Вам также может понравиться
- NCh0303 1980 PDFДокумент19 страницNCh0303 1980 PDFale10201Оценок пока нет
- Ficha Tecnica Acero Galvanizado PDFДокумент3 страницыFicha Tecnica Acero Galvanizado PDFAdrian Martin BarrionuevoОценок пока нет
- NCH 209 Of72 Acero - Planchas Gruesas - Especif PDFДокумент11 страницNCH 209 Of72 Acero - Planchas Gruesas - Especif PDFMarioОценок пока нет
- Guia Práctica CMEДокумент53 страницыGuia Práctica CMEMat GaiОценок пока нет
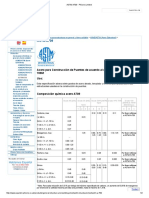
- Astm A384Документ3 страницыAstm A384Juan Ayala ValdebenitoОценок пока нет
- NCh0703 1971Документ9 страницNCh0703 1971Luis Andres Pradenas FuentesОценок пока нет
- Manual NieveДокумент301 страницаManual NievecarlaОценок пока нет
- Sgpd-02est-Esptc-0001-Especificacion Hormigon Estrutural, Fabricacion y PDFДокумент201 страницаSgpd-02est-Esptc-0001-Especificacion Hormigon Estrutural, Fabricacion y PDFSebastian HernandezОценок пока нет
- Asce 7-10Документ12 страницAsce 7-10Yerik LaloОценок пока нет
- NCH 3171 Of2010 Disposiciones Generales y Combinacion de Cargas PDFДокумент18 страницNCH 3171 Of2010 Disposiciones Generales y Combinacion de Cargas PDFPedro BravoОценок пока нет
- Influencia de La Ductilidad Local de Conexiones Soldadas y Atornilladas en La Ductilidad Global de Las Estructuras de AceroДокумент24 страницыInfluencia de La Ductilidad Local de Conexiones Soldadas y Atornilladas en La Ductilidad Global de Las Estructuras de AceroHugo Gavino GaldósОценок пока нет
- Impacto CharpyДокумент12 страницImpacto CharpyCarlo André Morales ValderramaОценок пока нет
- NCh0206-56 ACEROS - Pernos PDFДокумент9 страницNCh0206-56 ACEROS - Pernos PDFjaimeОценок пока нет
- Chapas Normas Cal Comercial Iram U500 F-26 F-36Документ7 страницChapas Normas Cal Comercial Iram U500 F-26 F-36Pablo100% (1)
- NCh0501-70 ACEROS ENSAYOS...Документ11 страницNCh0501-70 ACEROS ENSAYOS...John Alejandro De La Cruz MejiasОценок пока нет
- Sumadur FC HS PDFДокумент2 страницыSumadur FC HS PDFsidneidecarvalhoОценок пока нет
- Cirsoc 302 Completo PDFДокумент91 страницаCirsoc 302 Completo PDFsetecsrlОценок пока нет
- Tubería de Acero ASTM A53 Grado A y BДокумент5 страницTubería de Acero ASTM A53 Grado A y BLuis MedinaОценок пока нет
- Analisis Sismico Estanque y Analisis Estanque Mediante Sap2000Документ142 страницыAnalisis Sismico Estanque y Analisis Estanque Mediante Sap2000tarrioОценок пока нет
- NCH 00 170 - 1985Документ65 страницNCH 00 170 - 1985PedroAntonioMoragaGangas100% (1)
- Memoria Sebastian Ojeda - Version TerminadaДокумент39 страницMemoria Sebastian Ojeda - Version Terminadajcancino_11Оценок пока нет
- ACI 350 3 01 Traduccion LibreДокумент28 страницACI 350 3 01 Traduccion LibreJean Nahuamel DelgadoОценок пока нет
- Especificaciones TecnicasДокумент124 страницыEspecificaciones TecnicasLuis Viera AnguloОценок пока нет
- NCH 170Документ106 страницNCH 170Javier Fernando Morales BuhlОценок пока нет
- ACINDAR Manual de La ConstrucciónДокумент31 страницаACINDAR Manual de La ConstrucciónMARIORAPELLIОценок пока нет
- Arcal 1Документ2 страницыArcal 1ghangОценок пока нет
- MANUAL-ICHA - Sistema ChilenoДокумент60 страницMANUAL-ICHA - Sistema ChilenoIsmael VillaОценок пока нет
- ET004-06 Tolerancias Dimensionales en Elementos de Hormigón ArmadoДокумент26 страницET004-06 Tolerancias Dimensionales en Elementos de Hormigón ArmadolexloxОценок пока нет
- Seminario Control de Calidad ICCA FABRICACIONДокумент119 страницSeminario Control de Calidad ICCA FABRICACIONomartovar81Оценок пока нет
- T11m408-I1-Skm-00000-Espes02-0000-001 - Especificacion Pinturas-1Документ406 страницT11m408-I1-Skm-00000-Espes02-0000-001 - Especificacion Pinturas-1manuelarrano50% (2)
- NCh00701-1971 Planchas Deolgadas de Acero Al Carbono Laminado en Caliente - ToleranciasДокумент9 страницNCh00701-1971 Planchas Deolgadas de Acero Al Carbono Laminado en Caliente - ToleranciasCRISTIANCORTES28Оценок пока нет
- Cómo Calcular Cimentaciones AnularesДокумент12 страницCómo Calcular Cimentaciones Anularesfantomachas100% (1)
- DrywallДокумент36 страницDrywall777jhon777Оценок пока нет
- Anexos Técnicos Inspección Con UltrasonidoДокумент57 страницAnexos Técnicos Inspección Con UltrasonidoOscar Iván Duque DíazОценок пока нет
- Gpro-Esp-57869-0 - Especificación Técnica de PinturasДокумент22 страницыGpro-Esp-57869-0 - Especificación Técnica de PinturasMau Atenas Perez0% (1)
- FISCHER - Tacos Químicos - Anclaje de Resina R Con Varilla Roscada FTR PDFДокумент3 страницыFISCHER - Tacos Químicos - Anclaje de Resina R Con Varilla Roscada FTR PDFGonzalo Santos FernándezОценок пока нет
- Ejemplo ACI 350Документ23 страницыEjemplo ACI 350Federico Del BalzoОценок пока нет
- AstmДокумент2 страницыAstmAlberto Acosta GongoraОценок пока нет
- Norma Daniele 2.8.006 para Proceso de Soldadura enДокумент11 страницNorma Daniele 2.8.006 para Proceso de Soldadura enedixon garciaОценок пока нет
- Normas GalvanizacionДокумент3 страницыNormas GalvanizacionFernando LedesmaОценок пока нет
- NCH 703 1971 Planchas Gruesas de Acero Al Carbono Laminadas en Caliente ToleranciasДокумент9 страницNCH 703 1971 Planchas Gruesas de Acero Al Carbono Laminadas en Caliente ToleranciasJanson CeaОценок пока нет
- Arcelormittal Norma Mexicana NMX B 457 Canacero 2013 PDFДокумент21 страницаArcelormittal Norma Mexicana NMX B 457 Canacero 2013 PDFjorgeОценок пока нет
- prNCh02369 2018 043Документ210 страницprNCh02369 2018 043Rodrigo SilvaОценок пока нет
- Matriz Consistencia Logica Modelo para Ingenieria CivilДокумент2 страницыMatriz Consistencia Logica Modelo para Ingenieria CivilRudy Mamani TapiaОценок пока нет
- Prontuario de Estructuras de AceroДокумент13 страницProntuario de Estructuras de AceroDioscoridesОценок пока нет
- Conexiones en Edificios de Acero y Su Automatización para El Diseño EstructuralДокумент31 страницаConexiones en Edificios de Acero y Su Automatización para El Diseño EstructuralAlberto García Márquez100% (1)
- Catalogo Tecnico CintacДокумент64 страницыCatalogo Tecnico CintacDalibor RiosОценок пока нет
- 07 - Astm A153Документ8 страниц07 - Astm A153vargas35100% (1)
- Welded Unreinforced Flange-Welded Web (WUF-W) Moment Connection - Conexion 8Документ5 страницWelded Unreinforced Flange-Welded Web (WUF-W) Moment Connection - Conexion 8María Fernanda Solis100% (1)
- Memoria de Cálculo Tubería Cruce Camino Cable MineroДокумент26 страницMemoria de Cálculo Tubería Cruce Camino Cable MineroJuan Cristóbal Rivera PuellesОценок пока нет
- Manual de DiseñoДокумент212 страницManual de DiseñoMauricioGilОценок пока нет
- Fabricación de Puentes Tomando en Cuenta La AWS D1.5 Rev 2 PDFДокумент112 страницFabricación de Puentes Tomando en Cuenta La AWS D1.5 Rev 2 PDFsergioОценок пока нет
- Astm F 714-03Документ9 страницAstm F 714-03ricardodelatorreОценок пока нет
- nch1537 2009 Sobrecarga Norma ChilenaДокумент38 страницnch1537 2009 Sobrecarga Norma Chilenabateto1100% (1)
- NCh200 Of1972Документ27 страницNCh200 Of1972Julio David Ramos VillarroelОценок пока нет
- Informe Procesos 1Документ8 страницInforme Procesos 1lasteniaОценок пока нет
- Informe Procesos 1Документ8 страницInforme Procesos 1Jhostin GallorОценок пока нет
- Carpeta de SoldaduraДокумент13 страницCarpeta de Soldaduraprofedario342100% (1)
- Soldadura Sesion 3Документ3 страницыSoldadura Sesion 3jonathanviloria14Оценок пока нет
- Soldadura en para BuquesДокумент39 страницSoldadura en para BuquesGENESIS JAELEEN FERNANDEZОценок пока нет
- Guía 14 Dibujo CADДокумент11 страницGuía 14 Dibujo CADArmandoEscandaloОценок пока нет
- Formato Cierre Reporte de ModulosДокумент3 страницыFormato Cierre Reporte de ModulosArmandoEscandaloОценок пока нет
- Guia 7 Maniobra Electrica - Mtto Electromec IndДокумент19 страницGuia 7 Maniobra Electrica - Mtto Electromec IndArmandoEscandaloОценок пока нет
- Guia 3 AjusteДокумент18 страницGuia 3 AjusteArmandoEscandaloОценок пока нет
- GFPI-F-135 Guia de Aprendizaje - Analisis - Matematicas-SoldДокумент10 страницGFPI-F-135 Guia de Aprendizaje - Analisis - Matematicas-SoldArmandoEscandaloОценок пока нет
- Plan Concertado Con El Aprendiz Analisis 2020Документ23 страницыPlan Concertado Con El Aprendiz Analisis 2020ArmandoEscandaloОценок пока нет
- Ejercicios Fraciones 2022Документ1 страницаEjercicios Fraciones 2022ArmandoEscandaloОценок пока нет
- Ejercicio de Excel Sobre GráficosДокумент2 страницыEjercicio de Excel Sobre GráficosArmandoEscandaloОценок пока нет
- Analisis de Resultados Atilio HernandezДокумент6 страницAnalisis de Resultados Atilio HernandezArmandoEscandaloОценок пока нет
- Prueba TabularДокумент21 страницаPrueba TabularAndress Roes RoesОценок пока нет
- Mision, Vision MassweldingДокумент2 страницыMision, Vision MassweldingArmandoEscandaloОценок пока нет
- Montaje de Material AislanteДокумент14 страницMontaje de Material AislanteArmandoEscandaloОценок пока нет
- Rol Instructor en Sofia PlusДокумент1 страницаRol Instructor en Sofia PlusArmandoEscandaloОценок пока нет
- Encuesta Atilio HernandezДокумент4 страницыEncuesta Atilio HernandezArmandoEscandaloОценок пока нет
- Taller de Sociales 1Документ2 страницыTaller de Sociales 1ArmandoEscandaloОценок пока нет
- Interpretacion de Planos AherzДокумент14 страницInterpretacion de Planos AherzArmandoEscandaloОценок пока нет
- Arbol de PalabrasДокумент1 страницаArbol de PalabrasArmandoEscandaloОценок пока нет
- Basica MatemáticaДокумент12 страницBasica Matemáticaing.alfredoherrera.a8494Оценок пока нет
- ModelosДокумент4 страницыModelosArmandoEscandaloОценок пока нет
- Continuacion Del Taller CastellanoДокумент1 страницаContinuacion Del Taller CastellanoArmandoEscandaloОценок пока нет
- Lineas Ejercicio 2020Документ1 страницаLineas Ejercicio 2020ArmandoEscandaloОценок пока нет
- Habilidades Del IngenieroДокумент1 страницаHabilidades Del IngenieroArmandoEscandaloОценок пока нет
- Balanza de PagosДокумент1 страницаBalanza de PagosArmandoEscandaloОценок пока нет
- Sistema OFWДокумент3 страницыSistema OFWArmandoEscandaloОценок пока нет
- Gfpi-F-019 - Guia - de - Aprendizaje Ra4Документ6 страницGfpi-F-019 - Guia - de - Aprendizaje Ra4ArmandoEscandaloОценок пока нет
- Tarea1 Grupo 21201Документ14 страницTarea1 Grupo 21201ArmandoEscandaloОценок пока нет
- F003-P003-08 Guia Didactica TrazadoДокумент3 страницыF003-P003-08 Guia Didactica TrazadoArmandoEscandaloОценок пока нет
- ListaДокумент1 страницаListaArmandoEscandaloОценок пока нет
- Actividad ApropiacionДокумент2 страницыActividad ApropiacionArmandoEscandaloОценок пока нет
- Rol Instructor en Sofia PlusДокумент1 страницаRol Instructor en Sofia PlusArmandoEscandaloОценок пока нет
- Tipos de ElectrodosДокумент18 страницTipos de ElectrodosFco IzaguirreОценок пока нет
- CemetacionДокумент9 страницCemetacionWil PuvaОценок пока нет
- Informe TraccionДокумент9 страницInforme TraccionFernando Araya LiraОценок пока нет
- Aceros Moldes InyeccionДокумент3 страницыAceros Moldes InyeccionLuisTeaОценок пока нет
- 1historia Del HierroДокумент5 страниц1historia Del HierroALICIA MARIA RAMIREZ SABILLÓNОценок пока нет
- Cartilla Escuela de TigДокумент62 страницыCartilla Escuela de TigjuealzatebeОценок пока нет
- El Kit Acero Corten, Un Producto de Vanguardia - Droptec PDFДокумент2 страницыEl Kit Acero Corten, Un Producto de Vanguardia - Droptec PDFSilviaMartinezОценок пока нет
- Depósito de AserrínДокумент1 страницаDepósito de Aserrínjorge abregoОценок пока нет
- Practica de TempladoДокумент5 страницPractica de TempladoCarlos C. ShepardОценок пока нет
- Preparacion de Probetas MetalograficasДокумент7 страницPreparacion de Probetas MetalograficasSeleccion Tecnico IndustrialОценок пока нет
- Indice Estandar de Ingenieria 2015Документ2 страницыIndice Estandar de Ingenieria 2015Luis Alonso Hoyos AvalosОценок пока нет
- 4.2. AbundanciaДокумент9 страниц4.2. AbundanciaArcvil AlzОценок пока нет
- Corrosion IntergranularДокумент11 страницCorrosion IntergranularAlberto Flores MartinezОценок пока нет
- Tratamientos Con Enfriamiento LentoДокумент6 страницTratamientos Con Enfriamiento LentoNancy QuispeОценок пока нет
- ING-AI-K005 - Kit Retención Span 1000Документ1 страницаING-AI-K005 - Kit Retención Span 1000AMERICA INNOVA PUBLICIDAD E INGENIERIAОценок пока нет
- Hoja Excel para Analisis Fisico-Quimico Del AguaДокумент8 страницHoja Excel para Analisis Fisico-Quimico Del AguaEscobar Soto FrankОценок пока нет
- BRV2S-BRV2B Valvulas ReductorasДокумент3 страницыBRV2S-BRV2B Valvulas Reductorascristian villegasОценок пока нет
- CRUCIGRAMAS Torio y TitanioДокумент5 страницCRUCIGRAMAS Torio y TitanioFrolilu NarvaezОценок пока нет
- 03.puente Amsarca 02Документ1 страница03.puente Amsarca 02Rony FelicesОценок пока нет
- Chavetas Paralelas DIN 6885Документ2 страницыChavetas Paralelas DIN 6885MARCO FIDEL SUAREZ BURGOSОценок пока нет
- Diagrama de FasesДокумент14 страницDiagrama de FasesKaneki Afv Kun100% (1)
- 3.2 ET Filtros de Malla PDFДокумент17 страниц3.2 ET Filtros de Malla PDFRuben MenaОценок пока нет
- AlutecnosДокумент2 страницыAlutecnosJOANОценок пока нет
- NTC4641Документ10 страницNTC4641Carlos David RodriguezОценок пока нет
- Solucionario Tema FLEXIONДокумент14 страницSolucionario Tema FLEXIONLizz MORENOОценок пока нет
- Proceso BayerДокумент3 страницыProceso BayerMarcos Emiliano González GoiteОценок пока нет
- RoblesHidalgoJose - Tarea3Unidad 1Документ8 страницRoblesHidalgoJose - Tarea3Unidad 1José RoblesОценок пока нет
- Soldadura Saw PDFДокумент24 страницыSoldadura Saw PDFLuis Miguel VakОценок пока нет
- SmarmecДокумент4 страницыSmarmecMarlon Fonseca CamizanОценок пока нет
- Tipo de ElectrodosДокумент16 страницTipo de ElectrodosAngel Liang MundooОценок пока нет