Вам также может понравиться
- Elaboración de Salsa de AceitunaДокумент3 страницыElaboración de Salsa de AceitunaMarlon Joel Leyva RodriguezОценок пока нет
- Microorganismos industrialesДокумент7 страницMicroorganismos industrialesAnita UshiñaОценок пока нет
- Teoria LiofilizaciónДокумент11 страницTeoria LiofilizaciónJOSE DAVID TORRES GONZALEZОценок пока нет
- Elaboración de MayonesaДокумент2 страницыElaboración de Mayonesajesus humberto sanchez arevalo100% (1)
- Norma de Refrescos No CarbonatadosДокумент10 страницNorma de Refrescos No CarbonatadosArlen Aguilar Garcia0% (1)
- Control de Calidad de Medicamentos - MinilabДокумент49 страницControl de Calidad de Medicamentos - MinilabHernan OrtegaОценок пока нет
- Aguaymanto (Physalis Peruviana) Calidad de Exportación - AlimanttaДокумент20 страницAguaymanto (Physalis Peruviana) Calidad de Exportación - AlimanttaGuido Erlin Araujo100% (2)
- Diseño, Limpieza y Mantenimiento de InstalacionesДокумент212 страницDiseño, Limpieza y Mantenimiento de Instalacionesicanencia0% (1)
- Sistema Haccp PDFДокумент13 страницSistema Haccp PDFMartín Vásquez NarvayОценок пока нет
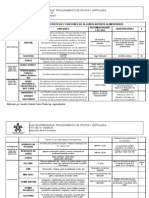
- 2.caracteristicas y Funciones Insumos y Aditivos F y HДокумент11 страниц2.caracteristicas y Funciones Insumos y Aditivos F y Hmahilay100% (1)
- GMP: Buenas Prácticas de Manufactura para garantizar alimentos inocuosДокумент44 страницыGMP: Buenas Prácticas de Manufactura para garantizar alimentos inocuosAlonso Bautista Huashuayllo0% (1)
- Características de Las Máquinas y Equipos Utilizados en La Elaboración de Los Licores de Frutas, VinosДокумент7 страницCaracterísticas de Las Máquinas y Equipos Utilizados en La Elaboración de Los Licores de Frutas, VinosgreciasaonaОценок пока нет
- Recuento Microorganismos Aerobios MesofilosДокумент10 страницRecuento Microorganismos Aerobios MesofilosLilian SilvaОценок пока нет
- Primera ClaseДокумент19 страницPrimera ClaseKaty Dueñas MartinezОценок пока нет
- Elaboración de pulpas, néctares y zumos: procesos, definiciones y flujogramaДокумент32 страницыElaboración de pulpas, néctares y zumos: procesos, definiciones y flujogramaBenyili InfantesОценок пока нет
- Manual de Practicas Tag 2019 PDFДокумент89 страницManual de Practicas Tag 2019 PDFElizabeth KhaterinОценок пока нет
- Metodo de Dumas Vs KjeldahlДокумент3 страницыMetodo de Dumas Vs KjeldahlMaria Martha Rosales Figueroa100% (1)
- CELDAS ELECTROQUIMICAS (Ag-Cr)Документ18 страницCELDAS ELECTROQUIMICAS (Ag-Cr)Anonymous MhuINvODnОценок пока нет
- Beneficios de la sandía y el melónДокумент8 страницBeneficios de la sandía y el melónElle BanningОценок пока нет
- Microorganismos LipoliticosДокумент15 страницMicroorganismos LipoliticosAliciaEstefaníaОценок пока нет
- Syllabus FarmacognosiaДокумент57 страницSyllabus Farmacognosiafreddyelmen100% (1)
- Velocidad de Congelacion y Calidad 2Документ20 страницVelocidad de Congelacion y Calidad 2Ana Isabel Ruiz SanchezОценок пока нет
- AC-LI-05 LISTADO DE ENSAYOS IMPLEMENTADOS DIGESA V00 Rev 01Документ18 страницAC-LI-05 LISTADO DE ENSAYOS IMPLEMENTADOS DIGESA V00 Rev 01Edson Yuri CavidesОценок пока нет
- Norma sanitaria para almacenamiento de alimentos terminadosДокумент17 страницNorma sanitaria para almacenamiento de alimentos terminadoskat100% (1)
- Proteínas Del Pescado y La CarneДокумент1 страницаProteínas Del Pescado y La CarneDiana CamposОценок пока нет
- Clase 4 de AlimentosДокумент51 страницаClase 4 de AlimentosKatia UrearОценок пока нет
- Primer Informe Comercializacion de Productos Ape Pimental 2018Документ34 страницыPrimer Informe Comercializacion de Productos Ape Pimental 2018Jose Antonio Panduro CardozoОценок пока нет
- Materias Primas Tradicionales y No TradicionalesДокумент10 страницMaterias Primas Tradicionales y No TradicionalesYomairaFaviolaSanchezTalaveraОценок пока нет
- Protocolo de Bioseguridad en La Planta Procesadora deДокумент25 страницProtocolo de Bioseguridad en La Planta Procesadora deArellano AngieОценок пока нет
- Preparación de salchichaДокумент10 страницPreparación de salchichaMiguel Angel SPОценок пока нет
- Trabajo Casi Terminado BananoДокумент6 страницTrabajo Casi Terminado BananoAlonso Lozano RamirezОценок пока нет
- Operaciones UnitariasДокумент30 страницOperaciones UnitariasM Eduardo Vega CОценок пока нет
- TEORIA Material de LaboratorioДокумент5 страницTEORIA Material de LaboratorioLuis Cesar Pq0% (1)
- Reglamento de Buenas Practicas para Alimentos Procesados PDFДокумент18 страницReglamento de Buenas Practicas para Alimentos Procesados PDFfiorella1393Оценок пока нет
- Determinación de Mohos y Levaduras en Ambientes de Producción Por El Método de La Placa VertidaДокумент23 страницыDeterminación de Mohos y Levaduras en Ambientes de Producción Por El Método de La Placa VertidaRodrigo SanchezОценок пока нет
- Practica de HojalatasДокумент8 страницPractica de HojalatasDávid Santos HuancasОценок пока нет
- Informe EncurtidosДокумент10 страницInforme EncurtidosAngeloОценок пока нет
- Programa de Limpieza y DesinfecciónДокумент5 страницPrograma de Limpieza y DesinfecciónJose DuarteОценок пока нет
- Fundamentos en Alimentos Funcionales. Productos Con ProbioticosДокумент8 страницFundamentos en Alimentos Funcionales. Productos Con ProbioticosAndrea ArevaloОценок пока нет
- Poes Aguas LaboratoriosДокумент22 страницыPoes Aguas Laboratoriosxcv28Оценок пока нет
- 2-Confiabilidad de Una Linea de ProduccionДокумент20 страниц2-Confiabilidad de Una Linea de ProduccionNicolasIbacacheRoblesОценок пока нет
- Buenas Practicas de ManufacturaДокумент3 страницыBuenas Practicas de ManufacturaAlex Jor AriasОценок пока нет
- Analisis de Los Diferentes Tipos de Algarrobina en PiuraДокумент10 страницAnalisis de Los Diferentes Tipos de Algarrobina en Piurayorka25Оценок пока нет
- Monografia Mermelada de SaucoДокумент27 страницMonografia Mermelada de SaucoLaura Andrea Chambilla100% (1)
- Liofilizacion. Diapositivas.Документ36 страницLiofilizacion. Diapositivas.Jorge Garcia Quezada100% (1)
- Almibar de DuraznoДокумент34 страницыAlmibar de DuraznoJuan Augusto Alarcon PinedoОценок пока нет
- Factores que afectan actividad enzimáticaДокумент21 страницаFactores que afectan actividad enzimáticaAngélica Flor LopezОценок пока нет
- Monografia de Aceites EsencialesДокумент30 страницMonografia de Aceites EsencialesVillalobos JJ JhoelОценок пока нет
- Propiedades y Beneficios Del KiwiДокумент32 страницыPropiedades y Beneficios Del KiwiAlexa EspejoОценок пока нет
- Actividad 2 Evidencia 2 Caso Restaurante DardenДокумент2 страницыActividad 2 Evidencia 2 Caso Restaurante DardenLiseth Delgado0% (1)
- Protocolo Orac - Red Cornucopia 2013Документ6 страницProtocolo Orac - Red Cornucopia 2013Michael Bracamonte RomeroОценок пока нет
- Normativa de Uso Botiquines y ExtintoresДокумент15 страницNormativa de Uso Botiquines y Extintoresleticia corpasОценок пока нет
- Control de Calidad de Cervezas PDFДокумент9 страницControl de Calidad de Cervezas PDFLuis Angel RicseОценок пока нет
- GOMASДокумент3 страницыGOMASKevin Carhuatanta ValdiviaОценок пока нет
- Determinacion de Acidez y Solidos SolublesДокумент4 страницыDeterminacion de Acidez y Solidos SolublesAlexandra Jeniffer Ruiz CarranzaОценок пока нет
- Procedimiento para Enterobacter y Pseudomona en AguasДокумент4 страницыProcedimiento para Enterobacter y Pseudomona en AguasDeivis HernandezОценок пока нет
- Inspección 100Документ2 страницыInspección 100Guially Julio Rivera RomeroОценок пока нет
- Inspección por atributos y variablesДокумент11 страницInspección por atributos y variablesVictor Lopez100% (1)
- Sistemas de InspecciónДокумент7 страницSistemas de Inspecciónljxxxx100% (2)
- MATERIA1Документ5 страницMATERIA1Luis Angel Arvizu RubioОценок пока нет
- Qué Es Un AlmacénДокумент5 страницQué Es Un AlmacénSergio PootОценок пока нет
- Grafica PastelДокумент3 страницыGrafica PastelSergio PootОценок пока нет
- Resumen Nom's SeguridadДокумент20 страницResumen Nom's SeguridadSergio PootОценок пока нет
- Soft Win FSTДокумент10 страницSoft Win FSTSergio PootОценок пока нет
- Bosquejo Del MétodoДокумент3 страницыBosquejo Del MétodoSergio PootОценок пока нет
- Bosquejo Del MétodoДокумент3 страницыBosquejo Del MétodoSergio PootОценок пока нет
- CAPiTULO 3-Fordismo y ToyotismoДокумент9 страницCAPiTULO 3-Fordismo y Toyotismored_water92Оценок пока нет
- Introducción a WinQSBДокумент5 страницIntroducción a WinQSBFide García de SánchezОценок пока нет
- Sistemas control lazo cerrado: termostato, trillado arrozДокумент3 страницыSistemas control lazo cerrado: termostato, trillado arrozSergio PootОценок пока нет
- Planeacion y Diseño de InstalacionesДокумент51 страницаPlaneacion y Diseño de InstalacionesSergio PootОценок пока нет
- Sistemas de Lazo Cerrado en el Proceso de Trillado de ArrozДокумент4 страницыSistemas de Lazo Cerrado en el Proceso de Trillado de ArrozSergio PootОценок пока нет
- Población, Muestra y Unidad de Análisis - Trabajo de Grado IIДокумент16 страницPoblación, Muestra y Unidad de Análisis - Trabajo de Grado IIEdgar Sánchez MorinigoОценок пока нет
- Unidad 1 Estadística (2-2021)Документ14 страницUnidad 1 Estadística (2-2021)vanessa perez riberaОценок пока нет
- Simulacro #1 - MAYO 2018 - Respuestas JustificadasДокумент214 страницSimulacro #1 - MAYO 2018 - Respuestas JustificadasTeresa AC100% (1)
- ANTEPROYECTOДокумент35 страницANTEPROYECTOEmily House100% (1)
- U1 A3 JetrДокумент8 страницU1 A3 JetrALICIA TORRES GARCIAОценок пока нет
- EstadísticaДокумент15 страницEstadísticaJoseph PalmaОценок пока нет
- Introducción Al Muestreo de Datos MinerosДокумент37 страницIntroducción Al Muestreo de Datos MinerosFabian Gonzalez RecabarrenОценок пока нет
- Pasos para Seleccionar Una Muestra AleatoriaДокумент6 страницPasos para Seleccionar Una Muestra Aleatoriapablo guzmanОценок пока нет
- Monitoreo y Evaluación de InsectosДокумент128 страницMonitoreo y Evaluación de InsectosJuan Carlos Palomino Pozo100% (1)
- Taller2 SOBRE Probabilidad y Muestreo - 2023 - IДокумент5 страницTaller2 SOBRE Probabilidad y Muestreo - 2023 - INATALIA ACOSTA OLIVERAОценок пока нет
- Actividad de Aprendizaje Estadistica InferencialДокумент16 страницActividad de Aprendizaje Estadistica InferencialCarina Verónica Tipán PozoОценок пока нет
- Metodo Epa To-17Документ11 страницMetodo Epa To-17Manuela Ortega RiveraОценок пока нет
- Métodos de indagación empíricaДокумент9 страницMétodos de indagación empíricaGabriel100% (1)
- Enfoque Cualitativo y CuantitativoДокумент2 страницыEnfoque Cualitativo y CuantitativoAdriana GonzálezОценок пока нет
- Fundamentos de la EstadísticaДокумент5 страницFundamentos de la EstadísticaJorge Guerrero NuñezОценок пока нет
- Estructura Del Informe FinalДокумент4 страницыEstructura Del Informe FinalAbby CardensОценок пока нет
- Ejercicio 2. Control Estadistico de CalidadДокумент11 страницEjercicio 2. Control Estadistico de CalidadGalilea Quetzalli Martinez PerezОценок пока нет
- Presentacion 10 VARIABLES DE INVESTIGACIÓN PDFДокумент42 страницыPresentacion 10 VARIABLES DE INVESTIGACIÓN PDFsandra mireya bernalОценок пока нет
- NCH 1017Документ15 страницNCH 1017Felipe LatorreОценок пока нет
- Marco metodológico cuantitativo descriptivoДокумент8 страницMarco metodológico cuantitativo descriptivoLucia Alejandra Urtubia Urtubia100% (1)
- PARTE 1 Cuaderno de Trabajo MARZO 2021 E43BДокумент122 страницыPARTE 1 Cuaderno de Trabajo MARZO 2021 E43BGabriel Armando FabricioОценок пока нет
- Pablollumiluisa Estadística 12Документ25 страницPablollumiluisa Estadística 12Pablo Llumiluisa100% (5)
- CEAA DIAGN ìSTICO, ADMINISTRACI Ìn Y ESTADISTICA 2021Документ30 страницCEAA DIAGN ìSTICO, ADMINISTRACI Ìn Y ESTADISTICA 2021lizbeth LaraОценок пока нет
- Clase-4 - Homogeneidad de Varianzas y Normalidad de DatosДокумент41 страницаClase-4 - Homogeneidad de Varianzas y Normalidad de DatosEIOA eioaОценок пока нет
- Taller QuimiometriaДокумент13 страницTaller QuimiometriaLaura PerdomoОценок пока нет
- Probabilidad y Estadística 2023Документ176 страницProbabilidad y Estadística 2023Faster DjОценок пока нет
- Muestreo de AceptacionДокумент17 страницMuestreo de AceptacionPam G'AlcalahОценок пока нет
- Evidencia 3Документ11 страницEvidencia 3Monse CarranzaОценок пока нет
- Taller 1 Estadistica II Universidad Sergio Arboleda - Primer CorteДокумент3 страницыTaller 1 Estadistica II Universidad Sergio Arboleda - Primer CorteMaria Paula ParadaОценок пока нет
- CALIDADДокумент12 страницCALIDADSamirna Padilla CelisОценок пока нет