Вам также может понравиться
- Rulefinder Version 9.21 (January 2014) - Lloyd's Register Rules and Regulations - Section 2Документ9 страницRulefinder Version 9.21 (January 2014) - Lloyd's Register Rules and Regulations - Section 2Walter TrajadaОценок пока нет
- INSPECTOR M200 Operation Manual EnglishДокумент24 страницыINSPECTOR M200 Operation Manual EnglishWalter TrajadaОценок пока нет
- Sample PMI ResultsДокумент15 страницSample PMI ResultsWalter TrajadaОценок пока нет
- Lifting Gear Inspection & MaintenanceДокумент15 страницLifting Gear Inspection & MaintenanceAnis Kacem100% (1)
- MS 5800 EN 201803 Web PDFДокумент5 страницMS 5800 EN 201803 Web PDFWalter TrajadaОценок пока нет
- UT of Thermite WeldingДокумент16 страницUT of Thermite WeldingWalter TrajadaОценок пока нет
- Astm E2375Документ24 страницыAstm E2375unknown1711100% (1)
- Safe LiftingДокумент22 страницыSafe LiftingMahmoud Abdallah67% (3)
- Bond Testing Babbitt-Lined Bearings StandardДокумент19 страницBond Testing Babbitt-Lined Bearings StandardShawn BirdОценок пока нет
- Hardness Test Procedure PDFДокумент8 страницHardness Test Procedure PDFTim Joseph Alvaro83% (6)
- A956-12 Standard Test Method For Leeb Hardness Testing of Steel ProductsДокумент12 страницA956-12 Standard Test Method For Leeb Hardness Testing of Steel ProductsWalter TrajadaОценок пока нет
- TSWR Sling Inspection ReportДокумент1 страницаTSWR Sling Inspection ReportWalter TrajadaОценок пока нет
- For Mpi Test: Elence Marine & Industrial CorpДокумент1 страницаFor Mpi Test: Elence Marine & Industrial CorpWalter TrajadaОценок пока нет
- Guidelines DO16Документ77 страницGuidelines DO16Marlo ChicaОценок пока нет
- MultiView 6.1 EN 201204 PDFДокумент12 страницMultiView 6.1 EN 201204 PDFquyettd0706100% (1)
- Brochure Confined Space PDFДокумент29 страницBrochure Confined Space PDFWalter TrajadaОценок пока нет
- MS5800 FootSwitch - en PDFДокумент2 страницыMS5800 FootSwitch - en PDFWalter TrajadaОценок пока нет
- Berthold PDFДокумент1 страницаBerthold PDFWalter TrajadaОценок пока нет
- Specs - Steel Pipe For Water TransmissionДокумент36 страницSpecs - Steel Pipe For Water TransmissionWalter Trajada100% (2)
- Niton XL3t GOLDD+ Spec Sheet 2011jan26 PDFДокумент2 страницыNiton XL3t GOLDD+ Spec Sheet 2011jan26 PDFWalter TrajadaОценок пока нет
- WSO BOSH Course ActivitiesДокумент4 страницыWSO BOSH Course ActivitiesWalter TrajadaОценок пока нет
- Thermo Scientific Niton XL2 XRF Analyzer: The Practical Solution From The Pioneer in Handheld XRF InstrumentationДокумент2 страницыThermo Scientific Niton XL2 XRF Analyzer: The Practical Solution From The Pioneer in Handheld XRF InstrumentationWalter TrajadaОценок пока нет
- Borescope Sample Report PDFДокумент14 страницBorescope Sample Report PDFWalter TrajadaОценок пока нет
- Ig1-Confined Space EntryДокумент32 страницыIg1-Confined Space EntryWalter TrajadaОценок пока нет
- 25 Ways To Talk So Children Will ListenДокумент4 страницы25 Ways To Talk So Children Will ListenWalter TrajadaОценок пока нет
- Borescope Sample Report PDFДокумент14 страницBorescope Sample Report PDFWalter TrajadaОценок пока нет
- ASTM Compass G ListДокумент6 страницASTM Compass G ListWalter Trajada100% (1)
- Borescope Sample Report PDFДокумент14 страницBorescope Sample Report PDFWalter TrajadaОценок пока нет
- PAUTДокумент7 страницPAUTDeepakОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5784)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- E-Tender Nava Sihora Ta-DesarДокумент49 страницE-Tender Nava Sihora Ta-DesarKaranjit SigotОценок пока нет
- Granpac Catalog Trem 2006Документ35 страницGranpac Catalog Trem 2006lycannoctus5592Оценок пока нет
- Steel Plate No 1Документ3 страницыSteel Plate No 1Hannah EsmaelОценок пока нет
- Analysis Flange: Design ConditionsДокумент35 страницAnalysis Flange: Design ConditionsahmadОценок пока нет
- QuillsДокумент4 страницыQuillsajostosОценок пока нет
- Spirax Sarco Clean Steam FilterДокумент6 страницSpirax Sarco Clean Steam FilterMuhammad Ahsan KhanОценок пока нет
- Process Piping and Appurtenances - MSTДокумент42 страницыProcess Piping and Appurtenances - MSTwafikmh4Оценок пока нет
- SAIC-L-2136 Rev 0Документ3 страницыSAIC-L-2136 Rev 0philipyapОценок пока нет
- Armstrong Plate and FramesДокумент6 страницArmstrong Plate and FramesbenОценок пока нет
- Fabricating A FlypressДокумент4 страницыFabricating A FlypressNebojsa IlijevicОценок пока нет
- Walworth Cast Steel Catalog 2012 1 PDFДокумент0 страницWalworth Cast Steel Catalog 2012 1 PDFrambo1978Оценок пока нет
- Yanbu-Project Procedure Manual PDFДокумент793 страницыYanbu-Project Procedure Manual PDFumesh100% (3)
- 09 0731 00Документ2 страницы09 0731 00JonathanDavidDeLosSantosAdornoОценок пока нет
- Dimensi Pompa DESMIДокумент8 страницDimensi Pompa DESMIDeddyОценок пока нет
- TF1 - 2M90 - 220106 - 5 - General Arrangement Drawing - A1Документ45 страницTF1 - 2M90 - 220106 - 5 - General Arrangement Drawing - A1nguyen duy thanhОценок пока нет
- Heat Exchanger InspectionДокумент11 страницHeat Exchanger InspectionVivek Bhangale100% (1)
- Classe de Matériel Tuyauterie 150CP11: 6117-XH-SL-STC-2/3Документ17 страницClasse de Matériel Tuyauterie 150CP11: 6117-XH-SL-STC-2/3Guillaume de PluviéОценок пока нет
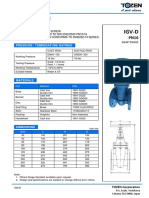
- IGV-D (Group) (V0418) - RevisedДокумент1 страницаIGV-D (Group) (V0418) - Revisedismi iqhwan ihsanОценок пока нет
- Material and Equipment Standard: IPS-M-ME-206Документ30 страницMaterial and Equipment Standard: IPS-M-ME-206RezaОценок пока нет
- GWC Valve International by Dave MeadorДокумент8 страницGWC Valve International by Dave MeadorGWC Valve InternationalОценок пока нет
- SOPДокумент2 страницыSOPwingwiryawanОценок пока нет
- 13-Ref List Phoceenne Rev.1 (2010-2017)Документ25 страниц13-Ref List Phoceenne Rev.1 (2010-2017)Jawad BasraОценок пока нет
- Centrifugal pump data sheetДокумент4 страницыCentrifugal pump data sheetMohammed Anwer100% (1)
- Iom TSKSДокумент12 страницIom TSKSTakbir2011Оценок пока нет
- Service Parts List From YORK (RWBII)Документ56 страницService Parts List From YORK (RWBII)Le Thanh Hai75% (4)
- Specification For Carbon Steel Forgings, For General-Purpose PipingДокумент4 страницыSpecification For Carbon Steel Forgings, For General-Purpose PipingezequieltoniОценок пока нет
- Char-Lynn (Eaton) - 158-2925-001 - Motion IndustriesДокумент2 страницыChar-Lynn (Eaton) - 158-2925-001 - Motion Industriesgeovane cardosoОценок пока нет
- Bolts PreloadДокумент5 страницBolts Preloadmanoj983@gmail.comОценок пока нет
- Global Standards Used Locally Worldwide ISO-CEN-APIДокумент14 страницGlobal Standards Used Locally Worldwide ISO-CEN-APIkresimir.mikoc9765Оценок пока нет
- PAUT Solution For Flange-Pipe WeldДокумент25 страницPAUT Solution For Flange-Pipe WeldAbderrahmane79Оценок пока нет