Вам также может понравиться
- Montante B SeatДокумент13 страницMontante B SeatLarissaОценок пока нет
- Documentos Automocion Concepto 02 03 Xavier AgustinДокумент20 страницDocumentos Automocion Concepto 02 03 Xavier AgustinLarissaОценок пока нет
- PFC Marta Perez RodriguezДокумент321 страницаPFC Marta Perez RodriguezOscar Moreno100% (1)
- Fracturas en Motores DieselДокумент88 страницFracturas en Motores DieselLarissa100% (1)
- Compania Pesquera Del Pacifico Centro SДокумент16 страницCompania Pesquera Del Pacifico Centro SLarissaОценок пока нет
- Curvas de BombaДокумент5 страницCurvas de BombaLarissaОценок пока нет
- Diseño de MezcladoraДокумент7 страницDiseño de MezcladoraLarissaОценок пока нет
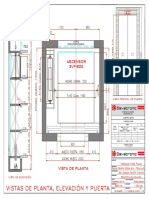
- Ascensor Panoramico 3vf-800 (10 Pasajeros) Con Cuarto de Máquina - 1 Estructura Metálica Bloque CДокумент1 страницаAscensor Panoramico 3vf-800 (10 Pasajeros) Con Cuarto de Máquina - 1 Estructura Metálica Bloque CLarissaОценок пока нет
- Diseño de Una Maquina Picadora-MoledoraДокумент82 страницыDiseño de Una Maquina Picadora-MoledoraLarissa100% (2)
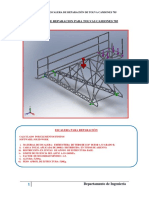
- Calculo Escalera para Reparacion de Tolva Camiones 785Документ3 страницыCalculo Escalera para Reparacion de Tolva Camiones 785LarissaОценок пока нет
- Aw de Los Alimentos y Ajuste de Isotermas de SorcionДокумент20 страницAw de Los Alimentos y Ajuste de Isotermas de SorcionChrystian ParedesОценок пока нет
- Informe de Geologia de Identificacion de Rocas en El Laboratorio y Primera VisitaДокумент26 страницInforme de Geologia de Identificacion de Rocas en El Laboratorio y Primera Visitajhonatanfrank100% (1)
- 1c.EVOLUCION DE LOS SKARNS EN EL TIEMPO Y ESPACIOДокумент31 страница1c.EVOLUCION DE LOS SKARNS EN EL TIEMPO Y ESPACIOdavzulueta100% (1)
- Dispositivo para Fresar en TornoДокумент218 страницDispositivo para Fresar en TornoJuan Carlos Chaleal GarcíaОценок пока нет
- El ElectroscopioДокумент8 страницEl ElectroscopioFelipe Chavez CortesОценок пока нет
- Actividad 2 Dimensionamiento de Un Lavador VenturiДокумент10 страницActividad 2 Dimensionamiento de Un Lavador VenturiDany BocanegraОценок пока нет
- Soluciones Quim.Документ13 страницSoluciones Quim.Gloria SánchezОценок пока нет
- IgnimbritasДокумент2 страницыIgnimbritasNicolas AlejandroОценок пока нет
- Planta de Tratamiento Del MercurioДокумент5 страницPlanta de Tratamiento Del MercurioVictor Hugo Flores100% (2)
- Pts Procedimiento Uso de DesinfectantesДокумент63 страницыPts Procedimiento Uso de DesinfectantesSoraya ContrerasОценок пока нет
- Análisis InstrumentalДокумент7 страницAnálisis InstrumentalLuz CortésОценок пока нет
- Calentador SolarДокумент15 страницCalentador Solaralbeiro rojas avellanedaОценок пока нет
- Corregidos Trabajo Práctico #1 - Unidades, BalancesДокумент2 страницыCorregidos Trabajo Práctico #1 - Unidades, BalancesNicoGutierrez0% (1)
- Guia Problemas Rtac 2018033153Документ9 страницGuia Problemas Rtac 2018033153Caballero Quiroz ReynaldoОценок пока нет
- Características de Las Plumas de Las ChimeneasДокумент10 страницCaracterísticas de Las Plumas de Las ChimeneasAndy K.Оценок пока нет
- Alcalinidad DRДокумент8 страницAlcalinidad DRErick Michael GarciaОценок пока нет
- Sol Tema 1Документ19 страницSol Tema 1leire100% (1)
- Guia Teorica Practica de Problemas y Ejercicios de Quimica OrganicaДокумент152 страницыGuia Teorica Practica de Problemas y Ejercicios de Quimica OrganicaYelitza ORTEGANO0% (2)
- Valvulas de Alivio SEMINARIOДокумент148 страницValvulas de Alivio SEMINARIObgdaniel07100% (3)
- FisicaДокумент26 страницFisicawalterОценок пока нет
- MC - Sem 02 - Ses 04 - Tabla PeriódicaДокумент5 страницMC - Sem 02 - Ses 04 - Tabla PeriódicaJulio SurfОценок пока нет
- 5546iuxДокумент7 страниц5546iuxKaylam Salazar LópezОценок пока нет
- Practica 9.solucionesДокумент3 страницыPractica 9.solucionesAlonzo Silva Santisteban PiedraОценок пока нет
- Introduccion Perforacion de HidrocarburoДокумент186 страницIntroduccion Perforacion de HidrocarburoEnrique RabanalОценок пока нет
- Examiensprueba2 PDFДокумент6 страницExamiensprueba2 PDFEdison SarmientoОценок пока нет
- Longitud de OndaДокумент4 страницыLongitud de OndaNoElia CaBreraОценок пока нет
- Formato de Evidencias (PIA)Документ66 страницFormato de Evidencias (PIA)MarcelochdzОценок пока нет
- Reacciones de Ácidos Carboxílicos y DerivadosДокумент8 страницReacciones de Ácidos Carboxílicos y DerivadosOsnayder Vilardy VarelaОценок пока нет
- Conceptos de Termodinamica-1Документ3 страницыConceptos de Termodinamica-1Rommel Roel Risco RoseroОценок пока нет
- Practica No. 8 (Carta Psicometrica)Документ10 страницPractica No. 8 (Carta Psicometrica)Alexis Muñoz100% (1)