Вам также может понравиться
- The Shape of The Cone of The Twist Drills Unit-2Документ5 страницThe Shape of The Cone of The Twist Drills Unit-2Akesh KakarlaОценок пока нет
- Directions for Using Bottum's Patent Improved Universal Lathe Chucks and Improved Lathes for Turning and Finishing Every Description of Watch Pivots, Pinions, Staffs, EtcОт EverandDirections for Using Bottum's Patent Improved Universal Lathe Chucks and Improved Lathes for Turning and Finishing Every Description of Watch Pivots, Pinions, Staffs, EtcОценок пока нет
- Twist DrillДокумент7 страницTwist DrillMartinus Oda AdiОценок пока нет
- British Special Quality Valves and Electron Tube Devices Data Annual 1964–65От EverandBritish Special Quality Valves and Electron Tube Devices Data Annual 1964–65Оценок пока нет
- Wideband RF Technologies and Antennas in Microwave FrequenciesОт EverandWideband RF Technologies and Antennas in Microwave FrequenciesОценок пока нет
- Drill Grinding With The PP-U3 Grinder Copy of The Deckel SO GrinderДокумент14 страницDrill Grinding With The PP-U3 Grinder Copy of The Deckel SO GrinderAndy L100% (1)
- 3481 Quorn 02Документ4 страницы3481 Quorn 02Andy LОценок пока нет
- A Rotary Sine Bar For The LatheДокумент2 страницыA Rotary Sine Bar For The LatheTheodor EikeОценок пока нет
- Turning A Precision WasherДокумент7 страницTurning A Precision WasherkokiskoОценок пока нет
- E. Barbour - How Vacuum Tubes Work PDFДокумент16 страницE. Barbour - How Vacuum Tubes Work PDFformaggio869100% (1)
- Pivot Replacement: ChecklistДокумент7 страницPivot Replacement: Checklistottershaw57Оценок пока нет
- Quorn: Tool and Cutter GrinderДокумент4 страницыQuorn: Tool and Cutter GrinderDan HendersonОценок пока нет
- For Precision Surfaces: Hand ScrapingДокумент8 страницFor Precision Surfaces: Hand ScrapingnarendragahlotОценок пока нет
- SE CompoundCond PDFДокумент16 страницSE CompoundCond PDFAntony BurgersОценок пока нет
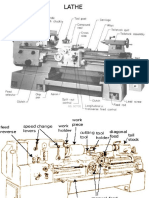
- Lathe Parts: - Being A Brief Description of The Names and Functions of PartsДокумент7 страницLathe Parts: - Being A Brief Description of The Names and Functions of PartsDipanjana Bhowmik100% (1)
- ACESORIOScatalog PDFДокумент80 страницACESORIOScatalog PDFlmelmelmeОценок пока нет
- ACIERA Milling Machine 1Документ11 страницACIERA Milling Machine 1adhencandraОценок пока нет
- 2965-Lapping Tapers & Seatings #7Документ1 страница2965-Lapping Tapers & Seatings #7syllavethyjimОценок пока нет
- HoriaДокумент116 страницHoria4U6ogj8b9snylkslkn3nОценок пока нет
- CE3458 Parts ManualДокумент84 страницыCE3458 Parts ManualMrbigg10Оценок пока нет
- Lathe WorkДокумент220 страницLathe WorkBarry Bj Shaide100% (1)
- Quorn: Tool and Cutter GrinderДокумент2 страницыQuorn: Tool and Cutter GrinderDan HendersonОценок пока нет
- Four Facet Drill Grinding JigДокумент20 страницFour Facet Drill Grinding Jigian_newОценок пока нет
- 3 PhaseДокумент9 страниц3 PhaseArnulfo LavaresОценок пока нет
- Phono Cartridge AlignmentДокумент59 страницPhono Cartridge AlignmentLaurentiu Apostol100% (1)
- Universal Cutter /grinder: Owner'S ManualДокумент16 страницUniversal Cutter /grinder: Owner'S ManualMawan Bentz100% (1)
- Cowells Manuals PDFДокумент16 страницCowells Manuals PDFpedjaОценок пока нет
- Tool Rest SVD-110: Positioning of MachineДокумент5 страницTool Rest SVD-110: Positioning of MachineLalo LeloОценок пока нет
- Quorn: Tool and Cutter GrinderДокумент4 страницыQuorn: Tool and Cutter GrinderDan HendersonОценок пока нет
- How Many Teeth Should A Healthy Grasshopper Escapemente Have - David HeskinДокумент15 страницHow Many Teeth Should A Healthy Grasshopper Escapemente Have - David HeskinGabrielBarile100% (1)
- Bonelle GrinderДокумент11 страницBonelle Grinderjohnjohn520% (1)
- WErbsen CourseworkДокумент562 страницыWErbsen CourseworkRoberto Alexis Rodríguez TorresОценок пока нет
- Biax Electronic Scraper and AccessoriesДокумент16 страницBiax Electronic Scraper and AccessoriesPaisaje Silencioso100% (1)
- Christopher Jobson Clock RestorerДокумент2 страницыChristopher Jobson Clock RestorerTommy JobsonОценок пока нет
- Gear Hob BasicsДокумент6 страницGear Hob BasicsAnkur Jain100% (1)
- Universal Tool and Cutter Grinder Manual Low ResДокумент16 страницUniversal Tool and Cutter Grinder Manual Low ResDale Wade100% (1)
- Spindle NoseДокумент4 страницыSpindle NoseSharad SharmaОценок пока нет
- Forcing Cone and Throat ReamingДокумент5 страницForcing Cone and Throat Reamingrooster59Оценок пока нет
- Accu-Finish II ManualДокумент8 страницAccu-Finish II ManualOliver CollectorОценок пока нет
- Benchworking StudyДокумент100 страницBenchworking StudyBrianRuaroОценок пока нет
- Quorn: Tool and Cutter GrinderДокумент3 страницыQuorn: Tool and Cutter GrinderDan HendersonОценок пока нет
- Quorn: Tool and Cutter GrinderДокумент5 страницQuorn: Tool and Cutter GrinderDan HendersonОценок пока нет
- Quorn: Tool and Cutter GrinderДокумент3 страницыQuorn: Tool and Cutter GrinderDan HendersonОценок пока нет
- Lathe: GS, SctceДокумент48 страницLathe: GS, SctceGouthamPrasad100% (2)
- Quorn User ManualДокумент31 страницаQuorn User ManualGeorge Stright100% (5)
- Drill Vise MillДокумент2 страницыDrill Vise MillFrenchwolf420Оценок пока нет
- Quorn - Part 2.CVДокумент5 страницQuorn - Part 2.CVAndy LОценок пока нет
- Southbend Shaper V2 Parts ListДокумент6 страницSouthbend Shaper V2 Parts ListStephen HowardОценок пока нет
- Vacuum TubeДокумент25 страницVacuum TubeGilberto ManhattanОценок пока нет
- Machinists Screw JackДокумент3 страницыMachinists Screw Jackmauri_ros100% (1)
- Atlas Mill AccessoriesДокумент1 страницаAtlas Mill AccessoriesGary RepeshОценок пока нет
- (Metalworking) Model Engineer - Gauge Making With The LatheДокумент1 страница(Metalworking) Model Engineer - Gauge Making With The LathekikoliverОценок пока нет
- Milling MachinesДокумент18 страницMilling Machinessamurai7_77100% (2)
- Making The Keats Angle Plate From CastingsДокумент15 страницMaking The Keats Angle Plate From CastingsJohn SmithОценок пока нет
- BoxfordДокумент8 страницBoxfordsaul0% (1)
- Myford Dividing Head Attachment ManualДокумент7 страницMyford Dividing Head Attachment Manualsonytecho100% (1)
- A Spark Erosion Machine: by C. R. AmsburyДокумент11 страницA Spark Erosion Machine: by C. R. AmsburyWedy Lim100% (1)
- Ch-6 Reaming, Boring, BroachingДокумент58 страницCh-6 Reaming, Boring, BroachingAnshul AgrawalОценок пока нет
- FB 4Документ4 страницыFB 4JuanGómezОценок пока нет
- Brochure Scorpio Lens Anamorphic 2 XДокумент2 страницыBrochure Scorpio Lens Anamorphic 2 XJuanGómezОценок пока нет
- New Turning PVD Coated Grade For Stainless Steels: ProductДокумент12 страницNew Turning PVD Coated Grade For Stainless Steels: ProductJuanGómezОценок пока нет
- Responding To September 11 2001: One Year LaterДокумент40 страницResponding To September 11 2001: One Year LaterJuanGómezОценок пока нет
- Afghanistan Map PDFДокумент1 страницаAfghanistan Map PDFJuanGómezОценок пока нет
- Mitutoyo Fixtures 2018.compressed PDFДокумент80 страницMitutoyo Fixtures 2018.compressed PDFJuanGómezОценок пока нет
- Mitutoyo Fixtures 2018.compressed PDFДокумент80 страницMitutoyo Fixtures 2018.compressed PDFJuanGómezОценок пока нет
- CH 21Документ45 страницCH 21Anonymous p0mg44xОценок пока нет
- 08 ScrewДокумент10 страниц08 ScrewJuanGómezОценок пока нет
- Advanced Motorsport Engineering: MSC CourseДокумент4 страницыAdvanced Motorsport Engineering: MSC CourseJuanGómezОценок пока нет
- Drill Point GeometryДокумент4 страницыDrill Point GeometryRicardo Fontanari de Carvalho100% (1)
- Drill ModelingДокумент13 страницDrill Modelingantonio87Оценок пока нет
- 06 Torque ToolsДокумент22 страницы06 Torque ToolsJuanGómezОценок пока нет
- 07 Maintenance For Torque Tools PDFДокумент24 страницы07 Maintenance For Torque Tools PDFJuanGómezОценок пока нет
- 04 Tightening ReliabilityДокумент22 страницы04 Tightening ReliabilityJuanGómezОценок пока нет
- 02 Bolt TighteningДокумент12 страниц02 Bolt TighteningJuanGómezОценок пока нет
- 05 Selection of Tightening Tools PDFДокумент8 страниц05 Selection of Tightening Tools PDFJuanGómezОценок пока нет
- 05 Selection of Tightening Tools PDFДокумент8 страниц05 Selection of Tightening Tools PDFJuanGómezОценок пока нет
- 05 Selection of Tightening Tools PDFДокумент8 страниц05 Selection of Tightening Tools PDFJuanGómezОценок пока нет
- 03 Inspecting Tightening TorqueДокумент4 страницы03 Inspecting Tightening TorqueJuanGómezОценок пока нет
- H 4012 8500 01 AДокумент1 страницаH 4012 8500 01 AJuanGómezОценок пока нет
- 01 Torque and UnitДокумент6 страниц01 Torque and UnitJuanGómezОценок пока нет
- Creating Motion in SolidWorks-Motion DriversДокумент58 страницCreating Motion in SolidWorks-Motion Driversesham2Оценок пока нет
- The Right Live Centre For Every ApplicationДокумент3 страницыThe Right Live Centre For Every ApplicationJuanGómezОценок пока нет
- SZSДокумент4 страницыSZSJuanGómezОценок пока нет
- The Right Live Centre For Every ApplicationДокумент3 страницыThe Right Live Centre For Every ApplicationJuanGómezОценок пока нет
- Pepall FinalДокумент478 страницPepall FinalJuanGómez100% (1)
- Chucks Review Restoration by Machinery Magazine PDFДокумент49 страницChucks Review Restoration by Machinery Magazine PDFJuanGómezОценок пока нет
- H 4012 8500 01 AДокумент1 страницаH 4012 8500 01 AJuanGómezОценок пока нет
- DSFFGДокумент22 страницыDSFFGArjunRathodОценок пока нет
- SQL Interview QuestionsДокумент2 страницыSQL Interview QuestionscourpediaОценок пока нет
- Dlesp Packer, Viton: A) DescriptionДокумент10 страницDlesp Packer, Viton: A) Descriptionaditya rastogiОценок пока нет
- Athene S Theory of Everything PDFДокумент19 страницAthene S Theory of Everything PDFAdriana Ealangi0% (1)
- Geo Technical Ii Quiz QuestionsДокумент11 страницGeo Technical Ii Quiz QuestionsSukritiDanОценок пока нет
- Segment RoutingДокумент375 страницSegment RoutinglillibithОценок пока нет
- GOC & EAS CPP-II - PMDДокумент14 страницGOC & EAS CPP-II - PMDVansh sareenОценок пока нет
- R1218x SERIES: Step-Up DC/DC Converter For White LED BacklightДокумент21 страницаR1218x SERIES: Step-Up DC/DC Converter For White LED Backlight666667Оценок пока нет
- Gajendra Singh (ONGC Training Report)Документ55 страницGajendra Singh (ONGC Training Report)Gajju12567% (6)
- A330 FCOM Vol III PDFДокумент1 137 страницA330 FCOM Vol III PDFGraham Waterfield100% (1)
- Video Display DevicesДокумент66 страницVideo Display DevicesshabanaОценок пока нет
- Lasal: Laser Cutting SolutionsДокумент4 страницыLasal: Laser Cutting SolutionsGeorge ZiovasОценок пока нет
- Chapter 02 - Components of CADCAMCAE SystemsДокумент35 страницChapter 02 - Components of CADCAMCAE SystemsKeVal PaTelОценок пока нет
- Drawing Free-Body DiagramsДокумент5 страницDrawing Free-Body DiagramsMahamadali DesaiОценок пока нет
- Ambit ManiforlДокумент6 страницAmbit Maniforlmd_taheriОценок пока нет
- CP-533E / CS-533E Vibratory Compactor Hydraulic System: Lines GP - PropelДокумент2 страницыCP-533E / CS-533E Vibratory Compactor Hydraulic System: Lines GP - PropelMayumi Lizarme BuezoОценок пока нет
- Earthing Transformer and Its Application To The Power SystemДокумент34 страницыEarthing Transformer and Its Application To The Power SystemRathinaKumar100% (1)
- Vertical Motion Under GravityДокумент1 страницаVertical Motion Under GravityKeshari ChoudharyОценок пока нет
- ADAT Optical Audio Data Generator and Encoder V1401Документ8 страницADAT Optical Audio Data Generator and Encoder V1401mylitalindaОценок пока нет
- 1-B SC (Maths)Документ22 страницы1-B SC (Maths)Prashant GuptaОценок пока нет
- Ib8091en PDFДокумент1 страницаIb8091en PDFnicu secosanОценок пока нет
- Riedel Artist USДокумент22 страницыRiedel Artist UScliffforscribdОценок пока нет
- Pronouns - Maurice PDFДокумент2 страницыPronouns - Maurice PDFSCRIBDBUUОценок пока нет
- Automatic Mains Change Over Switch For Ups.Документ4 страницыAutomatic Mains Change Over Switch For Ups.Pooja BanОценок пока нет
- Advantages of Solid State Fermentation Over Submerged FermentationДокумент32 страницыAdvantages of Solid State Fermentation Over Submerged Fermentationtelangsachin12Оценок пока нет
- Cool Fire Manual 45M620N2UK-01Документ198 страницCool Fire Manual 45M620N2UK-01prejby91% (11)
- The Comparison of Two Activation Techniques To Prepare Activated Carbon From Corn CobДокумент7 страницThe Comparison of Two Activation Techniques To Prepare Activated Carbon From Corn CobRafaelaMarinhoFonsecaОценок пока нет
- 3Документ8 страниц3K@mR@N D@uD P@nHw@RОценок пока нет
- EARTHSCIENCE ppt2Документ8 страницEARTHSCIENCE ppt2Rommel DominguezОценок пока нет