Вам также может понравиться
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Ejemplo Trabajo de Adquisiciones Tema Outsourcing - 2012Документ19 страницEjemplo Trabajo de Adquisiciones Tema Outsourcing - 2012Yeli KeyОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Basic Elec 1Документ41 страницаBasic Elec 1Eric RodriguezОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- LT0359Документ72 страницыLT0359jinyuan74Оценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Introducci Ón: Conceptos Básicos de TelefoníaДокумент88 страницIntroducci Ón: Conceptos Básicos de TelefoníaEric RodriguezОценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Residential Service Calculations in The National Electrical CodeДокумент16 страницResidential Service Calculations in The National Electrical CodeEric RodriguezОценок пока нет
- Ejemplo Trabajo de Adquisiciones Tema Outsourcing - 2012Документ19 страницEjemplo Trabajo de Adquisiciones Tema Outsourcing - 2012Yeli KeyОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Call ManualДокумент12 страницCall ManualEric RodriguezОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Radio Shack Electronics Learning LabДокумент96 страницRadio Shack Electronics Learning LabdvernorОценок пока нет
- Rehabilitating Gravity Filter Systems Using The Dual Parallel Lateral PDFДокумент12 страницRehabilitating Gravity Filter Systems Using The Dual Parallel Lateral PDFEric RodriguezОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Arena. Muestreo y Pruebas. Leopold. PGSTFMPDFДокумент18 страницArena. Muestreo y Pruebas. Leopold. PGSTFMPDFinggermanОценок пока нет
- Rehabilitating Gravity Filter Systems Using The Dual Parallel LateralДокумент3 страницыRehabilitating Gravity Filter Systems Using The Dual Parallel LateralEric RodriguezОценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Clari-Daf Systems For Portable Water ClarificationДокумент9 страницClari-Daf Systems For Portable Water ClarificationEric RodriguezОценок пока нет
- Rehabilitating Gravity Filter Systems Using The Dual Parallel LateralДокумент3 страницыRehabilitating Gravity Filter Systems Using The Dual Parallel LateralEric RodriguezОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- ABC de Las Maquinas Electricas Vol 2 - Enriquez HarperДокумент404 страницыABC de Las Maquinas Electricas Vol 2 - Enriquez Harperjeanpaulelqueso94% (18)
- Electrotecnia UF0149Документ86 страницElectrotecnia UF0149Eric RodriguezОценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Industrial Electronic Timothy J MaloneyДокумент586 страницIndustrial Electronic Timothy J Maloneydfsdds29% (7)
- KSC STD 152 1cДокумент67 страницKSC STD 152 1cEric RodriguezОценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Week 8Документ16 страницWeek 8Eric RodriguezОценок пока нет
- Motor of Pump HandbookДокумент252 страницыMotor of Pump Handbookhithr1Оценок пока нет
- LCC Book Chapter 6 Parra Asset ManagementДокумент19 страницLCC Book Chapter 6 Parra Asset ManagementEric RodriguezОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
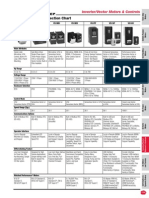
- NEC Motor Load TablesДокумент6 страницNEC Motor Load Tablesmaxima10100% (1)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- ElectronicsДокумент43 страницыElectronicsBeverly PamanОценок пока нет
- NEC Motor Calculations Article 430Документ17 страницNEC Motor Calculations Article 430Ovidiu Vieru0% (1)
- Basic Elec 1Документ41 страницаBasic Elec 1Eric RodriguezОценок пока нет
- "What's A Microcontroller ?" by Andy Lindsay: Parallax, IncДокумент26 страниц"What's A Microcontroller ?" by Andy Lindsay: Parallax, IncEric RodriguezОценок пока нет
- "What's A Microcontroller ?" by Andy Lindsay: Parallax, IncДокумент31 страница"What's A Microcontroller ?" by Andy Lindsay: Parallax, IncEric RodriguezОценок пока нет
- "What's A Microcontroller ?" by Andy Lindsay: Parallax, IncДокумент15 страниц"What's A Microcontroller ?" by Andy Lindsay: Parallax, IncEric RodriguezОценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Baldor Variable DrivesДокумент68 страницBaldor Variable DrivesEric RodriguezОценок пока нет
- "What's A Microcontroller ?" by Andy Lindsay: Parallax, IncДокумент28 страниц"What's A Microcontroller ?" by Andy Lindsay: Parallax, IncEric RodriguezОценок пока нет
- Theises Urabn Entertainment CenterДокумент84 страницыTheises Urabn Entertainment CenterShah Prachi100% (4)
- Dettol Market ExtensionДокумент39 страницDettol Market ExtensionRakesh MelangiОценок пока нет
- Goa Growth GuideДокумент87 страницGoa Growth GuidesatyatiwaryОценок пока нет
- Foundation MCQ 2012Документ337 страницFoundation MCQ 2012Prasenjit Sutradhar100% (1)
- Renewable Energy: in RomaniaДокумент56 страницRenewable Energy: in RomaniaIonut AndreiОценок пока нет
- Lic Under SiegeДокумент4 страницыLic Under SiegeAjay Narang0% (1)
- 295-MERC RE Tariff OrderДокумент101 страница295-MERC RE Tariff OrderKetan WarikooОценок пока нет
- Mba 4 YerДокумент3 страницыMba 4 YerRashidОценок пока нет
- Nyc-Battery-Park-City-Authority-Annual Report 2005Документ60 страницNyc-Battery-Park-City-Authority-Annual Report 2005anovelli@100% (1)
- Naveen Synapsis 2Документ6 страницNaveen Synapsis 2Naveen Kumar NcОценок пока нет
- UNIT 1: Introduction of Financial Management: New Law College, BBA LLB 3 Yr Notes For Limited CirculationДокумент15 страницUNIT 1: Introduction of Financial Management: New Law College, BBA LLB 3 Yr Notes For Limited CirculationSneha SenОценок пока нет
- Idx 3rd-Quarter 2022Документ234 страницыIdx 3rd-Quarter 2022Gayeong KimОценок пока нет
- IAS 36 CFAP UpdatedДокумент17 страницIAS 36 CFAP UpdatedUmmar FarooqОценок пока нет
- Fiscal Policy: Expansionary Fiscal Policy When The Government Spend More Then It Receives in Order ToДокумент2 страницыFiscal Policy: Expansionary Fiscal Policy When The Government Spend More Then It Receives in Order TominhaxxОценок пока нет
- RRW 0004 20190725 (1) - 1Документ18 страницRRW 0004 20190725 (1) - 1Ali WaliОценок пока нет
- Financial Plan (Weareverugo O'Lshop) : I. Projected Statement of Comprehensive IncomeДокумент2 страницыFinancial Plan (Weareverugo O'Lshop) : I. Projected Statement of Comprehensive Incomealexander alobaОценок пока нет
- English Common ErrorДокумент59 страницEnglish Common ErrorRohini murugan85% (55)
- Scottish IndependenceДокумент128 страницScottish IndependenceScottishIndependence100% (2)
- Examination Resit: Penang Nasi Kandar Going PlacesДокумент3 страницыExamination Resit: Penang Nasi Kandar Going PlacesGeekiong Teo0% (1)
- Analysis of Satyam CaseДокумент7 страницAnalysis of Satyam CaseFasion InstaОценок пока нет
- Notice of Winding Up Final 230420Документ1 страницаNotice of Winding Up Final 230420gopalkpsahuОценок пока нет
- Engineering Economics (BEG495MS) - 1Документ2 страницыEngineering Economics (BEG495MS) - 1Subas ShresthaОценок пока нет
- PGPEM Brochure 2017 v12Документ18 страницPGPEM Brochure 2017 v12srikar_scribdОценок пока нет
- Part 1-FinObj MCQДокумент21 страницаPart 1-FinObj MCQHồng DiệpОценок пока нет
- Internship Report On Meezan Bank CompleteДокумент85 страницInternship Report On Meezan Bank CompleteJamil AhmedОценок пока нет
- Chapter 17 Questions V1Документ4 страницыChapter 17 Questions V1KaRin MerRoОценок пока нет
- Lec 4 Optimal Portfolio Selection A Few Analytical Results 20170923102633 PDFДокумент12 страницLec 4 Optimal Portfolio Selection A Few Analytical Results 20170923102633 PDFMassimiliano RizzoОценок пока нет
- GCC Oman PDFДокумент113 страницGCC Oman PDFkinzahОценок пока нет
- Systematic Investment Plan (Sip) : Mutual Funds Post Office BankДокумент34 страницыSystematic Investment Plan (Sip) : Mutual Funds Post Office BankKonarPriyaОценок пока нет
- Entrega de Trabajo 01Документ4 страницыEntrega de Trabajo 01YESSIRA PILAR GALARZA LOPEZОценок пока нет
- How to Start a Business: Mastering Small Business, What You Need to Know to Build and Grow It, from Scratch to Launch and How to Deal With LLC Taxes and Accounting (2 in 1)От EverandHow to Start a Business: Mastering Small Business, What You Need to Know to Build and Grow It, from Scratch to Launch and How to Deal With LLC Taxes and Accounting (2 in 1)Рейтинг: 4.5 из 5 звезд4.5/5 (5)
- The One-Page Financial Plan: A Simple Way to Be Smart About Your MoneyОт EverandThe One-Page Financial Plan: A Simple Way to Be Smart About Your MoneyРейтинг: 4.5 из 5 звезд4.5/5 (37)
- Finance Basics (HBR 20-Minute Manager Series)От EverandFinance Basics (HBR 20-Minute Manager Series)Рейтинг: 4.5 из 5 звезд4.5/5 (32)
- The Science of Prosperity: How to Attract Wealth, Health, and Happiness Through the Power of Your MindОт EverandThe Science of Prosperity: How to Attract Wealth, Health, and Happiness Through the Power of Your MindРейтинг: 5 из 5 звезд5/5 (231)
- I Will Teach You to Be Rich: No Guilt. No Excuses. No B.S. Just a 6-Week Program That Works (Second Edition)От EverandI Will Teach You to Be Rich: No Guilt. No Excuses. No B.S. Just a 6-Week Program That Works (Second Edition)Рейтинг: 4.5 из 5 звезд4.5/5 (13)
- Getting to Yes: How to Negotiate Agreement Without Giving InОт EverandGetting to Yes: How to Negotiate Agreement Without Giving InРейтинг: 4 из 5 звезд4/5 (652)
- The Credit Formula: The Guide To Building and Rebuilding Lendable CreditОт EverandThe Credit Formula: The Guide To Building and Rebuilding Lendable CreditРейтинг: 5 из 5 звезд5/5 (1)