Академический Документы
Профессиональный Документы
Культура Документы
B 17
Загружено:
nadeemkarimiОригинальное название
Авторское право
Доступные форматы
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документАвторское право:
Доступные форматы
B 17
Загружено:
nadeemkarimiАвторское право:
Доступные форматы
B-17
2D Direct Parts Marking Guideline
2D Direct Parts Marking Guideline
AIAG PUBLICATIONS
An AIAG publication reflects a consensus of those substantially concerned with its scope and provisions.
An AIAG publication is intended as a guide to aid the manufacturer, the consumer and the general public.
The existence of an AIAG publication does not in any respect preclude anyone from manufacturing,
marketing, purchasing, or using products, processes, or procedures not conforming to the publication.
CAUTIONARY NOTICE
AIAG publications are subject to periodic review and users are cautioned to obtain the latest editions.
MAINTENANCE PROCEDURE
Recognizing that this AIAG publication may not cover all circumstances, AIAG has established a
maintenance procedure. Please refer to the Maintenance Request Form at the back of this document to
submit a request.
APPROVAL STATUS
The AIAG Board of Directors approved this document for publication on February 25, 2003.
Published by:
Automotive Industry Action Group
26200 Lahser Road, Suite 200
Southfield, Michigan 48034
Phone: (248) 358-3570 Fax: (248) 358-3253
AIAG Copyright and Trademark Notice:
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. Copyright is not
claimed as to any part of an original work prepared by a U.S. or state government officer or employee as part of the persons official duties. All
rights are preserved by AIAG, and content may not be altered or disseminated, published, or transferred in part of such content. The information
is not to be sold in part or whole to anyone within your organization or to another company. Copyright infringement is a violation of federal law
subject to criminal and civil penalties. AIAG and the Automotive Industry Action Group are registered service marks of the Automotive Industry
Action Group.
2003 Automotive Industry Action Group
B-17 1 Issue: 01 Dated: 2/03
Replaces: N/A Dated: N/A
2D Direct Parts Marking Guideline
FOREWORD
This guideline was prepared by the 2D Direct Parts Marking (DPM) Work Group of the Automatic
Identification Data Collection Work Group. AIAG believes that the use of this guideline will help
maximize the benefits of auto ID as an industry-wide productivity tool. Without guidelines, industry use
of auto ID technology would be encumbered by many different protocols and methodologies.
The mission of the 2D DPM Work Group is to provide information on direct parts marking of Data
Matrix and/or QR Codes using laser, dot-peen, and inkjet marking technologies.
This guideline was developed to help educate end users on the most common marking methods used
throughout the automotive supply chain. The team obtained input from automotive industry standards and
companies, non-automotive industry standards and companies, parts-marking technology providers, code-
reading technology providers, label companies, and various industry experts. In developing this guideline,
the project team considered current 2D symbology parts identification methods, the common needs of
manufacturing and assembly locations, and the performance capabilities of various marking and scanning
technologies. After much research and many deliberations, a consensus was developed.
B-17 2 Issue: 01 Dated: 2/03
Replaces: N/A Dated: N/A
2D Direct Parts Marking Guideline
ACKNOWLEDGEMENTS
The following individuals and companies were instrumental in the development of this guideline:
Fred Ayar Lowry Computer Products
John Balint Visteon Chassis Systems
Dennis Barlow Ford Motor Company
Garry Boyd** Ford Motor Company
Steve Brian Rofin-Baasel, Inc.
Ed De Costa Cognex Corporation
John Druskinis Avery Dennison Corporation
Valjean Eckert Advanced Identification Management, Inc.
Luis Figarella RVSI
Larry Graham General Motors Corporation
Marsha Harmon QED Systems
Orlan Hayes Telesis Technologies, Inc.
Doug Horst EDS Corporation
Bill Hoffman Intermec
Bob Jansen**** VIA Information Tools, Inc.
Bill Leedy Dana Corporation
Forrest Morgeson*** Telesis Technologies, Inc.
Gary Niemenski Rofin-Baasel, Inc.
Rick Scorey Freedom Technologies Corporation
Michael Stover* Advanced Identification Management, Inc.
Richard Tervo Daimler Chrysler Corporation
Yuji Tsujimoto Denso International America, Inc.
*Chair
** Co-Chair
*** Secretary
**** Document Coordinator
B-17 3 Issue: 01 Dated: 2/03
Replaces: N/A Dated: N/A
2D Direct Parts Marking Guideline
TABLE OF CONTENTS
AIAG PUBLICATIONS........................................................................................................................... 1
FOREWORD............................................................................................................................................. 2
ACKNOWLEDGEMENTS...................................................................................................................... 3
TABLE OF CONTENTS.......................................................................................................................... 4
1.0 INTRODUCTION........................................................................................................................... 6
1.1 Scope6
2.0 DEFINITIONS ................................................................................................................................ 7
3.0 GENERAL: 2D DIRECT PARTS MARKING (DPM) ............................................................... 8
3.1 Project Considerations............................................................................................................. 9
3.2 Mark Durability..................................................................................................................... 10
3.3 Part Characteristics................................................................................................................ 11
4.0 INKJET MARKING..................................................................................................................... 14
4.1 Overview ............................................................................................................................... 14
4.2 Mark Geometry ..................................................................................................................... 16
4.3 Mark Quality ......................................................................................................................... 16
4.4 Reading Considerations......................................................................................................... 16
5.0 DOT-PEEN MARKING............................................................................................................... 19
5.1 Overview ............................................................................................................................... 19
5.2 Mark Geometry ..................................................................................................................... 19
5.3 Mark Quality ......................................................................................................................... 20
5.4 Reading Considerations......................................................................................................... 24
6.0 LASER MARKING ...................................................................................................................... 26
6.1 Overview ............................................................................................................................... 26
6.2 Mark Geometry ..................................................................................................................... 30
6.3 Mark Quality ......................................................................................................................... 32
6.4 Reading Considerations......................................................................................................... 34
7.0 READING AND VERIFICATION ............................................................................................. 35
7.1 Fundamentals of Reading ...................................................................................................... 35
7.2 Symbol Quality Grading ....................................................................................................... 36
7.3 Quality Parameters and Grading for 2D Symbols ................................................................. 38
7.4 Scan Grading ......................................................................................................................... 39
7.5 Physical Issues....................................................................................................................... 40
8.0 REFERENCES.............................................................................................................................. 43
ABOUT AIAG ......................................................................................................................................... 44
MAINTENANCE REQUEST ................................................................................................................ 45
B-17 4 Issue: 01 Dated: 2/03
Replaces: N/A Dated: N/A
2D Direct Parts Marking Guideline
FIGURES
Figure 1. Comparator Showing Cast Surface Roughness ......................................................................... 12
Figure 2. Texture to Improve Readability................................................................................................. 12
Figure 3. Marking Curved Surfaces.......................................................................................................... 13
Figure 4. Sample Inkjet Marks.................................................................................................................. 14
Figure 5. Continuous Inkjet System.......................................................................................................... 15
Figure 6. White Inkjet Ink on Green PCB When Imaged with Red Light................................................ 18
Figure 7. Ultraviolet Inkjet Mark.............................................................................................................. 18
Figure 8. Inkjet with White Background Added....................................................................................... 18
Figure 9. Single Dot Mark Geometry ....................................................................................................... 20
Figure 10. Multiple Dot Mark Geometry.................................................................................................. 20
Figure 11. Cross Sections of Material Marked with Various Stylus Cone Angles................................... 21
Figure 12. Preferred Stylus-to-Target Configuration................................................................................ 22
Figure 13. Mark Diameter Range Using 30 Stylus ................................................................................. 22
Figure 14. Data Matrix Dot-Peen Marking with and without Proper Illumination................................... 25
Figure 15. QR Code Dot-Peen Marking with and without Proper Illumination ....................................... 25
Figure 16. Photonic Spectrum and Laser Wavelengths ............................................................................ 27
Figure 17. Laser Etching/Engraving ......................................................................................................... 30
Figure 18. Laser Annealing....................................................................................................................... 30
Figure 19. Laser Discoloration ................................................................................................................. 31
Figure 20. Laser Marking Enhancers........................................................................................................ 31
Figure 21. Galvonometer Beam Steering.................................................................................................. 33
Figure 22. Flying Optic Beam Steering .................................................................................................... 33
Figure 23. Mapping of Alphabetic and Numeric Overall Symbol Grades................................................ 37
Figure 24. Results of Using Option A ...................................................................................................... 40
Figure 25. Results of Using Option B....................................................................................................... 41
Figure 26. Angle Distortion ...................................................................................................................... 42
Figure 27. Variation from Nominal Fill.................................................................................................... 42
TABLES
Table 1. Terms and Definitions................................................................................................................... 7
Table 2. Marking Method Selection ......................................................................................................... 10
Table 3. Marking Method Test Specifications.......................................................................................... 10
Table 4. Photonic Spectrum and Laser Wavelengths................................................................................ 27
Table 5. Equivalence of Numeric and Alphabetic Quality Grades ........................................................... 37
Table 6. Test Parameters and Values ........................................................................................................ 38
B-17 5 Issue: 01 Dated: 2/03
Replaces: N/A Dated: N/A
2D Direct Parts Marking Guideline
1.0 INTRODUCTION
This two-dimensional (2D) Direct Parts Marking (DPM) Guideline provides information for the marking
and reading of Data Matrix and/or QR Code symbols marked directly on parts using laser, dot-peen, and
inkjet technologies. The three technologies noted in this document are currently the most common
methods for marking variable data 2D codes directly on parts in the automotive industry. This 2D DPM
guideline is intended as a supplement to the AIAG B-4 Parts Identification and Tracking Application
Standard. As a guideline, this document is intended to provide general information in order to help users
of DPM technology.
This guideline was developed in part based on a review of many related standards, which are listed in
Section 8.0 References.
1.1 Scope
To make this guideline as comprehensive as possible, the document begins with the terms most
commonly used in the auto ID industry and continues through the specialized characteristics of each
technology.
Items to consider when evaluating marking projects
Features and benefits of laser, inkjet, and dot-peen
Qualities of each symbology
Decoding techniques
All exhibits are for illustrative purposes only and may not be to scale or code print quality guidelines.
B-17 6 Issue: 01 Dated: 2/03
Replaces: N/A Dated: N/A
2D Direct Parts Marking Guideline
2.0 DEFINITIONS
There are several terms and definitions associated with the subject of this guideline that have special
meaning to the automotive industry.
Table 1. Terms and Definitions
TERM DEFINITION
Direct Part Marking The use of technology such as laser, dot-peen, and inkjet to create an
image on an item.
Global Threshold The reflectance value (usually the average of the maximum and
minimum reflectance values in an image) that determines the
boundary level above which pixels are considered white and below
which they are considered black.
Life of a Part Anticipated life cycle, as defined by the manufacturer.
Mark The result of lasering, dot-peening, or inkjetting.
Permanent Mark A mark on an item that can survive its intended environment and
remain readable for the anticipated life cycle of the item.
Code Verification Confirmation that a symbol is printed correctly and conforms to a
specific standard.
Code Validation Confirmation that data in a symbol is encoded using the correct
semantics and syntax and the data is appropriate for the intended
application.
Intrusive Marking Markings that alter the part surface and are considered controlled
defects.
Module A single cell in a matrix symbology used to encode one bit of data.
Non-intrusive Marking Markings that are produced without damaging the part.
Unused Error Correction The amount of remaining error-correction available in a symbol after
existing damage/errors have been compensated for in the default
decode algorithm.
Symbol A Data Matrix or QR Code.
Substrate Material upon which a mark is placed.
Collimated Light Columns of illumination in parallel.
B-17 7 Issue: 01 Dated: 2/03
Replaces: N/A Dated: N/A
2D Direct Parts Marking Guideline
3.0 GENERAL: 2D DIRECT PARTS MARKING (DPM)
This portion of the guideline describes some general reasons for direct part marking (DPM), factors to
consider when starting a DPM project, and how to select the most appropriate DPM technique for a given
application.
The following are some reasons for using DPM:
Traceability is required after the product is separated from its temporary identification.
The part is too small to be marked with bar code labels or tags.
The part is subjected to environmental conditions that preclude the use of add-on identification
means.
The use of DPM methods may be more cost-efficient than individual item labels.
Identification is required for at least the anticipated life cycle of the part, as defined by the
manufacturer.
The use of DPM may also be beneficial in the following manufacturing related processes:
Production Automation
Inventory Management
Traceability/Part Path History
Lot Control
Select Fit
Error Proofing
Serialization
Product Identification
Quality Control/Defect Containment
B-17 8 Issue: 01 Dated: 2/03
Replaces: N/A Dated: N/A
2D Direct Parts Marking Guideline
3.1 Project Considerations
Once the determination has been made to use DPM, the following implementation issues should be
reviewed:
Which marking methodology is most appropriate for the application?
Where will the mark be placed and how much room is available for the mark?
What and how much information do you need to mark?
Will the amount of information required fit in the space allowed for marking?
When possible important information should also be marked in human-readable form for use when
code-reading devices are not available.
Must the part be modified in order to accommodate the mark and how will this modification and the
mark affect part appearance?
When will the part be marked in the manufacturing process?
How quickly do you need to mark the part (cycle time)?
How will you integrate the marking device into the production process
How will you communicate data to be marked to the marking device?
How do you control the marking process?
Correct mark on part proper information
Part change over new identification
What environmental conditions will the mark have to survive?
Is a permanent mark required?
At what points will the mark be read?
What are the reading conditions where the mark must be read?
What type of material is being marked? (See Table 2)
What level of equipment maintenance is required for a given marking technology and given
manufacturing environment?
B-17 9 Issue: 01 Dated: 2/03
Replaces: N/A Dated: N/A
2D Direct Parts Marking Guideline
Table 2. Marking Method Selection
Material To Be
Marked
Metallics Non-Metallics
Marking
Process
A F M T C G F P R
L E A I E L I L U
U R G T R A B A B
M R N A A S E S B
I O E N M S R T E
N U S I I G I R
U S I U C L C
M U M S A S
M S
S
Dot-peen
Laser
Inkjet
= Acceptable marking process for noted material
3.2 Mark Durability
When selecting a marking method, testing parameters should be developed to determine if the mark can
survive its intended environment and remain decodable. Testing such as accelerated weather testing
should be structured to simulate expected conditions. Several standardized testing methods typically used
for this purpose are listed in the table below. These are for reference only and are not mark survivability
requirements.
Table 3. Marking Method Test Specifications
Specification
Test Specification Title
Number
Abrasion Standard Test Method for Abrasion Resistance of Organic
ASTM D-4060-95
Resistance Coatings by the Taber Abraser
Standard Test Methods for Measuring Adhesion by Tape
Adhesion ASTM D3359-95
Test
Atmospheric ASTM D1308 (with
Standard Test Method for Effect of Household Chemicals
Acid Pollution addition of sulfuric acid
on Clear and Pigmented Organic Finishes
Resistance testing)
Standard Practice for Testing Water Resistance of Coatings
Boiling Water ASTM D870-92
Using Water Immersion
B-17 10 Issue: 01 Dated: 2/03
Replaces: N/A Dated: N/A
2D Direct Parts Marking Guideline
Table 3. Marking Method Test Specifications (continued)
Specification
Test Specification Title
Number
Corrosion
ASTM B117-97 Standard Practice for Operating Salt Spray (Fog) Apparatus
Resistance
Mar Resistance ASTM D673-93 Standard Test Method for Mar Resistance of Plastics
Standard Test Methods for Evaluating Coatings for High
Thermal ASTM D2485-91
Temperature Service
Standard Practice for Operating Light- and Water-Exposure
Ultraviolet
ASTM G53-96 Apparatus (Fluorescent UV-Condensation Type) for
Exposure
Exposure of Nonmetallic Materials
Standard Practice for Testing Water Resistance of Coatings
Water Resistance ASTM D870-92
Using Water Immersion
Standard Practice for Testing Water Resistance of Coatings
Water Resistance ASTM 2247-94
in 100% Relative Humidity
Standard Practice for Operating Light-Exposure Apparatus
Weathering ASTM G26-95 (Xenon-Arc Type) With and Without Water for Exposure
of Nonmetallic Materials
Note: ASTM Specifications can be acquired from the American Society for Testing and Materials.
3.3 Part Characteristics
When selecting a marking method and symbol density, you must determine if the item requires additional
surface preparation prior to marking. This analysis should address the following issues:
Is the item flat in the area to be marked?
How rough is the items surface compared to required module size?
Does the surface finish cause excessive amounts of shadowing and/or glare?
Does the surface provide sufficient contrast for decoding?
Will the surface be painted, coated, or treated at any point?
The surface of an item to be marked should not be rougher than the minimum module size in the symbol.
Symbol marking should be limited to a module size ratio of at least 5:1 of the surface roughness,
regardless of the marking method selected. For example, cast surfaces present a unique symbol decoding
challenge because the surface irregularities (pits) create shadows that can be misinterpreted by the
decoding software as dark data modules. Consequently, individual data modules in the symbol must be
larger than the surface irregularities so that the decoding software can differentiate between the two
features.
B-17 11 Issue: 01 Dated: 2/03
Replaces: N/A Dated: N/A
2D Direct Parts Marking Guideline
Figure 1 is for illustrative purposes only and shows the effect of a surface on the readability of a symbol.
Figure 1. Comparator Showing Cast Surface Roughness
Painted and coated surfaces present special concerns when a mark is intended to be permanent. If the item
is marked prior to coating, the coating may obscure the mark. If the item is marked after coating, the
marking method may damage the coatings integrity. If a mark is placed on a coating, then the mark
durability is equally dependent on the coating and marking method.
Surface enhancement such as machining, texturing, or cleaning may be required to improve marking and
reading quality. In most cases, a smooth matte, or dull finish is preferred over a shiny surface. The area of
the finished surface should be greater than the mark itself. See Figure 2.
Figure 2. Texture to Improve Readability
Textured
Area
B-17 12 Issue: 01 Dated: 2/03
Replaces: N/A Dated: N/A
2D Direct Parts Marking Guideline
Surface Curvature
For marking and reading, flat surfaces are preferred over curved surfaces because the curvature of an item
may prohibit proper marking and can distort the code. If the mark is made on a round/curved surface, the
symbol height should be less than 16 percent of the parts diameter. For Data Matrix codes, a rectangular
symbol may be considered to provide greater readability on smaller circumference parts. Use of
rectangular form should only be used as a last resort and should be agreed upon by all trading partners.
QR Code is not available in a rectangular form. Figure 3 illustrates the proper method for marking and
lighting curved surfaces.
Figure 3. Marking Curved Surfaces
Improper marking Area of illumination Proper marking
Thickness
Part or surface thickness must be taken into account when applying intrusive markings to prevent
deformation or excessive weakening of the part. The degree of thickness required for intrusive marking is
directly related to the heat, depth, or force applied. In most applications, the marking depth should not
exceed 1/10 the thickness of the part.
Part thickness is generally not a concern when applying non-intrusive markings.
B-17 13 Issue: 01 Dated: 2/03
Replaces: N/A Dated: N/A
2D Direct Parts Marking Guideline
4.0 INKJET MARKING
4.1 Overview
Inkjet technology sprays precisely controlled drops of ink through the air in a pattern capable of creating
a symbol. These drops are made of pigment suspended in fluid that evaporates, leaving the colored dye on
the surface of the item. Figure 4 shows an example of an inkjet mark.
There are two primary methods for generating these drops: the Drop-on-Demand and Continuous. The
Drop-on-Demand method uses valves or Piezo-electric technology to force ink through an orifice. This
method has significant printing resolution advantages over the Continuous method. The distance the ink
can be shot is usually limited to no more than 1/8th of an inch. This limits the use of Drop-on-Demand
in industrial DPM applications.
The Continuous method is preferred over Drop-on-Demand for industrial DPM applications. In this
method, a continuous single jet of ink is made to pass between two variable voltage plates whose voltage
can be adjusted. The voltage changes adjust the vertical location at which the drops will land; the
horizontal position is varied by movement of the target (or part) in reference to the print head. Figure 5
displays a typical system. When no marks are being formed, the drops circulate from the nozzle to the ink
reservoir.
Figure 4. Sample Inkjet Marks
B-17 14 Issue: 01 Dated: 2/03
Replaces: N/A Dated: N/A
2D Direct Parts Marking Guideline
Figure 5. Continuous Inkjet System
An advantage of the Continuous Inkjet method for DPM is that the distance from the nozzle to the target
item is significantly larger. It is more robust when dealing with non-porous surfaces and dirty
environments. For the remainder of this document (unless specifically stated), inkjet will refer to
Continuous Inkjet marking technology.
In DPM applications (unlike in paper, where the ink fluid is absorbed by the paper), the ink is required to
have an evaporation fluid. This fluid is normally referred to as the make-up fluid. The solvent-based fluid
is used to keep the viscosity of the ink stream correct. This must be a fast evaporation fluid to prevent the
mark smearing by either motion or handling. The evaporation of this fluid allows for the deposition of the
ink dye on the surface. It is this ink dye that generates the contrast of the mark to the target surface. The
fast evaporation of the fluid can also cause problems with the ink drying and clogging the marking head if
proper maintenance is not performed.
There are many solvent-based fluids available. They can be selected for very fast drying, pigmented,
colored, UV curable, low odor, low solvent, alcohol based, water based, non-flammable, high gloss,
thermochromic, boil resistant, and many other applications. Particular attention must be placed if a
Methyl Ethyl Ketone (MEK) solvent-based fluid is selected. Consult your plant Safety Officer about
related OSHA, environmental, and/or company mandates about the use of MEK.
The issues involved in marking and reading inkjet symbols placed directly on parts are somewhat
different from those of symbols printed on paper. Particular attention must be paid to the condition of the
substrate on which the ink is to be deposited. Cleaning the part surfaces prior to marking with an abrasive
pad to remove coatings, rust, and discoloration, or using an air knife to blow away excess machining
fluids, debris, or oil can improve mark and adhesion reliability.
B-17 15 Issue: 01 Dated: 2/03
Replaces: N/A Dated: N/A
2D Direct Parts Marking Guideline
4.2 Mark Geometry
Inkjet Modules (Dots)
A single ink drop or spot is preferred to represent each module. Although multi-dot modules closely
simulate a square module of a symbol, there are a number of reasons for using just one dot for each
module. The most obvious advantage is the printing time, where using a single dot for a module takes
only about a ninth of the time as using 3X3 dots for a module. As in dot-peen marking, the border of the
Data Matrix code (the L bar finder) is represented by a series of nearly touching modules. Critical to the
readability of inkjet data matrix codes are the shape, size and spacing of these individual modules. These
modules should be round in appearance and be large enough to overcome any surface background noise.
4.3 Mark Quality
Limitations
Inkjet marking may not be considered a permanent marking method in some cases and is generally
limited to parts that will not be exposed subsequently to harsh manufacturing, operational, and/or
remanufacturing conditions. In particular, it should not be used on EDM, grit-blasted, machined, and
shot-peened surfaces. Many of these conditions change surface properties and/or color and may make it
necessary to reapply the mark. In addition, care must be exercised to ensure that the part will not go
through any paint-dissolving fluid, as this may also wash out the mark. Another limitation to inkjet
marking is that normally a part must be moving at a consistent speed in one direction past the marking
head during the marking process. Some inkjet system suppliers can provide a modification where the
marking head moves and the part being marked remains still.
Inkjet Nozzle Selection Inkjet Module Size
Various nozzle sizes can be used, depending on the desired module size. Typically the individual module
size may be as small as 0.005 (125 microns) and as large as 0.020 (500 microns), although
larger/smaller dimensions may be possible with specific equipment modifications. Other factors, such as
the amount of data to be encoded, reading equipment and substrate, may limit actual module size. (See
Reading Considerations for more on module size) If the marking head does not receive proper periodic
cleaning and maintenance, it can clog, blocking part of the symbols completion.
4.4 Reading Considerations
Ink and Background Color
Ink marking color must be selected to maximize symbol contrast. Contrast will depend on the interaction
between the ink color, the parts natural background color, and the color of light used by the symbol-
reading device. Colors may appear different under various light sources and lighting conditions. Figure 6
illustrates the effect of white ink on a green surface under red lights (Black ink would offer almost no
contrast under those circumstances).
B-17 16 Issue: 01 Dated: 2/03
Replaces: N/A Dated: N/A
2D Direct Parts Marking Guideline
Another option for improving symbol contrast is through the use of inks that fluoresce at a specific light
wavelength such as near Infrared (IR) or Ultraviolet (UV). Most symbol reading devices use IR light
sources for code reading so you could mark a symbol that is not visible to people but still reads without
special equipment. Even if a symbol appears to have very low contrast visually, a symbol reader may see
it as near white on black or black on white image quality.
Figure 7 shows ultraviolet ink illumination. Mutual agreement between supplier and customer is
necessary to ensure that compatible reading technologies are available when using special applications of
IR or UV fluorescing inks. In some cases, symbol reading can be improved by applying a colored
medium as a backdrop to the area where the code will be applied, as illustrated in Figure 8.
Note: To ensure reading efficiency, a minimum contrast ratio of 20 percent is required between the
reflectance value of the module and the surrounding substrate. Various densitometers can provide such
measurements nondestructively.
B-17 17 Issue: 01 Dated: 2/03
Replaces: N/A Dated: N/A
2D Direct Parts Marking Guideline
Figure 6. White Inkjet Ink on Green PCB When Imaged with Red Light
Figure 7. Ultraviolet Inkjet Mark
Figure 8. Inkjet with White Background Added
B-17 18 Issue: 01 Dated: 2/03
Replaces: N/A Dated: N/A
2D Direct Parts Marking Guideline
5.0 DOT-PEEN MARKING
5.1 Overview
Dot-peen marking technology typically produces round indentations on a parts surface with a
pneumatically or electromechanically driven stylus, otherwise known as a pin. Critical to the readability
of dot-peen marked symbols are the indented dots shape, size, and spacing. The dot size and appearance
are determined mostly by the stylus cone angle, marking force, and material hardness. The indented dot
created should be suitable to trap or reflect light and large enough to be distinguishable from the parts
surface roughness. It should also have spacing wide enough to accommodate varying module sizes,
placement, and illumination.
The issues involved in marking and reading dot-peen-marked symbols on metals are different than
symbols printed on paper. The first fundamental difference is that the contrast between dark and light
fields is created by artificial illumination of the symbol. Therefore, the modules shape, size, spacing, and
part surface finish can all affect symbol readability.
The key to a successful dot-peen marking and reading project is to tightly control the variables affecting
the consistency of the process. Symbol reading verification systems can provide feedback of the process
parameters to some extent. Marking system operating and maintenance procedures must be established to
help ensure consistent symbol quality. Regular maintenance schedules should be established to check for
issues such as stylus wear.
Additional processes, like machining dedicated surfaces, may be necessary to improve the symbol
readability. Cleaning the part surfaces prior to marking with an abrasive pad to remove coatings, rust, and
discoloration, or using an air knife to blow away excess machining fluids, debris, or oil can also increase
the symbol quality.
5.2 Mark Geometry
Dot-peen markers create a round dot on an items surface by striking the item with a pointed stylus. A
single strike will create a dot. Single-strike dots or multiple-strike dots can be used to create a single data
module. Since dot-peen marks produce round modules instead of square modules, multiple-strike modules
can be used to create a more square-looking module, which may help in the decoding process. Multiple-
strike modules are also used to create larger size symbols. Either single-strike modules or multiple-strike
modules may provide for better symbol readability depending on the material type, the surface condition
of the item being marked and the reading equipment used. In most cases, it is preferable to have a module
fill ratio 80 percent - of the module size. This allows for adjustment of the module size with vision tools
available in most readers.
B-17 19 Issue: 01 Dated: 2/03
Replaces: N/A Dated: N/A
2D Direct Parts Marking Guideline
Figure 9. Single Dot Mark Geometry
Figure 10. Multiple Dot Mark Geometry
2x2 3X3
The greatest advantage to single-dot module marking is faster mark cycle time. Single-dot module
marking may reduce marking time by more than 75 percent in some cases.
Another mark geometry factor that can affect code readability is off-center marks resulting from
fluctuations in throw force, stylus play, stylus deflections, or similar conditions such as drag. To some
extent, these can be compensated for by decoding software.
5.3 Mark Quality
The following surfaces should have mark parameters verified within the production environments:
Dot-peen mark on coated or painted surfaces: After an item has been coated, the mark may
damage the coating. For example, painted items may chip during the mark process. This can lead to
compromising the integrity of the material (i.e., corrosion). It may also create uneven reflectivity and
make the symbol unreadable.
Dot-peen mark on items to be coated or painted: After the paint or coating is applied, the mark
may or may not be readable. For example, the use of paint is a concern because paint may fill the dot-
peened cavities and make the symbol unreadable.
Dot-peen mark on surfaces treated additionally with abrasive methods: Surface treatments like
shot peening, Sutton finish, or Tornado Sutton can affect the readability of a dot-peened symbol.
Limitations of Dot-Peen
Conditions that may affect the use of dot-peen marking are the following:
Thin materials whose structural integrity might be compromised by a mark
Parts not held firmly in place during the marking process
B-17 20 Issue: 01 Dated: 2/03
Replaces: N/A Dated: N/A
2D Direct Parts Marking Guideline
Nonmetallic materials that chip, shatter, or regain shape after impact
High volume production metals hardened above 54 on the Rockwell Hardness C Scale
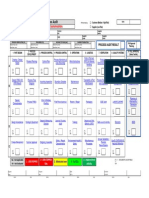
Stylus Cone Angle
Much independent testing has concluded that, in general, a 30 (120 included) stylus will create marks
with the best light reflectivity for decoding. A 30 stylus creates a mark more forgiving to variations in
illumination; however, certain surface roughness and resulting reflectivity may make other cone angles
more desirable. Figure 11below shows the cross sections of the material marked with various stylus cone
angles. Collimated light coming in vertically is demonstrated in the top and middle drawing. For a 30
stylus as described in the top drawing, the light reflects off the indented surface without any obstruction.
For any stylus with 30 or smaller cone angles, most incident light is evenly reflected off the indented
surface. When viewed in the image captured by the camera, the modules are solid dark on a light surface
background, or vice versa, depending on the illumination scheme.
Figure 11. Cross Sections of Material Marked with Various Stylus Cone Angles
Incoming Light
Reflected Light
Marked Surface (30 Pin)
60
60
120 Included Angle
30 Angle
Marked Surface (45 Pin)
45
45
Marked Surface (45 Pin)
75
75
B-17 21 Issue: 01 Dated: 2/03
Replaces: N/A Dated: N/A
2D Direct Parts Marking Guideline
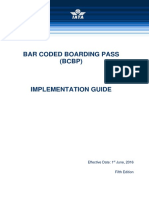
Mark Depth
The minimum depth requirement for dot-peen marking is 0.002-inches.
For pneumatic markers, adjusting air pressure and/or the gap between the stylus and the substrate can
control depths. This distance is variable and ranges from 0.05" to 0.5". The greater this distance, the
deeper the mark given equal air pressures.
For electromechanical markers, adjusting the current and/or the gap between the stylus and the
substrate can control depths.
Mark depth also depends on material hardness and stylus type.
Figure 12. Preferred Stylus-to-Target Configuration
Stylus Cartridge
Stylus
Stylus cartridge to
stylus tip distance 0.05-
inch to 0.5-inch in the
retracted state
= .0056Markin
Depth g Surface
Stylus tip to target
distance 0.050-inch to
0.5-inch
Figure 13. Mark Diameter Range Using 30 Stylus
B-17 22 Issue: 01 Dated: 2/03
Replaces: N/A Dated: N/A
2D Direct Parts Marking Guideline
0.022 Mark
Dia.
0.010 Mark Dia.
0.0046 Depth
0.125 Dia. Stylus 0.0036 Depth
Illustrated
0.0026 Depth
Machine Parameters
It is important to control marking system parameters.
The following situations can lead to reading failure: improper setup, lack of maintenance on stylus
drive air pressure, stylus stroke, and stylus return pressure (or in the case of spring stylus return
systems, spring fatigue).
Along with marking system parameters, the following elements can cause variations in module size,
shape and placement: marking head fixtures, part fixtures, machine settings and operator error.
It is recommended that marking and reading systems be incorporated into automatic stations
whenever possible or that dedicated fixtures be used for aligning the part to the marking head. With
all machine setup parameters, auxiliary equipment can be added to provide greater control of operator
variables on the factory floor.
Fixed-mount single or multiple stylus markers are preferred. Handheld markers are acceptable but
must be clamped to the surface to prevent unwanted movement during the marking operations.
Machine setup operations must be checked to ensure that the stylus is positioned at a 90-degree angle
(perpendicular) to the marking surface. Stylus projection from the stylus nose guide should not
exceed 0.5-inches in the retracted state to prevent deflection upon impact and its resulting
oscillations. See Figure 12.
B-17 23 Issue: 01 Dated: 2/03
Replaces: N/A Dated: N/A
2D Direct Parts Marking Guideline
5.4 Reading Considerations
Variable or multiple lens readers can be used in applications requiring the use of different sized 2D
symbols.
Because dot-peening produces a low contrast mark, successful reading could be improved by the
application of colored backfill media or by using a lighting solution that produces artificial contrast.
When selecting the location for the symbol, illumination of the mark must be taken into consideration. If
the symbol is recessed or adjacent to a protruding surface, lighting becomes more difficult.
Figures 14 and 15 illustrate a properly applied and illuminated dot-peen mark. The lighting setup used
with the fixed station reader must be forgiving enough to compensate for normal production variation in
surface roughness and stylus wear.
B-17 24 Issue: 01 Dated: 2/03
Replaces: N/A Dated: N/A
2D Direct Parts Marking Guideline
Figure 14. Data Matrix Dot-Peen Marking with and without Proper Illumination
Proper Illumination Improper Illumination
Figure 15. QR Code Dot-Peen Marking with and without Proper Illumination
Proper Illumination Improper Illumination
B-17 25 Issue: 01 Dated: 2/03
Replaces: N/A Dated: N/A
2D Direct Parts Marking Guideline
6.0 LASER MARKING
6.1 Overview
Laser is an acronym for Light Amplification by Stimulated Emission of Radiation. Some lasers can be
used to create a mark on some materials. This is done by directing a beam of coherent, collimated,
focused light energy onto an items surface. In general, when a lasers beam comes into contact with an
item, its light energy is converted into heat energy, which creates a mark either by melting, ablation,
carbon migration, or chemical reaction. Various materials may react differently to each type of laser and/
or laser marking technique. All lasers will not create readable marks on all substrates.
When considering a laser marking system, the following factors should be taken into consideration:
Type of material to be marked
Laser type and marking process type
Laser power
Cycle time
Information (volume of data) to be marked
Laser safety
Different materials absorb or reflect specific laser wavelengths at different rates. The amount of
absorption is directly proportional to the lasers ability to heat the material and cause a change in its
appearance. The type of lasing medium will determine a lasers light wavelength. Laser marking systems
typically derive their name from their lasing medium. For example, CO2 lasers use carbon dioxide gas as
a medium.
B-17 26 Issue: 01 Dated: 2/03
Replaces: N/A Dated: N/A
2D Direct Parts Marking Guideline
Common Laser System Types
Figure 16. Photonic Spectrum and Laser Wavelengths
Table 4. Photonic Spectrum and Laser Wavelengths
Wavelength
Laser Type
(nm)
Nd:Yag (neodymium: yttrium-aluminum
1064
garnet)
CO2 gas (carbon dioxide) 10,600
Nd:YVO4 (neodymium: yttrium-vanadate) 1060
Nd:Yag Green (frequency doubled
532
neodymium: yttrium-aluminum garnet)
Below are the generally accepted major classifications of lasers.
Solid-State Lasers
The solid-state laser medium is a crystal or glass which has an impurity (the lasing material) distributed
(doped) throughout its solid matrix There are a variety of beam generation techniques, but all solid-state
lasers require a high intensity light source in a reflective chamber to drive light energy into the crystal to
excite the molecules. The light source can be pulsed or operated in the continuous wave (CW) mode.
Examples of this type of laser would be the Nd:YAG and the Nd:YVO4 lasers.
B-17 27 Issue: 01 Dated: 2/03
Replaces: N/A Dated: N/A
2D Direct Parts Marking Guideline
YAG lasers and YVO4 are the most common type of industrial solid-state lasers. Beam generation
techniques include CW, Q-Switching, Pulsing, and Diode Pumping.
Semiconductor Lasers
Sometimes called direct diode lasers, these are not to be confused with solid-state lasers. These are
electronic devices and are generally very small and emit very low power. They may be built into larger
arrays; however, as of this writing output power has been limited to fewer than 20 watts.
Gas Lasers
As the name implies, gas lasers rely on a reactant gas contained in some form of enclosure or tube and are
often pumped or induced to laser by passing an electric discharge through the gas medium itself. Excimer
and CO2 lasers are examples of gas lasers.
Excimer lasers are a notable exception to the name-implies-the-lasingmedium nomenclature rule of
gas lasers. The excimer name is derived from combining and shortening the terms excited and
dimmers. Excimer uses reactive gases, such as chlorine and fluorine, mixed with inert gases such as
argon, krypton, or xenon combined in a sealed tube. When electrically stimulated, a pseudo molecule
(dimmer) is produced. The dimmer produces laser light in the ultraviolet range.
CO2 laser manufacturers can use several different approaches to gas handling and electrical power
input:
Sealed Tube/Waveguide
Slow-axial flow
Diffusion cooled/waveguide
Fast-axial flow (FAF)
Laser Safety Standards Classifications
In the United States laser safety is regulated by the Center for Devices and Radiological Health (CDRH),
part of the Food and Drug Administration (FDA). Regulation 21 CFR Subchapter J Parts 1002, 1010, and
1040 applies to laser manufacturers. These standards classify lasers into four broad areas depending on
how they are shielded and the potential for causing biological damage during operation. All laser systems
should be clearly labeled with one of four class designations (Class I, II, III, or IV). Laser safety
classification is based on laser power level and whether the laser beam is enclosed to prevent possible
injury. Laser systems with a power output of greater than 5 milliwatts must be registered with the CDRH.
Laser marking system manufacturers are required by the CDRH to certify compliance with whichever
class of safety the laser system has been manufactured in compliance with. The two most common types
of laser safety rating used for laser marking devices are Class I and Class IV. Class I laser safety is the
most safe and Class IV is the least safe.
Class I laser systems require laser beam shielding to prevent injury from contact with the laser beam. This
is normally accomplished by conducting the laser marking process in what is sometimes call a light
tight box. Beam shield boxes can be designed for install directly into production lines or can be made for
manual loading and unloading. These boxes will have interlock safety devices to prevent the laser from
B-17 28 Issue: 01 Dated: 2/03
Replaces: N/A Dated: N/A
2D Direct Parts Marking Guideline
firing when the box is open much like a microwave oven has an interlock in its door to prevent use with
the door open. In some cases, parts can run through a production line on a track through a series of angled
turns that prevent the laser beam from reflecting more than three times instead of needing an enclosed
box.
Class IV laser marking systems are the least safe and may not block against accidental contact with the
laser beam. The laser light wavelengths used for laser marking systems (except for some green
wavelength lasers) are not visible to the human eye, so you cannot see a laser beam when it is present to
avoid accidental contact. The power level of lasers used for laser marking is strong enough to easily burn
a persons skin. The hazard of most concern is damage that could occur from a laser beam striking a
person in the eye, which could cause permanent blindness.
Companies that produce laser marking systems are required to create safety-reporting documents and
submit them to the CDRH for approval on all new and/or modified laser marking systems. Once approved
for a specific classification of laser safety, the CDRH will assign that particular laser system an Ascension
Number. If a laser is manufactured by one company but integrated by another company, then the
integration company becomes responsible for laser safety and is considered the system manufacturer. The
integration company would be required to file with the CDRH for a new Ascension Number for each
different system configuration they install. Caution should be taken when selecting a laser system
integration company since many standard equipment integrators may not have experience in laser safety
requirements.
Laser Safety and OSHA
At this writing, OSHA has not created a laser safety related requirements document. Instead, OSHA has
cited some companies for operating under seriously unsafe practices under the General Duty clause 5
[a][1], of Public Law 91-596, the Occupational Safety & Health Act of 1970.
Laser Safety Standards
ANSI B11.21-1996 Machine Tools Using Lasers for Processing Materials
ANSI Z136.1-1993 for end users of industrial lasers
OSHA Instructional Publication 8.17 (5 August 1991)
ISO 11553- safe use standard for industrial laser machines
IEC 825 (Cenelec EN 60825) Radiation Safety of Laser Products
B-17 29 Issue: 01 Dated: 2/03
Replaces: N/A Dated: N/A
2D Direct Parts Marking Guideline
6.2 Mark Geometry
Laser Etching/Engraving
This process uses heat created by a laser beam to remove material through vaporization. Marks produced
by this method may have limited contrast from non-marked areas since the mark color and background
color are normally the same and contrast is created by depth shadows or a difference in surface finish.
Higher power laser systems and longer marking cycle times may be required depending on the material of
the items being marked and mark depth requirements, etc. Lasers can also be used to remove coatings
from items to produce a mark. Many times metal items are coated to protect them so using a laser to
remove a coating may cause the item to rust in marked areas. Many paints and other coatings will burn off
where contacted by high-power marking lasers.
Figure 17. Laser Etching/Engraving
Area of material vaporization
Laser Annealing
Heat created by a laser beam can be used to perform very controlled heat-treating. In this case metal parts
containing carbon are affected by the lasers heat, which will produce a mark due to a localized
metallurgical change by carbon migration. Metals containing higher concentrations of carbon can produce
a darker mark easier than metals containing less carbon, which may produce a lighter brown mark. Marks
created with this method will not necessarily be raised or depressed but instead be flush or smooth with
the rest of the items surface. Mark depth will depend upon the materials carbon content and laser
energy/heat applied for a given time period.
Figure 18. Laser Annealing
Area of Mark
Metal Substrate
B-17 30 Issue: 01 Dated: 2/03
Replaces: N/A Dated: N/A
2D Direct Parts Marking Guideline
Laser Discoloration
Some lasers can be used to discolor or bleach the color out of certain items and coatings. This process can
also be used to mark some plastics. In plastic marking, a laser can cause the plastic to burn/char, foam, or
bubble, causing contrast with the original color of the part.
Figure 19. Laser Discoloration
Marked Surface
Surface Coating
Laser Marking Enhancers
Materials and methods exist that can assist in laser marking by the following:
Increase mark contrast
Allow for marking a wider range of items
Improve laser marking cycle time
Reduce the amount of laser power required
Chemicals can be added in small amounts to some plastics that will react by changing color when
contacted with a laser. Special coatings can also be applied to the surface of an item that will fuse to the
item when heated by a laser. This also allows for the marking of many different kinds of materials while
needing only one type of laser.
Figure 20. Laser Marking Enhancers
Bonded/Fused Material
Substrate
B-17 31 Issue: 01 Dated: 2/03
Replaces: N/A Dated: N/A
2D Direct Parts Marking Guideline
6.3 Mark Quality
Laser marking quality is mainly affected by and dependent on the item being marked and the laser
marking method selected. Marking resolution can be far greater than with inkjet or dot-peen. Laser
marking resolution is based on laser beam diameter or spot size and how closely in focus the marking area
is. The marking area of an item should be perpendicular to the laser beam and the focal distance or item
shape should not vary by more than or the mark may appear out of focus. Manufacturing process and
material property variations in the item being marked can also affect mark consistency; for example:
Differences in metallurgy between lots or between suppliers
Variations in coating thickness
Consistency of surface finish
Laser Beam Steering Control
Two common methods for laser beam control and delivery are galvanometer and flying optics.
Galvanometer or beam steered laser marking systems are most common for in-production-line use and are
normally driven by computer-controlled mirrors that move the beam by reflecting it to a specific location.
Figure 21depicts the laser beam emanating from the laser medium chamber, which by hitting one mirror
that draws in one direction then hitting another mirror that draws in the other direction, the beam finally
travels through a focusing lens onto the item to produce a mark. Galvanometer steered systems are much
faster than flying optic systems.
B-17 32 Issue: 01 Dated: 2/03
Replaces: N/A Dated: N/A
2D Direct Parts Marking Guideline
Figure 21. Galvonometer Beam Steering
Flying optics, as shown below in Figure 22, work much like a plotter. These laser marking systems are
controlled by belt-or gear-driven motors that move fixed mounted mirrors along x and y coordinates.
Figure 22. Flying Optic Beam Steering
B-17 33 Issue: 01 Dated: 2/03
Replaces: N/A Dated: N/A
2D Direct Parts Marking Guideline
6.4 Reading Considerations
Laser marking is considered to have the highest marking resolution allowing for greater code densities
than other marking methods. This allows for the ability to encode more information or to create smaller
sized marks. The ability to read small and/or higher density marks depends on the pixel resolution of the
reading device. Laser marked Data Matrix and QR codes are normally marked with square modules,
which can also help improve code readability. Laser marking is considered the highest precision and most
consistent marking method. The ease of reading laser marks is also primarily based on the amount of
contrast created, as noted in types of marking methods in Section 6.2.
B-17 34 Issue: 01 Dated: 2/03
Replaces: N/A Dated: N/A
2D Direct Parts Marking Guideline
7.0 READING AND VERIFICATION
In this section, we discuss factors related to the reading and verification of 2D DPM symbols. The two
choices for 2D DPM are Data Matrix and QR Code as spelled out in the AIAG B-4 Part Identification and
Application Standard. The international standard for Data Matrix is ISO 16022 and the one for QR code
is 18004.
7.1 Fundamentals of Reading
Many people are confused about the differences between readers and verifiers. Reading can best be
described as the action of extracting data from a symbology. Verification includes reading but goes
further into quantifying the quality of a symbol. The typical components of a reading and/or verification
system are similar. They include sensors, optics, illumination, and processing unit.
Sensors
Both of the symbologies recommended here are matrix-type 2D barcodes. Reading them requires the
simultaneous capture of the symbol, usually accomplished via an image capture device such as Charged-
Coupled Device (CCD) or Complementary Metal Oxide Semiconductor (CMOS) sensors.
CCD/CMOS sensors generate an image map of what they see. This is typically referred to as the captured
image. This captured image is then transferred to the processor memory in order for its algorithms to
generate the information.
Optics
Because the sensor will capture an image, an optical system capable of projecting the symbol image into
the sensor is required. Typically this is done by placing optics in the path between symbol and sensor.
The selection of these optics is specific to the application (whether hand-held or fixed).
Illumination
Because these sensors are passive (as opposed to laser sensors, which provide their own illumination),
illumination must be provided. In most cases, the marking method and reading condition will dictate the
type of illumination used. The two major types of illumination are termed Bright Field and Dark Field.
While some marking methods self-generate contrast (e.g., laser marking may generate dark modules and
inkjet may have a specific ink color), methods such as dot-peening are not color specific. Instead, the
mark will assume a color based on the illumination.
Bright field illumination is usually located close to the image capture sensor and produces an image in
which the background is bright (or light), with the marked modules taking a dark color. Dark Field is its
opposite. The lighting is generated very close to the surface, at extremely low angles, generating an image
that displays light modules on a dark background.
As with other methods of marking, readers can have difficulty reading symbols that are placed near
obstructions that can block illumination. Additional illumination and filters can be used to increase code
contrast. Consequently, when considering mark locations, an engineering evaluation must be conducted
B-17 35 Issue: 01 Dated: 2/03
Replaces: N/A Dated: N/A
2D Direct Parts Marking Guideline
prior to placing symbols within recesses or adjacent to structures that protrude above the marking
surfaces.
Intensity of the light source must be high enough to easily create a contrast of the module relative to the
part surface and also to overcome the effects of changing ambient light conditions. The illumination
source must be diffused lighting to avoid hot spots (glare areas) on the part surface. Florescent lights are
an excellent source of diffused light. Light sources such as light-emitting diodes (LEDs) with a diffusing
filter can also be used. Red light sources are often used instead of white to reduce glare on shiny parts. A
red light filter can also be placed on the camera system to allow in only red light.
Processing Unit
Once an image of a marked symbol is acquired, this information is provided to a processor. Herein lies
one of the major differences between reading and verifying. Whereas readers are primarily interested
in extracting the information from the symbol, verifiers are designed to quantify a number of quality
factors related to the symbol. For that reason, readers are free to implement the most advanced decoding
algorithms that a respective manufacturer can devise, whereas verifiers must implement a reference
decode algorithm specified by international agreement. For this reason, ISO 15415 was developed.
Note that beyond these standardized metrics, manufacturers are free to expand their offerings to include
tools further tailored to specific marking methods.
7.2 Symbol Quality Grading
The measurement of two-dimensional bar code symbols is designed to yield a quality grade indicating the
overall quality of the symbol. This quality grade can be used by producers and users of the symbol for
diagnostic and process control purposes and are broadly predictive of the read performance to be expected
of the symbol in various environments. The process requires the measurement and grading of defined
parameters, from which a grade for an individual scan (scan reflectance profile grade or scan grade) is
derived; the grades of multiple scans of the symbol are averaged to provide the overall symbol grade.
Expression of Quality Grades
International Standards specify a numeric basis for expressing quality grades on a descending scale from
4 to 0, with 4 representing the highest quality. However, in application standards with an historical link to
ANSI X3.182, individual parameter grades and individual scan grades may also be expressed on an
equivalent alphabetic scale from A to F, with A representing the highest grade.
B-17 36 Issue: 01 Dated: 2/03
Replaces: N/A Dated: N/A
2D Direct Parts Marking Guideline
Table 5. Equivalence of Numeric and Alphabetic Quality Grades
Numeric Grade Alphabetic Grade
4 A
3 B
2 C
1 D
0 F
Overall Symbol Grade
Where a specification defines overall symbol grades in alphabetic terms, the relative mapping of the
alphabetic and numeric grades is as illustrated in Figure 23 below. For example, the range of 1.5 to
immediately below 2.5 corresponds to grade C.
Figure 23. Mapping of Alphabetic and Numeric Overall Symbol Grades
The overall symbol grade shall be the arithmetic mean of the scan grades for all images. If any two scans
of the same symbol yield different decoded data, then the overall symbol grade, irrespective of individual
scan grades, shall be 0. Overall symbol grades shall be expressed to one decimal place on a numeric scale
ranging in descending order of quality from 4.0 to 0.0.
B-17 37 Issue: 01 Dated: 2/03
Replaces: N/A Dated: N/A
2D Direct Parts Marking Guideline
Table 6. Test Parameters and Values
Para- Modulation Unused
Symbol Fixed Pattern Axial Non- Grid Non-
meter Decode (interim Error
Contrast Damage uniformity uniformity
Grade values) Correction
4 (A) Passes SC 0.70 See ISO 15415 AN < 0,06 GN < 0.38 MOD 0.50 UEC 0.62
3 (B) SC 0.55 specification or AN < 0,08 GN < 0.50 MOD 0.40 UEC 0.50
Annex A for
2 (C) SC 0.40 grade AN < 0,10 GN < 0.63 MOD 0.30 UEC 0.37
1 (D) SC 0.20 thresholds. AN < 0,12 GN < 0.75 MOD 0.20 UEC 0.25
0 (F) Fails SC < 0.20 AN < 0,12 GN > 0.75 MOD < 0.20 UEC < 0.25
Reporting of Symbol Grade
A symbol grade is only meaningful if it is reported in conjunction with the illumination and aperture used.
It should be shown in the format grade/aperture/light/angle. For more information, refer to ISO 15415.
7.3 Quality Parameters and Grading for 2D Symbols
ISO 15415 Bar Code Symbol Print Quality Test Specification for 2D Symbols specifies the metrics
required for determining the quality of a 2D bar code. We refer the reader to that document for specifics
on how the various 2D metrics are obtained. Below, we briefly discuss these metrics and their
significance in attaining high read rates in direct part marking applications.
Decode
The decode parameter tests, on a pass/fail basis, whether the symbol has all of its features sufficiently
correct to be readable. If the image cannot be decoded using the symbology reference decode algorithm,
then it shall receive the failing grade 0 (F). Otherwise, it shall receive the grade 4 (A).
Symbol Contrast
Symbol Contrast tests that the two reflective states in the symbol, namely light and dark, are sufficiently
distinct within the symbol for the processing algorithm to be effective. Manipulation of the light source
can be considered to create or enhance code contrast. Like all parameters (but decode), it is a graded
parameter, depending on the level of contrast in the symbol. Specific grading levels go from 4 (optimal)
to 0 (insufficient contrast).
Modulation
Modulation is a measure of the uniformity of reflectance of the dark and light modules. Factors such as
print growth (or loss), spatial misplacement of a module relative to the grid intersection, optical
B-17 38 Issue: 01 Dated: 2/03
Replaces: N/A Dated: N/A
2D Direct Parts Marking Guideline
characteristics of the substrate, and uneven printing may reduce the apparent margin between the
reflectance of a module and the Global Threshold. Modulation, if insufficient, may increase the
probability of a module being incorrectly identified.
Fixed (Finder) Pattern Damage
This parameter tests that damage to the finder pattern, quiet zone, timing, navigation, and other fixed
patterns in a symbol does not reduce unacceptably the ability of the reference decode algorithm to locate
and identify the symbol within the field of view by inverting the apparent state of one or more modules
from light to dark or vice versa. The particular patterns to be considered and the amounts of damage
corresponding to the various grade thresholds are calculated independently for the 2D symbology
concerned. For additional detail, see ISO 15415, specifically Appendices A.1 (Data Matrix) and A.3 (QR
Code).
Axial Non-Uniformity
2D symbols include data fields of modules nominally lying in a regular polygonal grid, and the decode
algorithm must adaptively map the center positions of those modules to extract the data. Axial non-
uniformity is the measure of how much the finder pattern spacing differs from one axis to another. It
measures and grades the spacing of the mapping centers in the direction of each of the grids major axes.
If too much deviation from the normal is encountered, uneven scaling of the symbol could hinder
readability at some non-normal viewing angles.
Grid Non-Uniformity
Grid Non-uniformity measures and grades the largest vector deviation of the grid intersections. Where
Axial Non-uniformity dealt with the parallelograms axis, Grid Non-uniformity measures the degree of
deviation of the individual modules from a theoretical grid. A symbol where the modules are correctly
spaced along the spatial rows and columns will have a higher probability of correctly identifying its
respective module value (and thus will receive a higher grade). A symbol where the modules have
bunched, or whose modules are off the nominal, will receive a lower score.
Unused Error Correction
The Unused Error Correction (UEC) parameter tests the extent to which regional or spot damage in the
symbol has eroded the reading safety margin that error correction provides. If a verifier requires no
amount of error correction to decode a symbol, its UEC score will be higher than that of a symbol that
requires a portion of its UEC for correct decoding. The more error correction required for a decode, the
lower the UEC score.
7.4 Scan Grading
The scan grade for each scan shall be the lowest grade of any parameter in that scan. In order to determine
the causes of poor quality grades, it is necessary to examine the grades for each parameter in the scan in
question. For process control purposes, the averages of the grades for each parameter obtained from all
the scans may provide meaningful guidance.
B-17 39 Issue: 01 Dated: 2/03
Replaces: N/A Dated: N/A
2D Direct Parts Marking Guideline
7.5 Physical Issues
Code Geometry
In DPM, Data Matrix and QR Codes can consist of either square or round modules. Square modules are
easy to understand. When marking square modules, the application closely resembles traditional label
applications. Marking guidelines (as noted in Section 7.2) should adhere to ISO 15415 Symbol Quality
metrics.
Round modules require a better understanding of the geometry of the mark. Round modules integral to
DPM, because they simplify the marking process by marking 2D symbols with individual modules
generated by a single pulse, strike, or drop from the marking device. (There are no square waves in
nature.) As shown in Figure 24, we are trying to fill a square with a circle.
Figure 24. Results of Using Option A
A B
Option A appears at first to be a better solution since it makes sure we mark the intended module.
However, we must keep in mind that the modules not marked (i.e., the spaces) contain just as much
information as those marked (exactly one bit). Figure 25 shows us what happens when all the modules
around a space are thus over-marked. If the eight neighboring marks are over-marked by 10 percent, the
area of the space (X vs. Y) they surround is now reduced to 64 percent of its original intended size. If
they over-marked by 20 percent, the area of the space is reduced to 36 percent of its intended size. Either
may result in the decoder misinterpreting the intended space as a mark.
B-17 40 Issue: 01 Dated: 2/03
Replaces: N/A Dated: N/A
2D Direct Parts Marking Guideline
Figure 25. Results of Using Option B
X Y
Option B in Figure 24 has its own costs. A circle inside a square (where length l is equal to diameter
d) represents 80 percent of the area of the original. Because the adjacent modules are now generated
from touching circumferences, the solid borders on the Data Matrix symbol (as well as the finder
pattern boxes in QR) may not be apparent to some decoders more used to reading labels. In fact, gaps
may be misconstrued to be finder pattern damage errors. ISO 15415 allows for the effect of these gaps
to be minimized by using the 0.8X electronic filter option when calculating the level of border damage.
Round module diameter shall be equal to the intended square dimension, with an allowance for module
size tolerance of 10 percent. Note that for all codes with individual module size smaller than 0.010"
modules, the module placement accuracy and module size become much more critical. Precise module
alignment along the horizontal and vertical alignment bars is preferred. In addition, various factors,
including jerky motion on the part as it is marked, can result in a symbol being skewed or stretched in a
non-linear fashion.
As stated above, it is ideal for modules to be touching but not significantly overlapping or under-lapping.
For this reason, in most DPM applications a small, unmarked space (or gap) between cells is preferred to
significant overlapping.
Precise module alignment along the horizontal and vertical alignment bars is preferred. Under-printing the
module size is not desired either. In addition, various factors, including jerky motion on the part as it is
marked, can result in a symbol being skewed or stretched in a non-linear fashion as shown in Figure 26.
Data Matrix and QR codes should be perpendicular within seven degrees but this is not currently a
gradable measurement. Figure 27 illustrates modules exceeding size and/or placement tolerances, which
forces a reading devices decoding software to seek out and use redundant data (error correction)
embedded in other portions of the symbol. Since the position of the off center modules in relation to the
redundant data cannot be predetermined, limits on the maximum number of off-center modules cannot be
defined. Information related to off center and over/under-printed modules and used overhead can be
obtained by symbol verification software.
B-17 41 Issue: 01 Dated: 2/03
Replaces: N/A Dated: N/A
2D Direct Parts Marking Guideline
Figure 26. Angle Distortion
90 Degree Preferred Symbol 97.18 Degree Maximum Columns Skew 1-
Angle Rows and Columns at Angle Dot Widths or 7.18 Degrees
90-Degree Angle Off Perpendicular
Figure 27. Variation from Nominal Fill
F
B
C
A: Oversized round module
B: Nominal square and round mark
C: Off-center mark
D: Oversized round module
E: Undersized round module
F: Oversized round module
B-17 42 Issue: 01 Dated: 2/03
Replaces: N/A Dated: N/A
2D Direct Parts Marking Guideline
8.0 REFERENCES
AIAG B-4 Parts Identification and Tracking Application Standard
AIAG B-8 Quality Assurance for Shipping Labels and Other Bar Code Applications
AIAG B-14 Guideline for Use of Two-Dimensional Symbols with AIAG Trading Partner Labels
ISO/IEC Symbology Specification Document Data Matrix ISO-16022
ISO/IEC Symbology Specification Document QR Code ISO 18004
ISO/IEC CD 15415 Information technology Automated Identification and Data Capture Techniques- Bar
Code Symbol Print Quality Test Specification - Two-Dimensional Symbols Dated 2002-08-21.
NASA-STD-6002 July 2, 2001 Applying Data Matrix Identification Symbols on Aerospace Parts
NASA-HDBK-6003 July 2, 2001 Application of Data Matrix Identification Symbols to Aerospace Parts Using
Direct Part Marking Methods/Techniques
Air Transport Association SPEC 2000 Integrated Data Processing Materials Management Revision 2000.1
(8th Revision) Chapter 9-6
SAE AS9132 Data Matrix (2D) Coding Quality Requirements for Parts Marking
B-17 43 Issue: 01 Dated: 2/03
Replaces: N/A Dated: N/A
2D Direct Parts Marking Guideline
ABOUT AIAG
Purpose Statement
To provide an open forum where members cooperate in developing and promoting solutions that enhance
the prosperity of the automotive industry. Our focus is to continuously improve business processes and
practices involving trading partners throughout the supply chain.
Core Values
People Our strength comes from passionate and personally committed volunteers and staff. We
provide an environment of integrity, trust, teamwork, and mutual respect to foster open, frank
communication as we achieve consensus on industry needs and solutions.
Innovation With a sense of urgency, we drive and support the development and implementation of
common, leading-edge solutions that provide value to the automotive industry and its customers.
Excellence We provide quality and excellence in all we do and how we do it.
We do whats right for the industry!
AIAG Organization
AIAG is made up of a board of directors, an executive director, associate directors, a full-time staff, and
volunteers serving on project teams. Under the direction of the executive director, associate directors
along with the managing director, department managers, and program managers, plan, direct, and
coordinate the associations activities. The executive director and loaned executives are on loan from
member companies for varied lengths of time.
AIAG Projects
Volunteer committees focus on business processes or supporting technologies and methodologies. They
conduct research and develop, publish, and provide training on standards, conventions, standard business
practices, white papers, and guidelines in the areas of automatic identification, CAD/CAM,
EDI/electronic commerce, continuous quality improvement, materials and project management, returnable
containers and packaging systems, and transportation/customs.
AIAG - An Association Fostering Total Supply Chain Partnering
Automotive Industry Action Group
26200 Lahser Road, Suite 200
Southfield, MI 48034
Phone: (248) 358-3570 Orders: (248) 358-3003 Fax: (248) 358-3253
B-17 44 Issue: 01 Dated: 2/03
Replaces: N/A Dated: N/A
2D Direct Parts Marking Guideline
MAINTENANCE REQUEST
This form should be completed when there are changes that should be made to this AIAG publication.
Please fill out form completely. Note: All AIAG publications are reviewed periodically.
PLEASE PRINT OR TYPE
Name of Submitter: Date:
Company:
Company Address:
Phone: Fax: E-mail:
MAINTENANCE REQUEST (Use additional sheets if necessary)
Page Number of Change:
Document Currently Reads:
Recommended Changes/Should Read:
Recommended Additions:
Reason for Change:
Signature of Submitter:
DISPOSITION (AIAG use only) Completed forms are filed in the final document maintenance file.
Program Owner Assigned to: Log #:
Program Owners Recommendation:
Final Disposition:
Comments:
Send completed form to the Volunteer Programs Department Manager at:
Automotive Industry Action Group 26200 Lahser Road Suite 200 Southfield, MI 48034
Telephone: (248) 358-3570 Fax: (248) 358-3253
www.aiag.org
VP-MR Revision: 05 Dated: 09/24/01
B-17 45 Issue: 01 Dated: 2/03
Replaces: N/A Dated: N/A
Вам также может понравиться
- AIAG B-10 Label Guidelines PDFДокумент124 страницыAIAG B-10 Label Guidelines PDFScott Kramer100% (1)
- GMW15777Документ40 страницGMW15777JOECOOL67Оценок пока нет
- Forever Requirements - ChryslerДокумент35 страницForever Requirements - ChryslerR H100% (1)
- IATF 16949 GM CSR Aug 2023Документ30 страницIATF 16949 GM CSR Aug 2023Cisca NattОценок пока нет
- GQAДокумент26 страницGQARaduz HaduzОценок пока нет
- OpenDMIS V6 EnhancementsДокумент4 страницыOpenDMIS V6 EnhancementsasndmpОценок пока нет
- IATF - International Automotive Task Force: Rules For Achieving and Maintaining IATF Recognition IATF Rules 5 EditionДокумент29 страницIATF - International Automotive Task Force: Rules For Achieving and Maintaining IATF Recognition IATF Rules 5 EditionAkshay Singh kushwahОценок пока нет
- GMW15049 Agst 2016Документ12 страницGMW15049 Agst 2016Gabriel Medina Encalada75% (4)
- GM 1927 Supplier Quality ManualДокумент110 страницGM 1927 Supplier Quality ManualNeumar NeumannОценок пока нет
- AIAG - Production Part Approval Process (PPAP) 4th EditionДокумент74 страницыAIAG - Production Part Approval Process (PPAP) 4th EditionIvan Bolivar BarrazaОценок пока нет
- Fca Us LLC Customer-Specific Requirements For IATF 16949:2016Документ54 страницыFca Us LLC Customer-Specific Requirements For IATF 16949:2016Heber RaHe100% (1)
- Copper Sheet, Strip, Plate, and Rolled Bar: Standard Specification ForДокумент7 страницCopper Sheet, Strip, Plate, and Rolled Bar: Standard Specification ForgoggerОценок пока нет
- (BS EN ISO 17450-3) - Geometrical Product Specifications (GPS) - General Concepts. Part 3. Toleranced FeaturesДокумент28 страниц(BS EN ISO 17450-3) - Geometrical Product Specifications (GPS) - General Concepts. Part 3. Toleranced Featuresaditya sasmalОценок пока нет
- Transition ISO/TS 16949:2009 To IATF-16949:2016: CQA - Paul de Geyter - September 2016Документ39 страницTransition ISO/TS 16949:2009 To IATF-16949:2016: CQA - Paul de Geyter - September 2016Joseph StephenОценок пока нет
- ISO Managementsysteme Seminare & Audits AIAG CQI Standards Automotive SupportДокумент31 страницаISO Managementsysteme Seminare & Audits AIAG CQI Standards Automotive SupportMohamed Haris100% (1)
- SPC 001 PDFДокумент240 страницSPC 001 PDFSalah BennourОценок пока нет
- Global Supplier Quality Manual PDFДокумент101 страницаGlobal Supplier Quality Manual PDFJosé Esqueda LeyvaОценок пока нет
- GS1 DataMatrix GuidelineДокумент58 страницGS1 DataMatrix GuidelineMorcosОценок пока нет
- White Paper: Introduction To Japanese Style Mizenboushi Methods For Preventing Problems Before They OccurДокумент4 страницыWhite Paper: Introduction To Japanese Style Mizenboushi Methods For Preventing Problems Before They OccurEduardoОценок пока нет
- GMW15 862Документ52 страницыGMW15 862Memo Gonzalez AlemanОценок пока нет
- Aiag Cqi-9Документ78 страницAiag Cqi-9Jorge FernandezОценок пока нет
- GM1927 Global Supplier Quality Manual 2008Документ101 страницаGM1927 Global Supplier Quality Manual 2008quansi0Оценок пока нет
- GMW14698 ArranhõesДокумент7 страницGMW14698 ArranhõesRicardo F. SОценок пока нет
- AIAG Milestones For Supplier SuccessДокумент7 страницAIAG Milestones For Supplier SuccessLauris ZapОценок пока нет
- Cnca C11-09-2014Документ12 страницCnca C11-09-2014raybchОценок пока нет
- PPQPДокумент10 страницPPQPMОценок пока нет
- Core Tool Self AssessmentДокумент1 страницаCore Tool Self AssessmentNagarajanОценок пока нет
- Aiag Ppap4Документ75 страницAiag Ppap4tamtom75Оценок пока нет
- Finish Method P90 1. Scope: Finishing Methods 7.0 FM100 7/9/2019Документ5 страницFinish Method P90 1. Scope: Finishing Methods 7.0 FM100 7/9/2019JoshОценок пока нет
- Engineering Material Specification: Printed Copies Are UncontrolledДокумент41 страницаEngineering Material Specification: Printed Copies Are UncontrolledDANIEL DIAZОценок пока нет
- IATF - Final 2Документ58 страницIATF - Final 2nelson.rodriguezm6142Оценок пока нет
- Supplier PPAP HandbookДокумент40 страницSupplier PPAP HandbookNguyen Khai AnhОценок пока нет
- GS1 DataMatrix Guideline0115Документ62 страницыGS1 DataMatrix Guideline0115Riadh JellaliОценок пока нет
- 6 Iatf 16949 Certification Cheat SheetДокумент5 страниц6 Iatf 16949 Certification Cheat Sheet88No1FanОценок пока нет
- Apqp Status LogДокумент1 страницаApqp Status Logsathyabalaraman67% (3)
- AIAG CQI-9 TUS RequirementsДокумент10 страницAIAG CQI-9 TUS RequirementsNethajiОценок пока нет
- Requirements Comparison TS16949 VDA61Документ22 страницыRequirements Comparison TS16949 VDA61TarunaiОценок пока нет
- GMW3059 - Material Specification PDFДокумент7 страницGMW3059 - Material Specification PDFJuanPeriquitan100% (2)
- Mil STD 1916Документ33 страницыMil STD 1916bijanОценок пока нет
- Whitepaper en Iatf16949Документ12 страницWhitepaper en Iatf16949Archana SinghОценок пока нет
- GMW3232 PDFДокумент15 страницGMW3232 PDFIvan Dario Oyola RaveloОценок пока нет
- CQI-9 Self Assessment in 2018Документ36 страницCQI-9 Self Assessment in 2018abadi100% (2)
- 01 - APQP Training Material PDFДокумент62 страницы01 - APQP Training Material PDFMohit SinghОценок пока нет
- PPAP GuidelinesДокумент19 страницPPAP GuidelinesmoezОценок пока нет
- ATE N 553 81.09 (En)Документ11 страницATE N 553 81.09 (En)Miguel QueirosОценок пока нет
- Ppap ClassДокумент20 страницPpap ClassrjzepfelОценок пока нет
- Layout Inspection Report XH5DR June 20 2012Документ17 страницLayout Inspection Report XH5DR June 20 2012nathiven100% (1)
- TST N30202 20-002-01 11 2021-En-Nicht Fuer NeuprojekteДокумент7 страницTST N30202 20-002-01 11 2021-En-Nicht Fuer NeuprojekteJuan100% (1)
- Key Characteristics Designation System: KCDS Pyramid KCDS PyramidДокумент33 страницыKey Characteristics Designation System: KCDS Pyramid KCDS PyramidmichaelОценок пока нет
- Automotive Quality Management Systems A Complete Guide - 2020 EditionОт EverandAutomotive Quality Management Systems A Complete Guide - 2020 EditionОценок пока нет
- Intekhab e Naat Vol2Документ448 страницIntekhab e Naat Vol2nadeemkarimi100% (2)
- Guidance: Process Audit ChecklistДокумент16 страницGuidance: Process Audit ChecklistnadeemkarimiОценок пока нет
- Process AuditДокумент15 страницProcess Auditdesurkarb100% (2)
- Supplier Audit ChecklistДокумент21 страницаSupplier Audit ChecklistAnonymous W2gdmMVhoM100% (2)
- Documented InformationДокумент5 страницDocumented InformationbkssdgОценок пока нет
- FMEA Webinar 30 Nov 2011Документ74 страницыFMEA Webinar 30 Nov 2011David SigalinggingОценок пока нет
- 2006 40 4Q&QДокумент20 страниц2006 40 4Q&QnadeemkarimiОценок пока нет
- Process AuditДокумент15 страницProcess Auditdesurkarb100% (2)
- IATF 16949 Webinar Slides 3.7.17 Final PDFДокумент47 страницIATF 16949 Webinar Slides 3.7.17 Final PDFwanphen kawnawanichОценок пока нет
- Audit E Procesos AutomotrizДокумент1 страницаAudit E Procesos Automotrizjuande69Оценок пока нет
- Documented InformationДокумент5 страницDocumented InformationbkssdgОценок пока нет
- Cqe 2006Документ9 страницCqe 2006Muhammad Asif MehmudОценок пока нет
- Dev 002063 PDFДокумент12 страницDev 002063 PDFnadeemkarimiОценок пока нет
- Martin Gibson QIS 3 June 2014Документ13 страницMartin Gibson QIS 3 June 2014nadeemkarimiОценок пока нет
- Chap3f Secure PDFДокумент195 страницChap3f Secure PDFnadeemkarimiОценок пока нет
- Design of ExperimentsДокумент59 страницDesign of ExperimentsAlexandru MuraruОценок пока нет
- Chap3f Secure PDFДокумент195 страницChap3f Secure PDFnadeemkarimiОценок пока нет
- Hypothsis Selection Chart PDFДокумент1 страницаHypothsis Selection Chart PDFnadeemkarimiОценок пока нет
- Cqe 2006Документ9 страницCqe 2006Muhammad Asif MehmudОценок пока нет
- Chapter 8 Milling OperationsДокумент31 страницаChapter 8 Milling OperationsPRASAD326100% (5)
- Hypothsis Selection Chart PDFДокумент1 страницаHypothsis Selection Chart PDFnadeemkarimiОценок пока нет
- Cqe 2006Документ9 страницCqe 2006Muhammad Asif MehmudОценок пока нет
- Cqe 2006Документ9 страницCqe 2006Muhammad Asif MehmudОценок пока нет
- Previews AIAG SPC 3 Pre PDFДокумент6 страницPreviews AIAG SPC 3 Pre PDFnadeemkarimiОценок пока нет
- Advanced Product Quality Planning and Control Plan: Second EditionДокумент5 страницAdvanced Product Quality Planning and Control Plan: Second EditionDavid Sigalingging36% (11)
- Aboriginal Perspectives: A Guide To The Teacher's ToolkitДокумент12 страницAboriginal Perspectives: A Guide To The Teacher's ToolkitbmvoОценок пока нет
- 5bx PlanДокумент18 страниц5bx Planjrpique100% (3)
- WLK463140-01 AA - Videojet 8520 Troubleshooting AДокумент12 страницWLK463140-01 AA - Videojet 8520 Troubleshooting ACauê morenoОценок пока нет
- Machine Vision System Overview PDFДокумент32 страницыMachine Vision System Overview PDFkfathi55Оценок пока нет
- Innatek BCST-50 BarCode Scanner Supplementary ManualДокумент25 страницInnatek BCST-50 BarCode Scanner Supplementary ManualBruno MagneОценок пока нет
- Zebradesigner3 Essentials Professional 32544 Release NotesДокумент5 страницZebradesigner3 Essentials Professional 32544 Release NotesDálida MalagónОценок пока нет
- ManualДокумент52 страницыManualAnas SumarhadiОценок пока нет
- E-Mark: Wireless Dot Peen Marking SystemДокумент4 страницыE-Mark: Wireless Dot Peen Marking Systemislah muttaqinОценок пока нет
- Android-SDK3.0 Development DocumentДокумент7 страницAndroid-SDK3.0 Development DocumentFast MartОценок пока нет
- DI950 2D Barcode Programming Guide-1Документ19 страницDI950 2D Barcode Programming Guide-1Ron cook100% (1)
- May in DominoДокумент52 страницыMay in Dominotuyentruong100% (1)
- EPL2 Programmer's ManualДокумент154 страницыEPL2 Programmer's ManualNathan SweeneyОценок пока нет
- 01 01 DM GetConnectedДокумент18 страниц01 01 DM GetConnectedPiotr BzdręgaОценок пока нет
- EN-VDA 4994 - GTL V1 1 - 2018-07 (Amphenol)Документ45 страницEN-VDA 4994 - GTL V1 1 - 2018-07 (Amphenol)csabaОценок пока нет
- Videojet WSI ProtocolДокумент17 страницVideojet WSI Protocolgersonplovas40% (5)
- Marktronic™ 3000 GantryMark™Документ4 страницыMarktronic™ 3000 GantryMark™Mpu WantoОценок пока нет
- Success Guide - 2019 - Instrument Tracking FinalДокумент26 страницSuccess Guide - 2019 - Instrument Tracking Finalt merchantОценок пока нет
- GS1 General SpecificationsДокумент488 страницGS1 General SpecificationsluisОценок пока нет
- Battery StickerДокумент2 страницыBattery StickerdariiosilvaОценок пока нет
- DDS For Printer FilesДокумент9 страницDDS For Printer FilesDanny DanielОценок пока нет
- BCBP Implementation Guide PDFДокумент65 страницBCBP Implementation Guide PDFCsaba Nagy100% (2)
- Manual 3UG4 - 3RR - EN 09.2014Документ410 страницManual 3UG4 - 3RR - EN 09.2014Laurentiu CatalinОценок пока нет
- Del 2 Slides EDI For Supply Chain Collaboration in The Automotive Industry V2 3Документ106 страницDel 2 Slides EDI For Supply Chain Collaboration in The Automotive Industry V2 3Long HàОценок пока нет
- MV5 ZE 301 XL English PDFДокумент16 страницMV5 ZE 301 XL English PDFErikas AbepaОценок пока нет
- Manual 4 2 6Документ70 страницManual 4 2 6inga-123Оценок пока нет
- TBarCodeOffice10 User Manual enДокумент58 страницTBarCodeOffice10 User Manual enRosalinda Hernandez SanchezОценок пока нет
- How To Print Barcodes That Are Not Supported by SAP Using SmartformsДокумент12 страницHow To Print Barcodes That Are Not Supported by SAP Using SmartformsRicky Das100% (1)
- MV5 ZE 301 XL English PDFДокумент16 страницMV5 ZE 301 XL English PDFErikas AbepaОценок пока нет
- User Manual For Implementation of GS1 Barcodes On Medicines-DrugsДокумент8 страницUser Manual For Implementation of GS1 Barcodes On Medicines-DrugsDholakiaОценок пока нет
- GS1 DataMatrix Introduction & Technical OverviewДокумент76 страницGS1 DataMatrix Introduction & Technical OverviewTeknomatica SrlОценок пока нет
- Packing and Packaging Management Project ReportДокумент32 страницыPacking and Packaging Management Project ReportBharath MBОценок пока нет
- BMS-0000007 Rev 8 Part Labeling SpecificationДокумент12 страницBMS-0000007 Rev 8 Part Labeling SpecificationLaszlo EdesОценок пока нет