Edc Notes - All Unitsbaburao_kodavatiОценок пока нет
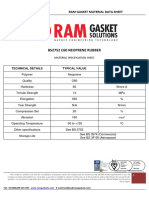
- BS2752 C60 Neoprene RubberДокумент1 страницаBS2752 C60 Neoprene RubberMohit JangidОценок пока нет
- 4 - Settlement of Shallow FoundationsДокумент28 страниц4 - Settlement of Shallow FoundationsKhalid AljanabiОценок пока нет
- Theory and Applications of Colloidal Suspension Rheology-Cambridge University Press (2021)Документ437 страницTheory and Applications of Colloidal Suspension Rheology-Cambridge University Press (2021)Conta EstudoОценок пока нет
- CST Thermal1Документ16 страницCST Thermal1Edison Andres Zapata OchoaОценок пока нет