Вам также может понравиться
- VN 731PC: The Basic But Brilliant OptionДокумент2 страницыVN 731PC: The Basic But Brilliant Optionz3xedmonds uyОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- VN-H57U VN-H37U VN-H137U: Safety PrecautionsДокумент4 страницыVN-H57U VN-H37U VN-H137U: Safety Precautionsz3xedmonds uyОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Fanuc CNC Custom Macros - Programming Resources For Fanuc Custom Macro B Users - Peter Smid (Seduction28)Документ336 страницFanuc CNC Custom Macros - Programming Resources For Fanuc Custom Macro B Users - Peter Smid (Seduction28)bruno86% (21)
- TMP - 5147 326244179 Modern Machine Shop September 20161283046298Документ276 страницTMP - 5147 326244179 Modern Machine Shop September 20161283046298z3xedmonds uyОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Catalogo Torques Mahle PDFДокумент1 458 страницCatalogo Torques Mahle PDFEduardoCastilloОценок пока нет
- Isx Cylinder Liner and Piston Updates SP 11 1 17Документ6 страницIsx Cylinder Liner and Piston Updates SP 11 1 17Lokesh AgrawalОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Eco Equivalency ChartДокумент1 страницаEco Equivalency ChartEstakoza GoldОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Ǘǚǟǚǜǚǧǒ Ǘnjǝǘnj Engine Oils: Ambra Mastergold HSP 10W-30 Ambra Mastergold HSP 15W-40Документ38 страницǗǚǟǚǜǚǧǒ Ǘnjǝǘnj Engine Oils: Ambra Mastergold HSP 10W-30 Ambra Mastergold HSP 15W-40Orkhan Manouchehri-LaleyiОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Remove & Install Cylinder HeadsДокумент4 страницыRemove & Install Cylinder Headsmohammed mostafa100% (1)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Parts Kit Instruction 21820161Документ4 страницыParts Kit Instruction 21820161amskroud brahimОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Engine Expt 4Документ8 страницEngine Expt 4aashiquear100% (3)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Adjust Valve C9Документ3 страницыAdjust Valve C9JebrodОценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- BENZ Spec Engines BrochureДокумент4 страницыBENZ Spec Engines BrochuredaahfureОценок пока нет
- Lancia Beta Service ManualДокумент321 страницаLancia Beta Service ManualDiego Hernan Piñeiro100% (1)
- Conectores-de-Borna TRAFOДокумент4 страницыConectores-de-Borna TRAFOJunior MartinezОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Perkins Engine Number & Location GuideДокумент5 страницPerkins Engine Number & Location GuidePatrick StivénОценок пока нет
- Et 1Документ114 страницEt 1نهمياسباريراОценок пока нет
- CT 125 NewДокумент69 страницCT 125 NewTienda Popayan93% (14)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Intake and Exhaust Tuning - Enginology SHДокумент13 страницIntake and Exhaust Tuning - Enginology SHjoop1231177Оценок пока нет
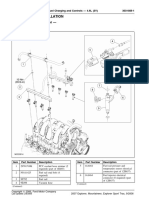
- Fuel Rail and Fuel Injector 8212 Exploded View Removal and Installation PDFДокумент2 страницыFuel Rail and Fuel Injector 8212 Exploded View Removal and Installation PDFMichael HernandezОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- TP 6101Документ2 страницыTP 6101Roberto Sanchez ZapataОценок пока нет
- Amc CrowerДокумент3 страницыAmc CrowerPablo Etp100% (1)
- Engine Timing Tools: Ford Duratorq 1.4 - 1.6 - 2.0 - 2.2 - 2.4 Psa 1.4 - 1.6 HdiДокумент8 страницEngine Timing Tools: Ford Duratorq 1.4 - 1.6 - 2.0 - 2.2 - 2.4 Psa 1.4 - 1.6 Hdikane brownlowОценок пока нет
- Kubota Engine v3307 Repair ManualДокумент10 страницKubota Engine v3307 Repair Manualbrett95% (58)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Commodity GY6 訂購格式Документ7 страницCommodity GY6 訂購格式Diego ZambranoОценок пока нет
- Makalah DASAR-DASAR Mesin: Untuk Memenuhi Salah Satu Tugas Mata Pelajaran Teknik Dasar OtomotifДокумент14 страницMakalah DASAR-DASAR Mesin: Untuk Memenuhi Salah Satu Tugas Mata Pelajaran Teknik Dasar OtomotifAevunx CthmОценок пока нет
- 250cc (RMX250S SJ13A 1989-1996)Документ86 страниц250cc (RMX250S SJ13A 1989-1996)CarolinaMuñozAvalos100% (1)
- (Customer) - Generator Gas Engine Start Up ProcedureДокумент13 страниц(Customer) - Generator Gas Engine Start Up ProcedureBontor TuaОценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Hydrogen EngineДокумент6 страницHydrogen Engine16 Malola KrishnanОценок пока нет
- Kit Presse VF enДокумент20 страницKit Presse VF enAdam RobertОценок пока нет
- Continental Parts CatalogueДокумент29 страницContinental Parts Cataloguedomdum372Оценок пока нет
- Electronic Circuit For A Delphi Direct Fuel Injection System - Initial Approach - Malc's Blog PDFДокумент9 страницElectronic Circuit For A Delphi Direct Fuel Injection System - Initial Approach - Malc's Blog PDFMichael DavenportОценок пока нет
- Perkins T6.354 WorkshopДокумент130 страницPerkins T6.354 WorkshopAlexis Socarrós100% (1)
- Boost Check Via MFA - Volkswagen Corrado G60Документ4 страницыBoost Check Via MFA - Volkswagen Corrado G60Joseph ScaramuzzoОценок пока нет