Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Light Emitting Diodes EnciclopediaДокумент14 страницLight Emitting Diodes EnciclopediaDieguitoOmarMoralesОценок пока нет
- Critical Phase Polymerizations EnciclopediaДокумент16 страницCritical Phase Polymerizations EnciclopediaDieguitoOmarMoralesОценок пока нет
- Fluorocarbon Elastomers EnciclopediaДокумент14 страницFluorocarbon Elastomers EnciclopediaDieguitoOmarMoralesОценок пока нет
- Enzymatic Polymerization EnciclopediaДокумент37 страницEnzymatic Polymerization EnciclopediaDieguitoOmarMoralesОценок пока нет
- Cyclohexanedimethanol Polyesters EnciclopediaДокумент8 страницCyclohexanedimethanol Polyesters EnciclopediaDieguitoOmarMoralesОценок пока нет
- Hyperbranched Polymers EnciclopediaДокумент22 страницыHyperbranched Polymers EnciclopediaDieguitoOmarMoralesОценок пока нет
- Dental ApplicationsДокумент33 страницыDental ApplicationsgumymotyОценок пока нет
- Color Ants EnciclopediaДокумент23 страницыColor Ants EnciclopediaDieguitoOmarMoralesОценок пока нет
- Ionic Liquids Polymerizationin PDFДокумент15 страницIonic Liquids Polymerizationin PDFAndres FacuОценок пока нет
- Thermal Analysis of PolymersДокумент86 страницThermal Analysis of PolymersMarister OliveiraОценок пока нет
- Acetylenic Polymers, SubstitutedДокумент41 страницаAcetylenic Polymers, SubstitutedhanicОценок пока нет
- Chromatography, Affinity PDFДокумент19 страницChromatography, Affinity PDFDieguitoOmarMoralesОценок пока нет
- Asme Sec Viii d2 Art R-5Документ5 страницAsme Sec Viii d2 Art R-5DieguitoOmarMoralesОценок пока нет
- Six Introduction A03Документ26 страницSix Introduction A03DieguitoOmarMorales0% (1)
- Asme Sec Viii d2 Art R-1Документ8 страницAsme Sec Viii d2 Art R-1DieguitoOmarMoralesОценок пока нет
- Asme Sec Viii d2 Ma App 10Документ4 страницыAsme Sec Viii d2 Ma App 10DieguitoOmarMoralesОценок пока нет
- Asme Sec Viii d2 Art D-6Документ8 страницAsme Sec Viii d2 Art D-6DieguitoOmarMoralesОценок пока нет
- Asme Sec Viii D2 Art D-3 PDFДокумент12 страницAsme Sec Viii D2 Art D-3 PDFDieguitoOmarMoralesОценок пока нет
- Asme Sec Viii d2 Art R-4Документ2 страницыAsme Sec Viii d2 Art R-4DieguitoOmarMoralesОценок пока нет
- Asme Sec Viii d2 Art R-5Документ5 страницAsme Sec Viii d2 Art R-5DieguitoOmarMoralesОценок пока нет
- Double PDFДокумент1 страницаDouble PDFDieguitoOmarMoralesОценок пока нет
- Asme Sec Viii D2 Art D-2 PDFДокумент10 страницAsme Sec Viii D2 Art D-2 PDFDieguitoOmarMoralesОценок пока нет
- Asme Sec Viii d2 Art D-1Документ17 страницAsme Sec Viii d2 Art D-1DieguitoOmarMoralesОценок пока нет
- Cement PDFДокумент26 страницCement PDFDieguitoOmarMoralesОценок пока нет
- Flang CemДокумент3 страницыFlang CemDieguitoOmarMoralesОценок пока нет
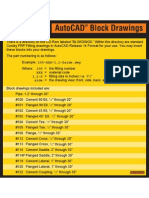
- 100-XXX-1 - 1-2side - DWG 100 XXX 1 - 1-2 SideДокумент1 страница100-XXX-1 - 1-2side - DWG 100 XXX 1 - 1-2 SideMohamedОценок пока нет
- DoubleДокумент14 страницDoubleDieguitoOmarMoralesОценок пока нет
- Flange DДокумент16 страницFlange DDieguitoOmarMoralesОценок пока нет
- ThreadedДокумент7 страницThreadedDieguitoOmarMoralesОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
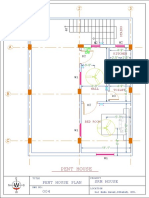
- House Plan - PENTHOUSEДокумент1 страницаHouse Plan - PENTHOUSEmuqtar4uОценок пока нет
- Hot Tap/Stopple & Reinforcement Calculation Request: SECTION 1 (To Be Completed by The Initiating Engineer)Документ2 страницыHot Tap/Stopple & Reinforcement Calculation Request: SECTION 1 (To Be Completed by The Initiating Engineer)aqisОценок пока нет
- Polypropylene: Sub-Group Description ApplicationsДокумент1 страницаPolypropylene: Sub-Group Description ApplicationsJulio GarcíaОценок пока нет
- Design Construction and Performance Evaluation of Low Cost Basin Type Solar StillДокумент14 страницDesign Construction and Performance Evaluation of Low Cost Basin Type Solar StillSindhuvkreddyОценок пока нет
- CET 513 Lecturer NoteДокумент13 страницCET 513 Lecturer NoteAminu AbdullahiОценок пока нет
- Bridge Superstructure DesignДокумент278 страницBridge Superstructure Designmikefara100% (3)
- Full Overlay European Concealed Hinges Model Description Opening HДокумент2 страницыFull Overlay European Concealed Hinges Model Description Opening HMel TorresОценок пока нет
- Maximum Home Value AuditДокумент9 страницMaximum Home Value AuditMarty GumОценок пока нет
- Bronzeystrainer - Kvs 200 TДокумент1 страницаBronzeystrainer - Kvs 200 TTiến Lý NhậtОценок пока нет
- Cere 131.2 EditedДокумент3 страницыCere 131.2 EditedMary Elizabeth SolasОценок пока нет
- Griffin Unified Development Code DraftДокумент376 страницGriffin Unified Development Code DraftCity of GriffinОценок пока нет
- Comp - Statement of Lab EquipmentsДокумент8 страницComp - Statement of Lab EquipmentsKumar gsОценок пока нет
- Viking VGIC365Документ53 страницыViking VGIC365薛泽绵Оценок пока нет
- LCT Shielded Primary UD Cable Jacketed: ApplicationsДокумент5 страницLCT Shielded Primary UD Cable Jacketed: ApplicationsLuis MartinezОценок пока нет
- Contract TerminologyДокумент20 страницContract TerminologyMital DamaniОценок пока нет
- A436-2020 Standard Specification For Austenitic Gray Iron CastingsДокумент5 страницA436-2020 Standard Specification For Austenitic Gray Iron CastingsPablo C. T.Оценок пока нет
- 5 (1) .Recent IRC Codes On Waste Plastic, Warm - SK NirmalДокумент33 страницы5 (1) .Recent IRC Codes On Waste Plastic, Warm - SK NirmalSoni JitubhaiОценок пока нет
- Measurement of in Situ Shear Strength of Rock Mass: Rajbal SinghДокумент12 страницMeasurement of in Situ Shear Strength of Rock Mass: Rajbal SinghManish Kumar SinghОценок пока нет
- 30RB 21siДокумент76 страниц30RB 21sixavierxo50% (2)
- Proposed Wedding Hall and Garden DesignДокумент3 страницыProposed Wedding Hall and Garden DesignMendoza, Kyle S.Оценок пока нет
- Togoland Civil and StructДокумент89 страницTogoland Civil and Structidilamon2013Оценок пока нет
- Ce 401 Structural Design Lecture 1: Steel Connections-Bolted ConnectionsДокумент22 страницыCe 401 Structural Design Lecture 1: Steel Connections-Bolted ConnectionsIsrael PopeОценок пока нет
- 9999999999999999FAQs About Mechanical Splices - ETN-M-4-14 PDFДокумент8 страниц9999999999999999FAQs About Mechanical Splices - ETN-M-4-14 PDFSeahorseОценок пока нет
- Study of Cost Control Techniques Used in Construction Industry PDFДокумент7 страницStudy of Cost Control Techniques Used in Construction Industry PDFJavier Estocalenko PeñaОценок пока нет
- ASTM A351 (Stainless Steel Castings)Документ5 страницASTM A351 (Stainless Steel Castings)Fendi MirandaОценок пока нет
- Rove Hotel SWA Cable PullingДокумент15 страницRove Hotel SWA Cable PullingShakeel AhmadОценок пока нет
- Streama 2Документ3 страницыStreama 2JA MantalОценок пока нет
- Revit MEP 2013 EssentialsДокумент3 страницыRevit MEP 2013 EssentialsCADsoft ConsultingОценок пока нет
- USSOR 2010 Engineering DepartmentДокумент305 страницUSSOR 2010 Engineering DepartmentJyothi Jyotisha84% (50)
- Wip 17Документ18 страницWip 17Ankit BinjolaОценок пока нет