Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Durachrome Hard Chromium Plating: Surface Finishing TechnologyДокумент40 страницDurachrome Hard Chromium Plating: Surface Finishing Technologysharmakritya1895100% (4)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- "Greening" The Chrome Plating Industry: Matthew JohnsonДокумент32 страницы"Greening" The Chrome Plating Industry: Matthew Johnsonsanjay ukalkarОценок пока нет
- "Greening" The Chrome Plating Industry: Matthew JohnsonДокумент32 страницы"Greening" The Chrome Plating Industry: Matthew Johnsonsanjay ukalkarОценок пока нет
- Basic Heat Transfer Concepts for Polymer ProcessingДокумент26 страницBasic Heat Transfer Concepts for Polymer Processingpriyanka236Оценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- DescalingChemicals PDFДокумент2 страницыDescalingChemicals PDFsanjay ukalkarОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Equipment and Services For Oil and Gas Applications PDFДокумент60 страницEquipment and Services For Oil and Gas Applications PDFsanjay ukalkarОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Plastic Industry Brochure PDFДокумент4 страницыPlastic Industry Brochure PDFsanjay ukalkarОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- ElectroplatingДокумент8 страницElectroplatingjawsm100% (1)
- RX-SOL Products Catalog PDFДокумент117 страницRX-SOL Products Catalog PDFsanjay ukalkarОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Heat Exchanger Descaling Chemical Condenser Descalant PDFДокумент2 страницыHeat Exchanger Descaling Chemical Condenser Descalant PDFsanjay ukalkarОценок пока нет
- Equipment and Services For Oil and Gas Applications PDFДокумент60 страницEquipment and Services For Oil and Gas Applications PDFsanjay ukalkarОценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Coco Diethanolamide - English PDFДокумент1 страницаCoco Diethanolamide - English PDFsanjay ukalkarОценок пока нет
- AHRI Standard 551-591 (SI) - 2011 PDFДокумент69 страницAHRI Standard 551-591 (SI) - 2011 PDFsanjay ukalkarОценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Oil Cooler Selection for Hydraulic SystemsДокумент6 страницOil Cooler Selection for Hydraulic Systemssanjay ukalkarОценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Chill TrainДокумент8 страницChill TrainExxuОценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Max 5.2 Surfactant Brochure PDFДокумент16 страницMax 5.2 Surfactant Brochure PDFsanjay ukalkar100% (1)
- EA04 UNIservice Global LUBE OIL SEPARATOR CLEANER TechInfo-SDS PDFДокумент16 страницEA04 UNIservice Global LUBE OIL SEPARATOR CLEANER TechInfo-SDS PDFsanjay ukalkarОценок пока нет
- Naphtha, VM&P MSDS: Section 1: Chemical Product and Company IdentificationДокумент6 страницNaphtha, VM&P MSDS: Section 1: Chemical Product and Company Identificationsanjay ukalkarОценок пока нет
- MSDS For CDEA PDFДокумент5 страницMSDS For CDEA PDFsanjay ukalkar100% (1)
- Naphtha, VM&P MSDS: Section 1: Chemical Product and Company IdentificationДокумент6 страницNaphtha, VM&P MSDS: Section 1: Chemical Product and Company Identificationsanjay ukalkarОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Anodizing PDFДокумент12 страницAnodizing PDFsanjay ukalkarОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- Ginol 12 98pc PDFДокумент2 страницыGinol 12 98pc PDFsanjay ukalkarОценок пока нет
- Mti 36 PDFДокумент2 страницыMti 36 PDFsanjay ukalkarОценок пока нет
- A2452017104815252 PDFДокумент16 страницA2452017104815252 PDFsanjay ukalkarОценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Classic Surfactant Brochure PDFДокумент38 страницClassic Surfactant Brochure PDFsanjay ukalkarОценок пока нет
- Understanding and Specifying AnodizingДокумент13 страницUnderstanding and Specifying Anodizingtejassidhpura100% (1)
- Anodizing PDFДокумент12 страницAnodizing PDFsanjay ukalkarОценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (120)
- Brochure2 PDFДокумент6 страницBrochure2 PDFsanjay ukalkarОценок пока нет
- Applications Fatty Alcohols PDFДокумент3 страницыApplications Fatty Alcohols PDFsanjay ukalkarОценок пока нет
- How To Anodizing AluminumДокумент22 страницыHow To Anodizing AluminumSandraОценок пока нет
- Structural Analysis of Mn(phen)3(CF3SO3)2 ComplexДокумент7 страницStructural Analysis of Mn(phen)3(CF3SO3)2 ComplexAnonymous 8pSaum8qОценок пока нет
- The Open Banking StandardДокумент148 страницThe Open Banking StandardOpen Data Institute95% (21)
- Abdominal Exam Guide: Palpation, Inspection & Surface MarkingsДокумент4 страницыAbdominal Exam Guide: Palpation, Inspection & Surface MarkingsPhysician AssociateОценок пока нет
- Ms - 1294 - Part3 - 1993 - WALL AND FLOOR TILING PART 3 - CODE OF PRACTICE FOR THE DESIGN AND INSTALLATION OF CERAMIC FLOOR AND MOSAICSДокумент7 страницMs - 1294 - Part3 - 1993 - WALL AND FLOOR TILING PART 3 - CODE OF PRACTICE FOR THE DESIGN AND INSTALLATION OF CERAMIC FLOOR AND MOSAICSeirenatanОценок пока нет
- Its Raining Idioms A Figurative Language ActivityДокумент11 страницIts Raining Idioms A Figurative Language ActivityTyrone MoogОценок пока нет
- Xray Order FormДокумент1 страницаXray Order FormSN Malenadu CreationОценок пока нет
- Unit 1 Lesson 2 PDFДокумент20 страницUnit 1 Lesson 2 PDFKristyll ArguellesОценок пока нет
- Pilani MTech SS PDFДокумент12 страницPilani MTech SS PDFonline accountОценок пока нет
- RPT Mathematics Year 5Документ24 страницыRPT Mathematics Year 5Anonymous wirViz1tyoОценок пока нет
- Creutzfeldt JakobДокумент6 страницCreutzfeldt JakobErnesto Ochoa MonroyОценок пока нет
- WRITTEN ASSIGNMENT Unit 2 - The Peer Assessment Strategy - 1Документ2 страницыWRITTEN ASSIGNMENT Unit 2 - The Peer Assessment Strategy - 1asdsafsvvsgОценок пока нет
- FNCP Family Nursing Care Plan 1 Poor Environmental Sanitation Health ThreatДокумент2 страницыFNCP Family Nursing Care Plan 1 Poor Environmental Sanitation Health Threatbraceceeem03Оценок пока нет
- Cook's Illustrated 090Документ36 страницCook's Illustrated 090vicky610100% (3)
- Arlington Value's 2013 LetterДокумент7 страницArlington Value's 2013 LetterValueWalk100% (7)
- HR Interview QuestionsДокумент6 страницHR Interview QuestionsnavneetjadonОценок пока нет
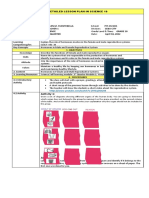
- Cot 1 Detailed Lesson Plan in Science 10Документ3 страницыCot 1 Detailed Lesson Plan in Science 10Arlen FuentebellaОценок пока нет
- DS - 20190709 - E2 - E2 198S-264S Datasheet - V10 - ENДокумент13 страницDS - 20190709 - E2 - E2 198S-264S Datasheet - V10 - ENCristina CorfaОценок пока нет
- Tpe Reflection AssignmentДокумент5 страницTpe Reflection Assignmentapi-351869082Оценок пока нет
- CPG Prevention, Diagnosis & Management of IE PDFДокумент182 страницыCPG Prevention, Diagnosis & Management of IE PDFsigitОценок пока нет
- Module 26Документ27 страницModule 26Ven Zyndryx De JoyaОценок пока нет
- Madhwacharya ' S Lineage - "GURU CHARITE"Документ136 страницMadhwacharya ' S Lineage - "GURU CHARITE"Srivatsa100% (4)
- 1.0sg Equations and Inequalities - Study GuideДокумент1 страница1.0sg Equations and Inequalities - Study Guiderad58Оценок пока нет
- Chapter-12 Direct and Inverse ProportionsДокумент22 страницыChapter-12 Direct and Inverse ProportionsscihimaОценок пока нет
- February 2023Документ2 страницыFebruary 2023rohitchanakya76Оценок пока нет
- CH - 3 Class XII Physics (E-Notes)Документ9 страницCH - 3 Class XII Physics (E-Notes)tejasОценок пока нет
- Internal Control QuestionnaireДокумент19 страницInternal Control QuestionnaireIchsanОценок пока нет
- Buwis ButilДокумент2 страницыBuwis ButilHelbert Agluba PaatОценок пока нет
- Sri Bhavishya Educational AcademyДокумент4 страницыSri Bhavishya Educational AcademyAnonymous A6Jnef04Оценок пока нет
- Philo Q1module 4Документ18 страницPhilo Q1module 4Abygiel Salas100% (1)
- You Said It's Called Supreme Mathematics RightДокумент2 страницыYou Said It's Called Supreme Mathematics RightAuMatu89% (9)
- Nuclear Energy in the 21st Century: World Nuclear University PressОт EverandNuclear Energy in the 21st Century: World Nuclear University PressРейтинг: 4.5 из 5 звезд4.5/5 (3)
- Process Plant Equipment: Operation, Control, and ReliabilityОт EverandProcess Plant Equipment: Operation, Control, and ReliabilityРейтинг: 5 из 5 звезд5/5 (1)
- Nutritional and Therapeutic Interventions for Diabetes and Metabolic SyndromeОт EverandNutritional and Therapeutic Interventions for Diabetes and Metabolic SyndromeОценок пока нет
- Workbook to Accompany Maintenance & Reliability Best PracticesОт EverandWorkbook to Accompany Maintenance & Reliability Best PracticesРейтинг: 3.5 из 5 звезд3.5/5 (3)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsОт EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsОценок пока нет
- The ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemОт EverandThe ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemОценок пока нет
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersОт EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersОценок пока нет
- The HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesОт EverandThe HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesОценок пока нет