Вам также может понравиться
- Preparation of Off-Site Emergency Preparedness Plans For Nuclear InstallationsДокумент39 страницPreparation of Off-Site Emergency Preparedness Plans For Nuclear InstallationsAnuj DeoОценок пока нет
- Radioactive PatientsДокумент11 страницRadioactive PatientsmorristhecatОценок пока нет
- Management of Depleted Uranium Used as Shielding in Disused Radiation DevicesОт EverandManagement of Depleted Uranium Used as Shielding in Disused Radiation DevicesОценок пока нет
- Occupational Radiation Protection in the Uranium Mining and Processing IndustryОт EverandOccupational Radiation Protection in the Uranium Mining and Processing IndustryОценок пока нет
- Material Safety Datasheet - Cs-137 Eckert ZieglerДокумент4 страницыMaterial Safety Datasheet - Cs-137 Eckert ZieglerArif100% (1)
- SAEP 137uuДокумент19 страницSAEP 137uuAnonymous 4IpmN7OnОценок пока нет
- Iaea Tecdoc 1472 PDFДокумент584 страницыIaea Tecdoc 1472 PDFRussell ClarkОценок пока нет
- Radiation Safety ProcedureДокумент14 страницRadiation Safety Proceduremdd omanОценок пока нет
- Radiation Protection ProcedureДокумент44 страницыRadiation Protection ProcedureDongjie SongОценок пока нет
- MuneebaДокумент12 страницMuneebaNasir BilalОценок пока нет
- Radioactive Lab VentilationДокумент61 страницаRadioactive Lab VentilationmohanОценок пока нет
- DGS COP StorageSolidAmmoniumNitrateДокумент36 страницDGS COP StorageSolidAmmoniumNitratePuntanata SiagianОценок пока нет
- HSE Area Classification For Secondary ReleaseДокумент192 страницыHSE Area Classification For Secondary ReleaseNivindasОценок пока нет
- Chemical Spill Management GuidelinesДокумент7 страницChemical Spill Management GuidelinesAvyan KelanОценок пока нет
- PRO377 Hazardous ChemicalsДокумент35 страницPRO377 Hazardous ChemicalstrevorОценок пока нет
- D 12 PDFДокумент85 страницD 12 PDFMoon180Оценок пока нет
- (BOOK NO. 27) - (20) - sg-D-21 - Containment System Design - (OTHER)Документ70 страниц(BOOK NO. 27) - (20) - sg-D-21 - Containment System Design - (OTHER)pratip_bОценок пока нет
- Emergency and Disaster Response To Chemical Releases: Technician Level TrainingДокумент29 страницEmergency and Disaster Response To Chemical Releases: Technician Level Trainingeduardo burgosОценок пока нет
- AEISG Code of Practice - For Blast Generated NOx - Edition 1 June 2011Документ36 страницAEISG Code of Practice - For Blast Generated NOx - Edition 1 June 2011Ashis DashОценок пока нет
- Safety Guidelines For The Entertainment IndustryДокумент31 страницаSafety Guidelines For The Entertainment Industryhans777hansОценок пока нет
- Applicability of IAEA Safety Standards to Non-Water Cooled Reactors and Small Modular ReactorsОт EverandApplicability of IAEA Safety Standards to Non-Water Cooled Reactors and Small Modular ReactorsОценок пока нет
- Issue 3.6 MODU HSE Case Guidelines AppendicesДокумент225 страницIssue 3.6 MODU HSE Case Guidelines AppendicesVipin SomasekharanОценок пока нет
- Predisposal Management of Low AND Intermediate Level Radioactive WasteДокумент53 страницыPredisposal Management of Low AND Intermediate Level Radioactive WasteAnuj DeoОценок пока нет
- Shielding GuidelineДокумент40 страницShielding Guidelinemax_schofieldОценок пока нет
- RT Molten Material StandardДокумент5 страницRT Molten Material StandardJohn KalvinОценок пока нет
- Pub1146 SCRДокумент75 страницPub1146 SCRPritam GandhiОценок пока нет
- KK6 - Safety - Plant LayoutДокумент65 страницKK6 - Safety - Plant LayoutNatasha Mgt JoharОценок пока нет
- 11 IndspilldocДокумент20 страниц11 IndspilldocAlejandro VescovoОценок пока нет
- Criticality Detection at UK Nuclear Licenced SitesДокумент23 страницыCriticality Detection at UK Nuclear Licenced SitesEm GerОценок пока нет
- Hse Q&aДокумент35 страницHse Q&anadeemОценок пока нет
- Waste Management AerbДокумент54 страницыWaste Management AerbSandesh AvadhaniОценок пока нет
- Explosionprotection enДокумент52 страницыExplosionprotection enfuvl01Оценок пока нет
- Experience in the Management of Radioactive Waste After Nuclear Accidents: A Basis for PreplanningОт EverandExperience in the Management of Radioactive Waste After Nuclear Accidents: A Basis for PreplanningОценок пока нет
- Radiation Safety Policy AND ProceduresДокумент55 страницRadiation Safety Policy AND ProceduresFiza Nnazlan100% (1)
- HSE PRO13 Radioactive AwarenessДокумент5 страницHSE PRO13 Radioactive AwarenessHous BoukadoОценок пока нет
- Teb - 2015 DecommissioningДокумент51 страницаTeb - 2015 DecommissioningGeslin BrunnoОценок пока нет
- Rep 810 INTERVENTION IN THE SITUATION OF CHRONIC AND EMERGENCY EXPOSURE - 063116Документ18 страницRep 810 INTERVENTION IN THE SITUATION OF CHRONIC AND EMERGENCY EXPOSURE - 063116ISHAQОценок пока нет
- AEP1141 Industrial Radiation SafetyДокумент28 страницAEP1141 Industrial Radiation SafetyJr Lim100% (1)
- Explosionprotection enДокумент52 страницыExplosionprotection eneigenkОценок пока нет
- Safety and Health StandardДокумент60 страницSafety and Health StandardMditsa1991Оценок пока нет
- Management of Residues Containing Naturally Occurring Radioactive Material from Uranium Production and Other Activities: Specific Safety GuideОт EverandManagement of Residues Containing Naturally Occurring Radioactive Material from Uranium Production and Other Activities: Specific Safety GuideОценок пока нет
- Gamma Radiation SafetyДокумент56 страницGamma Radiation SafetyMohan Arumugavallal100% (1)
- Preparedness and Response for a Nuclear or Radiological Emergency Involving the Transport of Radioactive MaterialОт EverandPreparedness and Response for a Nuclear or Radiological Emergency Involving the Transport of Radioactive MaterialОценок пока нет
- Security OF Radioactive Sources IN Radiation Facilities: Aerb Safety GuideДокумент74 страницыSecurity OF Radioactive Sources IN Radiation Facilities: Aerb Safety GuideSupriyo PОценок пока нет
- BU3-ENV-SOP-011 (01) Hazardous Materials ManagementДокумент18 страницBU3-ENV-SOP-011 (01) Hazardous Materials ManagementJoel Osteen RondonuwuОценок пока нет
- Nuclear Hazards Brochure...Документ56 страницNuclear Hazards Brochure...Mr CheetosОценок пока нет
- PROPOSAL EHS Compliance SANOFI R2 April2019 PDFДокумент18 страницPROPOSAL EHS Compliance SANOFI R2 April2019 PDFlaelilaeliОценок пока нет
- Advisory Material for the IAEA Regulations for the Safe Transport of Radioactive MaterialОт EverandAdvisory Material for the IAEA Regulations for the Safe Transport of Radioactive MaterialОценок пока нет
- Safety Practices in Chemical and Nuclear IndustriesДокумент91 страницаSafety Practices in Chemical and Nuclear IndustriesJohn Harvey Siriban LozanoОценок пока нет
- Schedules of Provisions of the IAEA Regulations for the Safe Transport of Radioactive MaterialОт EverandSchedules of Provisions of the IAEA Regulations for the Safe Transport of Radioactive MaterialОценок пока нет
- Iaea Ur Mill TailingsДокумент309 страницIaea Ur Mill TailingsAlejandro Sierra GarcíaОценок пока нет
- Mod9 - PROCESS HAZARDS AND SAFETY MEASURES IN EQUIPMENT DESIGN PDFДокумент13 страницMod9 - PROCESS HAZARDS AND SAFETY MEASURES IN EQUIPMENT DESIGN PDFDhanny MiharjaОценок пока нет
- Safety Assessment for Research Reactors and Preparation of the Safety Analysis ReportОт EverandSafety Assessment for Research Reactors and Preparation of the Safety Analysis ReportОценок пока нет
- Construction and Alteration Fire Safety Procedure HSE-FLP-P005Документ12 страницConstruction and Alteration Fire Safety Procedure HSE-FLP-P005Em NiaxОценок пока нет
- Format and Content of the Package Design Safety Report for the Transport of Radioactive MaterialОт EverandFormat and Content of the Package Design Safety Report for the Transport of Radioactive MaterialОценок пока нет
- Decommissioning of Nuclear Fuel Cycle Facilities Other Than Nuclear ReactorsДокумент57 страницDecommissioning of Nuclear Fuel Cycle Facilities Other Than Nuclear ReactorsAnuj DeoОценок пока нет
- OGP Strucutal 434-15Документ26 страницOGP Strucutal 434-15Lesley Michael LiuОценок пока нет
- SGA Reduce Active Chlorine ConsumptionДокумент8 страницSGA Reduce Active Chlorine ConsumptionSabariyantoОценок пока нет
- Silabus Training SGA WaterДокумент3 страницыSilabus Training SGA WaterSabariyantoОценок пока нет
- Flow Sheet Post MC O2 Wash Press 1552018Документ1 страницаFlow Sheet Post MC O2 Wash Press 1552018SabariyantoОценок пока нет
- PRW Pulp Mill: Rusty IdentificationДокумент12 страницPRW Pulp Mill: Rusty IdentificationSabariyantoОценок пока нет
- PRW Mill: Batch Cooking Fiberline 1Документ9 страницPRW Mill: Batch Cooking Fiberline 1SabariyantoОценок пока нет
- YfyufДокумент2 страницыYfyufSabariyantoОценок пока нет
- B SafeunitДокумент4 страницыB SafeunitSabariyantoОценок пока нет
- Ashleach: Increased Recovery Boiler AvailabilityДокумент4 страницыAshleach: Increased Recovery Boiler AvailabilitySabariyantoОценок пока нет
- Meeting All Your Tubing Needs: Boiler TubesДокумент2 страницыMeeting All Your Tubing Needs: Boiler TubesSabariyantoОценок пока нет
- Mill Wide OptimizationДокумент14 страницMill Wide OptimizationSabariyantoОценок пока нет
- PROPOSAL 20180 IrirДокумент70 страницPROPOSAL 20180 IrirSabariyantoОценок пока нет
- Bypass BS Filtrat 1 To Buffer Tank-Spill TankДокумент2 страницыBypass BS Filtrat 1 To Buffer Tank-Spill TankSabariyantoОценок пока нет
- Painting Designation Standard: 1. GeneralДокумент6 страницPainting Designation Standard: 1. GeneralSabariyantoОценок пока нет
- P/M1 - D2 Tower Brick Lining Repair Schedule (Prepare On Line Jobs)Документ2 страницыP/M1 - D2 Tower Brick Lining Repair Schedule (Prepare On Line Jobs)SabariyantoОценок пока нет
- Inlet Pipe HurДокумент4 страницыInlet Pipe HurSabariyantoОценок пока нет
- Standard Shaft: NOMINAL TOLERANCE UNIT Um (1 Um 0,001 MM)Документ2 страницыStandard Shaft: NOMINAL TOLERANCE UNIT Um (1 Um 0,001 MM)SabariyantoОценок пока нет
- PM2 CD Fiber Filter in FieldДокумент4 страницыPM2 CD Fiber Filter in FieldSabariyantoОценок пока нет
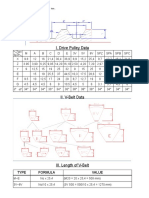
- Standart Pulley Key-WayДокумент2 страницыStandart Pulley Key-WaySabariyantoОценок пока нет
- Using Nelprof Rev 1a PDFДокумент68 страницUsing Nelprof Rev 1a PDFSabariyantoОценок пока нет
- The Most Secret List of Soe Agents: SДокумент144 страницыThe Most Secret List of Soe Agents: SeliahmeyerОценок пока нет
- WELLBERG JHA FOR FIRST AND SECONDLINE WELLHEAD MAINTENANCE SERVICES - UnlockedДокумент8 страницWELLBERG JHA FOR FIRST AND SECONDLINE WELLHEAD MAINTENANCE SERVICES - UnlockedAnthony H TL75% (4)
- Manual BlasterДокумент76 страницManual Blastermartellis100% (1)
- SOP - SecurityДокумент16 страницSOP - SecuritycaptianОценок пока нет
- Job Hazard Analysis: Task or Step Hazards Controls Personal Protective Equipment (PPE)Документ2 страницыJob Hazard Analysis: Task or Step Hazards Controls Personal Protective Equipment (PPE)Billy TalaugonОценок пока нет
- Manual Sensor Temperatura SITRANS TS SiemensДокумент62 страницыManual Sensor Temperatura SITRANS TS SiemenskikiuОценок пока нет
- Ergonomics & Safety CoursДокумент2 страницыErgonomics & Safety CoursEstifanos FitsumОценок пока нет
- SMS Standard - Final Issue A - 20180917 1Документ94 страницыSMS Standard - Final Issue A - 20180917 1almolanoОценок пока нет
- Fire SafetyДокумент11 страницFire SafetyJOICY A 20ITОценок пока нет
- New Peugeot 2008 Euro NCAP Crash TestДокумент15 страницNew Peugeot 2008 Euro NCAP Crash TestcarbasemyОценок пока нет
- Betriebsanleitung Operating Instructions: Busmodul Profibus-Dp V1Документ20 страницBetriebsanleitung Operating Instructions: Busmodul Profibus-Dp V1OSAMAОценок пока нет
- Magnesium Chloride Hexahydrate PDFДокумент3 страницыMagnesium Chloride Hexahydrate PDFmeОценок пока нет
- Use of Ride On Auto ScrubberДокумент16 страницUse of Ride On Auto ScrubberJay JocoОценок пока нет
- Installation & Testing of Underground Drainage PipingДокумент7 страницInstallation & Testing of Underground Drainage PipingamalОценок пока нет
- LaborДокумент8 страницLaborPrince Calimbo VillaОценок пока нет
- Bas Sop S 026 Safety TagsДокумент3 страницыBas Sop S 026 Safety Tagsjohnson OlubiОценок пока нет
- Altrofix-30 A MSDSДокумент6 страницAltrofix-30 A MSDSWorkmanCoОценок пока нет
- 11 - Safety Msds EnglishДокумент9 страниц11 - Safety Msds EnglishzainahmedscribdОценок пока нет
- Appointment Letter (Unused)Документ4 страницыAppointment Letter (Unused)Izzul Asyraf ZulkifliОценок пока нет
- Environmental, Social & Occupational Health & Safety (ESOHS) Risk and Impact Assessment of 2x660 MW Supercritical Coal Fired Power Plant JamshoroДокумент21 страницаEnvironmental, Social & Occupational Health & Safety (ESOHS) Risk and Impact Assessment of 2x660 MW Supercritical Coal Fired Power Plant JamshoroInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- Supplier Code of Conduct-EXPO 2020Документ9 страницSupplier Code of Conduct-EXPO 2020AbdulSalamKattikaraОценок пока нет
- Durr VS-Series Dental Suction Unit - Installation and User ManualДокумент22 страницыDurr VS-Series Dental Suction Unit - Installation and User ManualaseelОценок пока нет
- Installation, Operating and Maintenance Manual: Resilient Seated Gate ValvesДокумент8 страницInstallation, Operating and Maintenance Manual: Resilient Seated Gate ValveszaidОценок пока нет
- UploadДокумент7 страницUploadAlif algifariОценок пока нет
- Draft T& T LOLER RegulationsДокумент68 страницDraft T& T LOLER RegulationsDerron SoogrimОценок пока нет
- OSHA3871Документ3 страницыOSHA3871SHANE ANGEL BORBEОценок пока нет
- Petzl Sport Catalog 2010 GBДокумент81 страницаPetzl Sport Catalog 2010 GBPatrascu Lucian0% (1)
- Smesb BQ - Canopy (18082021) - 210819 - 151139Документ6 страницSmesb BQ - Canopy (18082021) - 210819 - 151139Farahhanna NajihahОценок пока нет
- A Road Safety Good Practice Complete - Guidance - ENДокумент262 страницыA Road Safety Good Practice Complete - Guidance - ENMichael Migwi NgigiОценок пока нет
- Digitax ST User Guide Iss1 PDFДокумент150 страницDigitax ST User Guide Iss1 PDFleandroОценок пока нет