Вам также может понравиться
- TDS Loctite 222Документ4 страницыTDS Loctite 222Noe ReynaОценок пока нет
- 277 EsДокумент4 страницы277 EsMIRIAM MARTHA BASALDO BUENAVENTURAОценок пока нет
- 242 EsДокумент4 страницы242 EsMIRIAM MARTHA BASALDO BUENAVENTURAОценок пока нет
- Acelcret 202Документ2 страницыAcelcret 202Daniel RabascallОценок пока нет
- Loctite 243Документ3 страницыLoctite 243Francisco RomanОценок пока нет
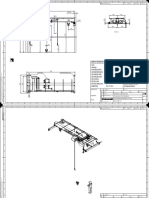
- Sur E212 Ge 00 LD 001 0Документ4 страницыSur E212 Ge 00 LD 001 0Ana NarukoОценок пока нет
- MTR Reac Es 01-01-0001Документ4 страницыMTR Reac Es 01-01-0001Julio Renhe GarciaОценок пока нет
- Loctite 272Документ3 страницыLoctite 272CESAR CHAVEZОценок пока нет
- Data Sheet A330 + SF7387Документ3 страницыData Sheet A330 + SF7387Marcos ManzanoОценок пока нет
- Master EquiposДокумент1 страницаMaster EquiposHO JhonОценок пока нет
- LOCTITE 574 Es - ESДокумент3 страницыLOCTITE 574 Es - ESMario Luis TarelliОценок пока нет
- Ficha 12 Estándar de Manejo de Cilindros de Gas de Uso IndustrialДокумент1 страницаFicha 12 Estándar de Manejo de Cilindros de Gas de Uso IndustrialClaudio MontecinosОценок пока нет
- PLASTITEK FICHA TECNICA Baja - 02Документ4 страницыPLASTITEK FICHA TECNICA Baja - 02IDEA S INTEGRALESОценок пока нет
- PLASTITEK FICHA TECNICA Baja - 02 - PLASTITEK-FICHA-TECNICA-baja - 02Документ4 страницыPLASTITEK FICHA TECNICA Baja - 02 - PLASTITEK-FICHA-TECNICA-baja - 02jenniferОценок пока нет
- GenlДокумент36 страницGenlSam SamОценок пока нет
- 278 EsДокумент3 страницы278 EsRodrigo Hernández AbarzúaОценок пока нет
- Ficha Tecnica 263 LoctiteДокумент4 страницыFicha Tecnica 263 LoctiteDenis CotrinaОценок пока нет
- Evaluacion OkДокумент1 страницаEvaluacion OkGRUPO D&P SASОценок пока нет
- 12-30 Programa de Procedimiento de Auditoría (Activos Fijos) - Evidencia de AuditoríaДокумент8 страниц12-30 Programa de Procedimiento de Auditoría (Activos Fijos) - Evidencia de AuditoríaAgropecuaria Campo asisОценок пока нет
- LOCTITE 222 Es - ESДокумент3 страницыLOCTITE 222 Es - ESHéctor SánchezОценок пока нет
- MIN.250 7500 MIN.250: 10t KonecranesДокумент2 страницыMIN.250 7500 MIN.250: 10t Konecranesjimg05Оценок пока нет
- ON D1120 Cuchilla DesmalezadoraДокумент1 страницаON D1120 Cuchilla DesmalezadoraEugenia LorenzatiОценок пока нет
- LOCTITE 542 Es - ESДокумент4 страницыLOCTITE 542 Es - ESMarcosGG250Оценок пока нет
- Parcela de módulo demostrativa 2500m2Документ1 страницаParcela de módulo demostrativa 2500m2RICARDO HINOSTROZA TELLOОценок пока нет
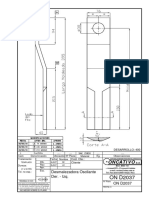
- ON D2037 Cuchilla OscilanteДокумент1 страницаON D2037 Cuchilla OscilanteEugenia LorenzatiОценок пока нет
- Fib Rin TimerДокумент2 страницыFib Rin TimerDaniel RodriguezОценок пока нет
- Ingeniería DLCH V01Документ6 страницIngeniería DLCH V01Nicolas KingОценок пока нет
- k45 Minicolumnas Columnas EsquemaДокумент2 страницыk45 Minicolumnas Columnas EsquemaVicente ManuelОценок пока нет
- Catalogo Productos 2023Документ8 страницCatalogo Productos 2023aaaaaОценок пока нет
- Manual Instalacio-N Ternium MultypanelДокумент71 страницаManual Instalacio-N Ternium MultypanelBrayan Francisco100% (1)
- Planos Torre Entel Itai-scz-Detalles ConstructivosДокумент1 страницаPlanos Torre Entel Itai-scz-Detalles ConstructivosIvan GuerreroОценок пока нет
- El Recurso de Nulidad - Astudillo PDFДокумент326 страницEl Recurso de Nulidad - Astudillo PDFSebastian OpitzОценок пока нет
- Hidraulico Sanitario PRE PDFДокумент1 страницаHidraulico Sanitario PRE PDFFernando Peña TorresОценок пока нет
- Conectores Grapas y Herrajes de DistribucionДокумент12 страницConectores Grapas y Herrajes de DistribucionEduardo Antonio Juarez CarreonОценок пока нет
- SICON Masilla PLYROCKДокумент3 страницыSICON Masilla PLYROCKCristobal GuevaraОценок пока нет
- Ficha Malla CercasPro PerimetralДокумент2 страницыFicha Malla CercasPro PerimetralAvs CrОценок пока нет
- Detalle Lateral Cercha Techo MetalicoДокумент1 страницаDetalle Lateral Cercha Techo MetalicolamcicОценок пока нет
- Exntensión Boom DS311Документ3 страницыExntensión Boom DS311juan ruedaОценок пока нет
- Guia Metal MecanicaДокумент13 страницGuia Metal MecanicaIsma MОценок пока нет
- Hoja de Datos Técnicos Producto 262Документ2 страницыHoja de Datos Técnicos Producto 262Fabio ParceroОценок пока нет
- R481609421 - RPC Da 032 0080 14 1 2 Bas - 195333559Документ4 страницыR481609421 - RPC Da 032 0080 14 1 2 Bas - 195333559Jose BozziОценок пока нет
- Anexo IДокумент2 страницыAnexo Idavidgomezdelatorre1104Оценок пока нет
- Formato AmefДокумент1 страницаFormato AmefJonathan GuerraОценок пока нет
- Là ¡mina 33Документ1 страницаLà ¡mina 33h2bxpg2zqvОценок пока нет
- 2 51961 1 PDFДокумент4 страницы2 51961 1 PDFCesar SanchezОценок пока нет
- Carta Psicometrica S InglesДокумент1 страницаCarta Psicometrica S Ingleswuanger nuñezОценок пока нет
- Formulas para producir vidrio artesanalДокумент11 страницFormulas para producir vidrio artesanalSubadОценок пока нет
- Cercas Pro UrbanaДокумент2 страницыCercas Pro UrbanaMario Arturo Andres Alarcon CastroОценок пока нет
- SM - 3828JL8098G (Better)Документ44 страницыSM - 3828JL8098G (Better)Cesar Calderon GrОценок пока нет
- Anexo 9.1 Planos de Componentes Aprobados 29012018Документ12 страницAnexo 9.1 Planos de Componentes Aprobados 29012018Sebas MoraОценок пока нет
- Cortes DulceДокумент1 страницаCortes Dulcetomas sotoОценок пока нет
- 04 Mapa Geomorfologico A11 CaranaviДокумент1 страница04 Mapa Geomorfologico A11 CaranavitorrezmaddoxОценок пока нет
- Ficha Tecnica Lamina p7Документ2 страницыFicha Tecnica Lamina p7Albert Estrada RosasОценок пока нет
- 15 Ficha Tecnica WDA R3 UnlockedДокумент2 страницы15 Ficha Tecnica WDA R3 Unlockedasej73Оценок пока нет
- Keracem Eco Pronto 2019 (Es-Export Es) IIДокумент3 страницыKeracem Eco Pronto 2019 (Es-Export Es) IIalaitz OrtizОценок пока нет
- Guia BebidasДокумент13 страницGuia BebidasEfereutrio SolariotoОценок пока нет
- Claraboya-Final2 C1Документ1 страницаClaraboya-Final2 C1NEPER S.A.Оценок пока нет
- Mswv80max CecoelДокумент6 страницMswv80max CecoelEber.CVОценок пока нет
- Nefa 921 PDFДокумент1 страницаNefa 921 PDFDario GomezОценок пока нет
- Mecanica de Yacimientos - 03Документ173 страницыMecanica de Yacimientos - 03evelyskonovyc1076100% (1)
- Análisis moderno de presiones de pozosДокумент425 страницAnálisis moderno de presiones de pozosjuancho101375% (4)
- Iso 17799Документ179 страницIso 17799navired100% (2)
- NMX-EE-127-1981-clavadoДокумент10 страницNMX-EE-127-1981-clavadoAdam GordonОценок пока нет
- Ficha Técnica - EX-BNS 303-12z-2187-3G - D 10,0M - 101209149 - Eclass 27272402 27-27-24-02Документ5 страницFicha Técnica - EX-BNS 303-12z-2187-3G - D 10,0M - 101209149 - Eclass 27272402 27-27-24-02Adam GordonОценок пока нет
- 01 Calordetierra PDFДокумент10 страниц01 Calordetierra PDFEdgardo TaboraОценок пока нет
- ESA+FSA Guia - Juntas y Bridas - EspanolДокумент54 страницыESA+FSA Guia - Juntas y Bridas - EspanolunfalsoimpostorОценок пока нет
- Resumen Derecho Aeronáutico y EspacialДокумент8 страницResumen Derecho Aeronáutico y EspacialAdam GordonОценок пока нет
- Algunas Normas de TornilloДокумент2 страницыAlgunas Normas de TornilloAdam GordonОценок пока нет
- Uniones soldadas: procesos y representaciónДокумент14 страницUniones soldadas: procesos y representaciónAdam GordonОценок пока нет
- Espina Elastica Din-1481Документ3 страницыEspina Elastica Din-1481capellini2010Оценок пока нет
- MW s6Документ2 страницыMW s6the lookОценок пока нет
- Convenio Tokyo 1963Документ5 страницConvenio Tokyo 1963Marcelo Noé PersiaОценок пока нет
- Guia Aceros InoxidablesДокумент32 страницыGuia Aceros Inoxidablesvldmrd2Оценок пока нет
- 06 Teoria de LaminadoДокумент29 страниц06 Teoria de LaminadoAdam GordonОценок пока нет
- Roscas API LP y EUEДокумент2 страницыRoscas API LP y EUEAdam GordonОценок пока нет
- BOSCH2AДокумент7 страницBOSCH2AAdam GordonОценок пока нет
- Loctite 7471Документ2 страницыLoctite 7471Adam GordonОценок пока нет
- Esparragos para Fundición y Acero DIN 938Документ3 страницыEsparragos para Fundición y Acero DIN 938Adam Gordon100% (1)
- Esparragos para Aleación de Aluminio DIN 940Документ2 страницыEsparragos para Aleación de Aluminio DIN 940Adam GordonОценок пока нет
- BombaДокумент2 страницыBombaAdam GordonОценок пока нет
- T U E R C A S Relación de Normas y UsosДокумент2 страницыT U E R C A S Relación de Normas y UsosAdam GordonОценок пока нет
- Tuerca Metrica Paso Fino DIN934Документ1 страницаTuerca Metrica Paso Fino DIN934Adam GordonОценок пока нет
- Estruturas Impacto EspañaДокумент15 страницEstruturas Impacto EspañaFranGymGymОценок пока нет
- PCP FolletoДокумент2 страницыPCP FolletoAdam GordonОценок пока нет
- Tuercas DIN985Документ1 страницаTuercas DIN985Adam GordonОценок пока нет
- Normas IramДокумент146 страницNormas IramMoira Karin60% (5)
- O7141Документ5 страницO7141Adam GordonОценок пока нет
- Algunas Normas de TornilloДокумент2 страницыAlgunas Normas de TornilloAdam GordonОценок пока нет
- Relaciones Individuales de TrabajoДокумент16 страницRelaciones Individuales de TrabajoRaggem Zierrita BuchanansОценок пока нет
- Calidad transporte públicoДокумент40 страницCalidad transporte públicoYessi AfloОценок пока нет
- MSDS Sulfato de Cobalto HeptahidratadoДокумент5 страницMSDS Sulfato de Cobalto HeptahidratadoDamiano CerdaОценок пока нет
- Elementos de Máquinas - 1Документ41 страницаElementos de Máquinas - 1Angel colque guzmanОценок пока нет
- Sistema de TransmisionДокумент11 страницSistema de TransmisionByron Adrian Clavijo100% (1)
- PRESENTACION Webinar06Документ34 страницыPRESENTACION Webinar06Ing Mantenimiento UnoОценок пока нет
- Cervezas artesanales únicasДокумент9 страницCervezas artesanales únicasKaren Lizeth Ortiz EscobarОценок пока нет
- Caso Práctico PpdaДокумент6 страницCaso Práctico PpdaMarlon Misael TananОценок пока нет
- Titulacion Individual o ColectivaДокумент19 страницTitulacion Individual o ColectivamarcelogarciamonrroyОценок пока нет
- AudiДокумент6 страницAudiIván DamiánОценок пока нет
- Área y Perímetro Del Cuadrado y El Rectángulo EJERCICIOS 3Документ2 страницыÁrea y Perímetro Del Cuadrado y El Rectángulo EJERCICIOS 3Maikol Rojas AriasОценок пока нет
- Ordenanza de Promocion de La Construccion de Edificios Soste Ordenanza No 595 Mss 1775192 1Документ5 страницOrdenanza de Promocion de La Construccion de Edificios Soste Ordenanza No 595 Mss 1775192 1Jhon GomezОценок пока нет
- CNC PEMEX-EST-0204-02-2016 Rev 0Документ48 страницCNC PEMEX-EST-0204-02-2016 Rev 0hectornoniОценок пока нет
- DP 900 Prueba Modulo 01 ResultadosДокумент5 страницDP 900 Prueba Modulo 01 ResultadoscamiloОценок пока нет
- Tarea 8 de Gestion de Conflictos y MedicionДокумент5 страницTarea 8 de Gestion de Conflictos y MedicionIlbania DE JesusОценок пока нет
- LPR Pastillas PDFДокумент308 страницLPR Pastillas PDFGus VОценок пока нет
- Evolucion de La Productividad en MexicoДокумент11 страницEvolucion de La Productividad en MexicoObed PGОценок пока нет
- ACREDITACIONДокумент22 страницыACREDITACIONAtzin Flores UzedaОценок пока нет
- ExamenResistenciaMaterialesUNATrujilloДокумент11 страницExamenResistenciaMaterialesUNATrujilloJOHANAN ALEJANDRO SEVILLANO HAROОценок пока нет
- Proceso Administrativo 4 EtapasДокумент4 страницыProceso Administrativo 4 EtapasFERNANDO DEL JESUS TREJO UCOОценок пока нет
- CP Hola AméricaДокумент2 страницыCP Hola Américafzes2xpgОценок пока нет
- Tipos de empresas en Perú para la construcciónДокумент19 страницTipos de empresas en Perú para la construcciónRosa RodríguezОценок пока нет
- Caso Real de Innovación EcofloraДокумент21 страницаCaso Real de Innovación EcofloraÓSCAR ÁNGEL100% (1)
- Colonialismo en Asia y ÁfricaДокумент11 страницColonialismo en Asia y ÁfricaLuciana MojicaОценок пока нет
- Teoria de La Conduccion Actividad 7 PDFДокумент5 страницTeoria de La Conduccion Actividad 7 PDFRonald Josue Cruz VelezОценок пока нет
- Tema 2Документ8 страницTema 2TatiОценок пока нет
- Reentrada A Pozos Cerrados y Abandonados 1 2Документ36 страницReentrada A Pozos Cerrados y Abandonados 1 2FelipeMendoza100% (1)
- Cuaderno Mapa de EmpatíaДокумент5 страницCuaderno Mapa de EmpatíaVictor FernandezОценок пока нет
- Solucion. - Tarea 2 Balance de Materia y Energía. Seccion 04 2014-2015Документ6 страницSolucion. - Tarea 2 Balance de Materia y Energía. Seccion 04 2014-2015JMGH80% (20)
- Informe Previo Estudio Fitflow Peru SRL - Ermo Morro SolarДокумент3 страницыInforme Previo Estudio Fitflow Peru SRL - Ermo Morro SolarFrank Prieto TejadaОценок пока нет