Вам также может понравиться
- 194-323 Ford WSG1068 6.8L Industrial Engine Service Manual (Generac OE7083) (02-2002)Документ358 страниц194-323 Ford WSG1068 6.8L Industrial Engine Service Manual (Generac OE7083) (02-2002)Miguel Sotelo100% (2)
- 125T-4L Parts ListДокумент11 страниц125T-4L Parts ListDaniel MendozaОценок пока нет
- 125T-4 Triplex Plunger Pump: Installation, Care and Operation ManualДокумент38 страниц125T-4 Triplex Plunger Pump: Installation, Care and Operation ManualDaniel MendozaОценок пока нет
- Rooftop Trane Voyager tch180 tch150 tch240Документ108 страницRooftop Trane Voyager tch180 tch150 tch240Leandro P SilvaОценок пока нет
- Diagrama Esmeriladora Dewalt Dwe4120 b3 PDFДокумент4 страницыDiagrama Esmeriladora Dewalt Dwe4120 b3 PDFRafael AlzateОценок пока нет
- 'R QRW Zhog RQ Ru Durxqg HQJLQH Xqohvv WKH, JQL WLRQ 0rgxoh KDV Ehhq Xqsoxjjhg) Dloxuh WR GR VR PD/ GDPDJH WKH, JQLWLRQ 0rgxohДокумент11 страниц'R QRW Zhog RQ Ru Durxqg HQJLQH Xqohvv WKH, JQL WLRQ 0rgxoh KDV Ehhq Xqsoxjjhg) Dloxuh WR GR VR PD/ GDPDJH WKH, JQLWLRQ 0rgxohLuis PumaОценок пока нет
- #HB-1-81 22SR Lip Manual PDFДокумент22 страницы#HB-1-81 22SR Lip Manual PDFLucas Maldonado100% (1)
- Manual de Servicio de Inversora V270Документ2 страницыManual de Servicio de Inversora V270Taz Juan GОценок пока нет
- Manual Rep. Volvo TAD941GE PDFДокумент282 страницыManual Rep. Volvo TAD941GE PDFMiguel SoteloОценок пока нет
- Sundyne Vibration Forcing FrequenciesДокумент1 страницаSundyne Vibration Forcing FrequenciesMiguel SoteloОценок пока нет
- Service Manual: RP-6000 MK6 LTD RP-6000 MK6 BДокумент44 страницыService Manual: RP-6000 MK6 LTD RP-6000 MK6 BFivor EdwardsОценок пока нет
- IWkm 370d4 Ball Valve - IOM ManualДокумент20 страницIWkm 370d4 Ball Valve - IOM ManualAsemota Oghogho100% (1)
- Catalogo de Partes ARIEL JGC-2Документ84 страницыCatalogo de Partes ARIEL JGC-2diego yecid millan mendozaОценок пока нет
- Solar Spare PartДокумент2 страницыSolar Spare PartMRezaОценок пока нет
- DS-980-955 Especificacion Tecnica PolykenДокумент2 страницыDS-980-955 Especificacion Tecnica PolykenManolo MontalvanОценок пока нет
- Alteradores MarathonДокумент8 страницAlteradores MarathonSalineñoApasionadoОценок пока нет
- 01-Datos y Planos de Motor PDFДокумент13 страниц01-Datos y Planos de Motor PDFAlfredo Orellana100% (1)
- Bombas 3344 Manual Mantenimiento y ReparaciónДокумент14 страницBombas 3344 Manual Mantenimiento y ReparaciónHECTORОценок пока нет
- Blackmer Power Pumps: MODELS: GX2B, GX2.5B, GX3E, GX4B, X2B, X2.5B, X3E, X4B, XH2B, XH2.5B, XH3E, XH4BДокумент16 страницBlackmer Power Pumps: MODELS: GX2B, GX2.5B, GX3E, GX4B, X2B, X2.5B, X3E, X4B, XH2B, XH2.5B, XH3E, XH4BAbdulrahman Al Huriby100% (1)
- Union Pump InformationДокумент12 страницUnion Pump Informationgeverett2765Оценок пока нет
- Catalogo Cilindros HidraulicosДокумент10 страницCatalogo Cilindros HidraulicosviniciusОценок пока нет
- ASF DwgsДокумент7 страницASF DwgsAnis GharsellaouiОценок пока нет
- The Composite Catalog: of Oilfield Equipment & ServicesДокумент1 страницаThe Composite Catalog: of Oilfield Equipment & ServicesadeindrawijayaОценок пока нет
- Water Control Valve DV-5Документ8 страницWater Control Valve DV-5Christian FherОценок пока нет
- Spherical Roller Bearing SBHU Interchange Guide 10784Документ184 страницыSpherical Roller Bearing SBHU Interchange Guide 10784Miguel Jorge Chavez ChavezОценок пока нет
- Franks Cabot - Q02 - 13 de 17 - STEERING PDFДокумент7 страницFranks Cabot - Q02 - 13 de 17 - STEERING PDFcarlospais2Оценок пока нет
- Tablas de Filtros Motores ClarkeДокумент1 страницаTablas de Filtros Motores ClarkeLeonardo Ramirez100% (1)
- Rosca Unificada Americana ExtraДокумент1 страницаRosca Unificada Americana ExtraProyectos Ingemetza100% (1)
- KMT Aqua-Dyne Master Catalog PDFДокумент36 страницKMT Aqua-Dyne Master Catalog PDFMark1025Оценок пока нет
- Stock List PDFДокумент4 страницыStock List PDFAL Wahid SpareОценок пока нет
- Especificaciones Tecnicas Gruas Horquilla LONKING 1.5-3.8T FDДокумент2 страницыEspecificaciones Tecnicas Gruas Horquilla LONKING 1.5-3.8T FDByt servimaq AntofagastaОценок пока нет
- Am25ck PDFДокумент2 страницыAm25ck PDFLogan Marquez AguayoОценок пока нет
- 122 - Bando Serpentine Belt Cross ReferenceДокумент2 страницы122 - Bando Serpentine Belt Cross ReferenceNil Acuña100% (2)
- Manual Wayne 3G7221P-8JKДокумент96 страницManual Wayne 3G7221P-8JKAlejandro AdriasolaОценок пока нет
- Despiece Del Kit de Bomba AuroraДокумент1 страницаDespiece Del Kit de Bomba AuroraraulblondetОценок пока нет
- Sullivan - 15 20 25 30 40Документ3 страницыSullivan - 15 20 25 30 40MrMike82Оценок пока нет
- Caja Reductora de EngranajeДокумент32 страницыCaja Reductora de EngranajeJesùs AmèsquitaОценок пока нет
- Weidmuller Analog Signal ConditionersДокумент65 страницWeidmuller Analog Signal ConditionersYaseen SagarОценок пока нет
- Selection/Dimensions: Setscrew Ball BearingsДокумент2 страницыSelection/Dimensions: Setscrew Ball BearingsJuan LoaizaОценок пока нет
- Grupo Electrogeno FG Wilson P44e5Документ1 страницаGrupo Electrogeno FG Wilson P44e5Patricia MilanesiОценок пока нет
- MODEL: T100-V: Installation and Operating .. ManualДокумент38 страницMODEL: T100-V: Installation and Operating .. ManualLeonid KolesnikovОценок пока нет
- FranklinBrochure March2016Документ20 страницFranklinBrochure March2016Sharrife JОценок пока нет
- Lap Joint Stub End DimensionsДокумент2 страницыLap Joint Stub End DimensionsLupul50Оценок пока нет
- Manual Ingles Secadores Hhe HHL Hhs SeriesДокумент68 страницManual Ingles Secadores Hhe HHL Hhs SeriesHoney18180% (1)
- Corte de Motor SEWДокумент4 страницыCorte de Motor SEWEduardo NakandakareОценок пока нет
- Ariel Corporation - Arielcorp - Com3Документ1 страницаAriel Corporation - Arielcorp - Com3Anwar Sadat100% (1)
- Vec012pob ManualДокумент7 страницVec012pob ManualremovebeforeflightОценок пока нет
- Marine FlexenДокумент67 страницMarine FlexenpayaljeevaОценок пока нет
- Curve and GA Drawing For EFP-1250gpm PDFДокумент2 страницыCurve and GA Drawing For EFP-1250gpm PDFViệt Đặng XuânОценок пока нет
- Dynaseal Trunnion Ball Valves: Dynaseal 370E-4 Dynaseal 370Ct Dynaseal 370D-4Документ36 страницDynaseal Trunnion Ball Valves: Dynaseal 370E-4 Dynaseal 370Ct Dynaseal 370D-4Boris ZaslichkoОценок пока нет
- Fisher Valve EzДокумент28 страницFisher Valve EzGrant BloxomОценок пока нет
- Panel de Control Compresor ArielДокумент40 страницPanel de Control Compresor ArielTatiana GomezОценок пока нет
- Regulador AxialДокумент12 страницRegulador Axialluis_d_mОценок пока нет
- Catalogo-Valvulas DewitДокумент126 страницCatalogo-Valvulas Dewitfrankie636850% (2)
- INVALCO CatalogДокумент24 страницыINVALCO Catalogemuno008Оценок пока нет
- ACU-802 DatasheetДокумент2 страницыACU-802 DatasheetloadrpkОценок пока нет
- Wellmark PSVДокумент6 страницWellmark PSVHomer SilvaОценок пока нет
- Engine Number Guide - PP827!01!09Документ4 страницыEngine Number Guide - PP827!01!09Taz UddinОценок пока нет
- CHT Corrente RSДокумент31 страницаCHT Corrente RSWagner AmaralОценок пока нет
- AOP Series D Trunnion 5000 WP Ball Valve: Installation, Operation and Maintenance ManualДокумент18 страницAOP Series D Trunnion 5000 WP Ball Valve: Installation, Operation and Maintenance ManualDennys SandriniОценок пока нет
- TDI T30-P Air Starter Illustrated Parts Breakdown T30-P-716 - 6701234 - 01Документ4 страницыTDI T30-P Air Starter Illustrated Parts Breakdown T30-P-716 - 6701234 - 01Rogelio PerezОценок пока нет
- Laurus As Built BOP Part Numbers - UnlockedДокумент166 страницLaurus As Built BOP Part Numbers - UnlockedEstuardo OlanОценок пока нет
- Illustrated Part Breakdown: MODEL: T30-P Engine Air StarterДокумент4 страницыIllustrated Part Breakdown: MODEL: T30-P Engine Air StarterTAYFUNОценок пока нет
- T50y IpbДокумент4 страницыT50y IpbMarcelo ArayaОценок пока нет
- Plan de Mantenimiento Motor VHPДокумент4 страницыPlan de Mantenimiento Motor VHPMiguel SoteloОценок пока нет
- Battery: SAFT LS14500 3.6 V LithiumДокумент2 страницыBattery: SAFT LS14500 3.6 V LithiumMiguel SoteloОценок пока нет
- Brochure Orbit Valvula Vástago AscendenteДокумент28 страницBrochure Orbit Valvula Vástago AscendenteMiguel SoteloОценок пока нет
- Formulas Electricas PDFДокумент1 страницаFormulas Electricas PDFMiguel SoteloОценок пока нет
- Individual Solutions: Air-Cooled Heat ExchangersДокумент22 страницыIndividual Solutions: Air-Cooled Heat ExchangersMiguel SoteloОценок пока нет
- Boletin Waukesha 2007 PDFДокумент12 страницBoletin Waukesha 2007 PDFMiguel SoteloОценок пока нет
- Cat Guia de Medicion de AislamientoДокумент28 страницCat Guia de Medicion de AislamientoMiguel SoteloОценок пока нет
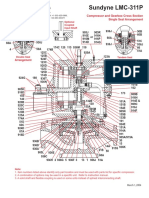
- Compressor Api617 Lmc311p Sundyne Cross-SectionДокумент1 страницаCompressor Api617 Lmc311p Sundyne Cross-SectionMiguel SoteloОценок пока нет
- Modular Design Concept: Gearbox ModuleДокумент1 страницаModular Design Concept: Gearbox ModuleMiguel SoteloОценок пока нет
- 50 905F 916B 21B 936H 19A 936H 60A 52 936H: Figure 3. Exploded View of LMV-806 (Single Seal)Документ1 страница50 905F 916B 21B 936H 19A 936H 60A 52 936H: Figure 3. Exploded View of LMV-806 (Single Seal)Miguel SoteloОценок пока нет
- Gas Engine GoverningДокумент8 страницGas Engine GoverningMiguel SoteloОценок пока нет
- EGB-1P and EGB-2P Governor - ActuatorДокумент68 страницEGB-1P and EGB-2P Governor - ActuatorMiguel SoteloОценок пока нет
- Installation and Operation Manual: 3161 GovernorДокумент48 страницInstallation and Operation Manual: 3161 GovernorMiguel Sotelo100% (1)
- Philips Family Lamp UV CДокумент4 страницыPhilips Family Lamp UV CmaterpcОценок пока нет
- Soal Pat Bahasa Inggris Kelas 5Документ5 страницSoal Pat Bahasa Inggris Kelas 5Tini Bastuti Joyolaksono100% (1)
- Opti Turn Tu 2004 V ManualДокумент80 страницOpti Turn Tu 2004 V ManualCharu NavneetОценок пока нет
- Travelsinvarious03clar BWДокумент522 страницыTravelsinvarious03clar BWSima Sorin MihailОценок пока нет
- Edrolo ch3Документ42 страницыEdrolo ch3YvonneОценок пока нет
- MFI 2 - Unit 3 - SB - L+SДокумент10 страницMFI 2 - Unit 3 - SB - L+SHoan HoàngОценок пока нет
- DHL Product Solutions Portfolio 2017Документ1 страницаDHL Product Solutions Portfolio 2017Hanzla TariqОценок пока нет
- Kingdom Fungi: - Characteristics of Fungi - Oomycota - Zygomycota - Ascomycota - Basidiomycota - DeuteromycotaДокумент15 страницKingdom Fungi: - Characteristics of Fungi - Oomycota - Zygomycota - Ascomycota - Basidiomycota - DeuteromycotaLeah Rice100% (1)
- Sorsogon State College Engineering & ArchitectureДокумент11 страницSorsogon State College Engineering & ArchitectureArianne Mae De Vera GallonОценок пока нет
- Tabla QuimicaДокумент12 страницTabla QuimicaPablo PasqualiniОценок пока нет
- Sip Dissertation - Final - Final For CollegeДокумент17 страницSip Dissertation - Final - Final For Collegevikashirulkar922Оценок пока нет
- Chapter 4 TurbineДокумент56 страницChapter 4 TurbineHabtamu Tkubet EbuyОценок пока нет
- IJETR022563Документ5 страницIJETR022563erpublicationОценок пока нет
- Drainage BasinsДокумент4 страницыDrainage BasinsDannySP10100% (1)
- 0.6m (2ft) Low Profile Antennas Microwave Antenna SpecificationsДокумент15 страниц0.6m (2ft) Low Profile Antennas Microwave Antenna SpecificationsDarwin Lopez AcevedoОценок пока нет
- Boil-Off Gas CalculationsДокумент14 страницBoil-Off Gas CalculationsAlberto100% (1)
- Learning Guide: Central Texas College Department of NursingДокумент26 страницLearning Guide: Central Texas College Department of Nursingapi-3697326Оценок пока нет
- B2 - Effects of UV-C Treatment and Cold Storage On Ergosterol and Vitamin D2 Contents in Different Parts of White and Brown Mushroom (Agaricus Bisporus)Документ6 страницB2 - Effects of UV-C Treatment and Cold Storage On Ergosterol and Vitamin D2 Contents in Different Parts of White and Brown Mushroom (Agaricus Bisporus)Nadya Mei LindaОценок пока нет
- Obs Inf Worksheet 2013Документ2 страницыObs Inf Worksheet 2013api-338002331Оценок пока нет
- TSBДокумент3 страницыTSBnoe dela vegaОценок пока нет
- Correlation of Body Mass Index With Endometrial Histopathology in Abnormal Uterine BleedingДокумент101 страницаCorrelation of Body Mass Index With Endometrial Histopathology in Abnormal Uterine BleedingpritamОценок пока нет
- Paintings of Juan LunaДокумент39 страницPaintings of Juan LunaMiss MellowОценок пока нет
- Math Diagnostic ExamДокумент4 страницыMath Diagnostic ExamMananquil JeromeОценок пока нет
- Research Argumentative EssayДокумент6 страницResearch Argumentative EssayHoney LabajoОценок пока нет
- MGE UPS Comissioning GuideДокумент19 страницMGE UPS Comissioning GuideAldo Rodriguez MaturanaОценок пока нет
- Versana Premier Transducer GuideДокумент4 страницыVersana Premier Transducer GuideDigo OtávioОценок пока нет
- NavaДокумент2 страницыNavasaikiranОценок пока нет
- Atlantis Is Discovered - Atlantis in Middle Danubian Depression (Pannonian Basin) A New Location of Atlantis IslandДокумент31 страницаAtlantis Is Discovered - Atlantis in Middle Danubian Depression (Pannonian Basin) A New Location of Atlantis Islandpaulct2004721260% (10)
- 801 Aeronca PDFДокумент17 страниц801 Aeronca PDFVishveshОценок пока нет