Вам также может понравиться
- Hassan Plant Maintenance Engineer-1Документ1 страницаHassan Plant Maintenance Engineer-1Strategic ThinkingОценок пока нет
- Effect of University Parking Lot Layouts on Environmental NoiseДокумент6 страницEffect of University Parking Lot Layouts on Environmental NoiseSuzan Abed HassanОценок пока нет
- Parker O RingДокумент0 страницParker O RingRazvan C GoranОценок пока нет
- Cross Belt Analyzer Technical Agenda Study v1Документ103 страницыCross Belt Analyzer Technical Agenda Study v1abesОценок пока нет
- PDFДокумент8 страницPDFmsmsoft90Оценок пока нет
- Sultan Laram 2009CVДокумент5 страницSultan Laram 2009CVSultan LaramОценок пока нет
- Oring Guide Europe Ord 5712ukДокумент0 страницOring Guide Europe Ord 5712ukramchandra rao deshpandeОценок пока нет
- ZAF PicklingДокумент51 страницаZAF PicklingAldo GiacheroОценок пока нет
- DownloadДокумент46 страницDownloadFabrice SAVOLDELLIОценок пока нет
- EPC Execution of Borealis Ethane Tank Project TGE enДокумент20 страницEPC Execution of Borealis Ethane Tank Project TGE enLEEОценок пока нет
- Petrochemicals Project ReferencesДокумент62 страницыPetrochemicals Project ReferencesGurnam SinghОценок пока нет
- Oxygen From Air by Pressure Swing Adsorption PDFДокумент162 страницыOxygen From Air by Pressure Swing Adsorption PDFkalai0% (1)
- Synopsis: On The Proposed TopicДокумент8 страницSynopsis: On The Proposed TopiccrystalОценок пока нет
- Corrosion EngineerДокумент3 страницыCorrosion EngineerwashieОценок пока нет
- Jowy P Deauna Updated CV 2022Документ4 страницыJowy P Deauna Updated CV 2022Reychelle Ann Quinto RodriguezОценок пока нет
- LPG Plants Retrofit 2Документ26 страницLPG Plants Retrofit 2nasir_engrОценок пока нет
- Brochure (EN) - Röhm's Expertise For Tailormade HCN SolutionsДокумент7 страницBrochure (EN) - Röhm's Expertise For Tailormade HCN SolutionsJayakumar AОценок пока нет
- CORDIS Project 283216 FRДокумент4 страницыCORDIS Project 283216 FRBoris Van CyrulnikОценок пока нет
- ABAN MOPU - KFELS Technical Execution Plan - 18 June 2018Документ97 страницABAN MOPU - KFELS Technical Execution Plan - 18 June 2018ANIL KUMAR100% (2)
- Desing: Work Is Worship 7 Submitted byДокумент5 страницDesing: Work Is Worship 7 Submitted byVasu ThakurОценок пока нет
- Design, Testing, and Field Experience of A High-Pressure Natural Gas Reinjection CompressorДокумент16 страницDesign, Testing, and Field Experience of A High-Pressure Natural Gas Reinjection CompressorBa1313yОценок пока нет
- PSA User Meet - JaipurДокумент2 страницыPSA User Meet - JaipurPinjala AnoopОценок пока нет
- Story of An HRS Sulfuric Acid UnitДокумент6 страницStory of An HRS Sulfuric Acid Unitpavijaya100% (1)
- P Prro Od Du Uc Ctts S: Supplying Superior Instrumentation Fittings & ValvesДокумент1 страницаP Prro Od Du Uc Ctts S: Supplying Superior Instrumentation Fittings & ValveskrishnakumarsistОценок пока нет
- Presentation Terwingo Sodetal AWT Project - Copie PDFДокумент5 страницPresentation Terwingo Sodetal AWT Project - Copie PDFlozeОценок пока нет
- CV Summary for Process Engineer RoleДокумент2 страницыCV Summary for Process Engineer Rolerameshkarthik810Оценок пока нет
- DenEB Prez 2023Документ29 страницDenEB Prez 2023Projects PNGОценок пока нет
- Information Required To Be Submitted Prior To The AuditДокумент20 страницInformation Required To Be Submitted Prior To The AuditAnkur DhirОценок пока нет
- JPT SpeДокумент140 страницJPT SpeZenga Harsya PrakarsaОценок пока нет
- Curriclam Vitae Raju KCДокумент5 страницCurriclam Vitae Raju KCRaju K.C.Оценок пока нет
- Standard Operationg Procedure For Grouting For All Type of FoundationsДокумент5 страницStandard Operationg Procedure For Grouting For All Type of FoundationsBhargav BbvsОценок пока нет
- AspenTech's Solutions For Engineering Design and ConstructionДокумент13 страницAspenTech's Solutions For Engineering Design and Constructionluthfi.kОценок пока нет
- Berger Paints - India's 2nd Largest Paint CompanyДокумент22 страницыBerger Paints - India's 2nd Largest Paint CompanyAkhil Narain BahadurОценок пока нет
- S SBRДокумент7 страницS SBRGwee YongkuanОценок пока нет
- South Tunisian Gas Project ProposalДокумент13 страницSouth Tunisian Gas Project ProposalHakim AbdelkarimОценок пока нет
- 01 Filtrex-Cat - GenДокумент13 страниц01 Filtrex-Cat - Geneino6622Оценок пока нет
- 00048895field Foam Applications in Enhanced Oil Recovery ProjectsScreening and Design AspectsДокумент15 страниц00048895field Foam Applications in Enhanced Oil Recovery ProjectsScreening and Design AspectsAndrés Eduardo Guzmán VelásquezОценок пока нет
- General Procedure For Steam Blowing of Steam SystemДокумент9 страницGeneral Procedure For Steam Blowing of Steam SystemBalasubramanian CОценок пока нет
- Hazop Sil Study Report For 6 Buy Back Gas PipelineДокумент32 страницыHazop Sil Study Report For 6 Buy Back Gas Pipelinealinor_tn100% (1)
- Fuel Injector Holes: (Fabrication of Micro-Orifices For Fuel Injectors)Документ23 страницыFuel Injector Holes: (Fabrication of Micro-Orifices For Fuel Injectors)DenisEcheverriОценок пока нет
- Atlas Copco GAP Driving Expander TechnologyДокумент32 страницыAtlas Copco GAP Driving Expander TechnologyAlfian FathonyОценок пока нет
- 4 PCCC3 6 Rigby PDFДокумент31 страница4 PCCC3 6 Rigby PDFNattapong PongbootОценок пока нет
- Tuv Rheinland Iatf 16949 Faq enДокумент3 страницыTuv Rheinland Iatf 16949 Faq enAmit DandageОценок пока нет
- IPIP PresentationДокумент16 страницIPIP Presentationvioflorex4Оценок пока нет
- Andrew Pravin - Field OperatorДокумент6 страницAndrew Pravin - Field OperatorVenkatesh VaradarajanОценок пока нет
- Ijaret: ©iaemeДокумент12 страницIjaret: ©iaemeIAEME PublicationОценок пока нет
- MTBE Tech - ENIДокумент64 страницыMTBE Tech - ENIparimal619Оценок пока нет
- Nawppl-Bims-Nppl-320-Pl-Pro-00002 - 000 - Pre-Test of Test Headers Procedure PDFДокумент29 страницNawppl-Bims-Nppl-320-Pl-Pro-00002 - 000 - Pre-Test of Test Headers Procedure PDFAhmed AbidОценок пока нет
- Process EngineerДокумент3 страницыProcess EngineerJowy DeaunaОценок пока нет
- Asset Integrity Management BrochureДокумент6 страницAsset Integrity Management BrochureSyed Mujtaba Ali BukhariОценок пока нет
- Linde AmmoniaДокумент47 страницLinde AmmoniaPranam BhumbarОценок пока нет
- SPE-188704-MS Coral South FLNG Technology From Screening To Real ApplicationДокумент11 страницSPE-188704-MS Coral South FLNG Technology From Screening To Real ApplicationLawrence MbahОценок пока нет
- Industrial Training Report On Plastic Moulding Industry (Roop Polymer)Документ21 страницаIndustrial Training Report On Plastic Moulding Industry (Roop Polymer)Suraj MauryaОценок пока нет
- Curriculum Vitae: Total Years of Experience - 12 YearsДокумент4 страницыCurriculum Vitae: Total Years of Experience - 12 YearsnandakumarОценок пока нет
- Naga CV - 19 Oct 2015Документ9 страницNaga CV - 19 Oct 2015reliableplacementОценок пока нет
- Life Cycle Assessment of Pipe Systems PDFДокумент2 страницыLife Cycle Assessment of Pipe Systems PDFMoery MrtОценок пока нет
- 2016 CCEM Summary GDI Vehicles Heeb Et AlДокумент3 страницы2016 CCEM Summary GDI Vehicles Heeb Et AlDiego Felices PeraltaОценок пока нет
- SPE 94432 Baselining and Reducing Air Emissions From An Offshore Drilling Contractor's PerspectiveДокумент3 страницыSPE 94432 Baselining and Reducing Air Emissions From An Offshore Drilling Contractor's Perspectivemsmsoft90Оценок пока нет
- Installation of Fire Protection System Pipes: 132/11KV GARDEN CITY SubstationДокумент14 страницInstallation of Fire Protection System Pipes: 132/11KV GARDEN CITY SubstationSaid Ahmed Salem100% (1)
- EPC PracticeДокумент4 страницыEPC PracticeSaid Ahmed SalemОценок пока нет
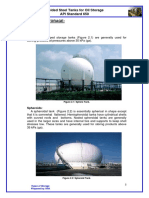
- Type of Storage Tanks PDFДокумент8 страницType of Storage Tanks PDFSaid Ahmed SalemОценок пока нет
- Effective Meeting Management For Projects PDFДокумент18 страницEffective Meeting Management For Projects PDFSaid Ahmed SalemОценок пока нет
- Effective Meeting Management For Projects PDFДокумент18 страницEffective Meeting Management For Projects PDFSaid Ahmed SalemОценок пока нет
- Dictionary of Oil Industry TerminologyДокумент79 страницDictionary of Oil Industry Terminologyniksharris100% (22)
- OGTConference 19nov13Документ20 страницOGTConference 19nov13Said Ahmed SalemОценок пока нет
- QC-1 2016 TranslatedДокумент4 страницыQC-1 2016 TranslatedSaid Ahmed SalemОценок пока нет
- 05 Chapt 5 PD Section 5.5 Process - ENG - FINAL - Oct 04Документ14 страниц05 Chapt 5 PD Section 5.5 Process - ENG - FINAL - Oct 04Sujith SekarОценок пока нет
- pressureProcedTest PDFДокумент7 страницpressureProcedTest PDFfaizal azizОценок пока нет
- 01 Introductiontoframework 101018053825 Phpapp01Документ52 страницы01 Introductiontoframework 101018053825 Phpapp01Uma KandukuriОценок пока нет
- Leak TestДокумент7 страницLeak TestSoner KulteОценок пока нет
- Glossary of Project Management PDFДокумент10 страницGlossary of Project Management PDFSaid Ahmed SalemОценок пока нет
- Suvidya Book1Документ113 страницSuvidya Book1amankodi50% (2)
- Leak TestДокумент7 страницLeak TestSoner KulteОценок пока нет
- 03 - Pipeline HydraulicsДокумент34 страницы03 - Pipeline Hydraulicsvb_pol@yahooОценок пока нет
- NG Industry Guide to Gas Conditioning, Processing & PropertiesДокумент171 страницаNG Industry Guide to Gas Conditioning, Processing & PropertiesSaid Ahmed SalemОценок пока нет
- PDFДокумент23 страницыPDFSaid Ahmed SalemОценок пока нет
- 17 - On-Bottom Stability PDFДокумент25 страниц17 - On-Bottom Stability PDFSaid Ahmed SalemОценок пока нет
- SeparatorДокумент25 страницSeparatortirsaawuyОценок пока нет
- 22Документ37 страниц22Satya kaliprasad vangaraОценок пока нет
- NGL Recovery Process Options ExplainedДокумент87 страницNGL Recovery Process Options Explainedrkumar_225Оценок пока нет
- 6th Central Pay Commission Salary CalculatorДокумент15 страниц6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Pipeline Soil InteractionДокумент19 страницPipeline Soil Interactionlama_fluidaОценок пока нет
- 20 - Offshore Construction - Part 1Документ27 страниц20 - Offshore Construction - Part 1Said Ahmed Salem100% (2)
- 10 - Mechanical Design - Local Buckling (External Overpressure) Part1Документ23 страницы10 - Mechanical Design - Local Buckling (External Overpressure) Part1vb_pol@yahooОценок пока нет
- 18 - Free Spanning PipelinesДокумент24 страницы18 - Free Spanning PipelinesMannattil Krishna Kumar100% (1)
- 16 - Bottom Roughness PDFДокумент20 страниц16 - Bottom Roughness PDFSatya kaliprasad vangaraОценок пока нет
- 12 - Mechanical Design - Combined Loads PDFДокумент16 страниц12 - Mechanical Design - Combined Loads PDFSaid Ahmed SalemОценок пока нет
- Media and Information Opportunities Challenges: EconomicsДокумент3 страницыMedia and Information Opportunities Challenges: Economicszariyah levisteОценок пока нет
- Chapter 1 - Historical AntecedentsДокумент32 страницыChapter 1 - Historical AntecedentsGlemarie Joy Unico EnriquezОценок пока нет
- BA427 Chapter 7Документ11 страницBA427 Chapter 7Maloloy-on, JeromeОценок пока нет
- Impact of Gadgets on Grade 12 Academic PerformanceДокумент4 страницыImpact of Gadgets on Grade 12 Academic PerformanceDindo HiocoОценок пока нет
- Metholodogies, Characteristics, Approaches of Qualitative and Quantitative ResearchДокумент9 страницMetholodogies, Characteristics, Approaches of Qualitative and Quantitative ResearchLea Victoria PronuevoОценок пока нет
- Approaches to Language TeachingДокумент3 страницыApproaches to Language TeachingLuisa BlancoОценок пока нет
- Improving Employee Wellness ProgramДокумент4 страницыImproving Employee Wellness ProgramanthagasОценок пока нет
- BUSINESS STATISTICS II PROJECT FinalДокумент11 страницBUSINESS STATISTICS II PROJECT FinalDinoОценок пока нет
- Empirical Software Engineering (SE-404) LAB A1-G1 Laboratory ManualДокумент29 страницEmpirical Software Engineering (SE-404) LAB A1-G1 Laboratory ManualAkash TyagiОценок пока нет
- 17322038Документ46 страниц17322038suciОценок пока нет
- Bresler, Design Criteria For Reinforced Concrete Columns Under Axial Load and Biaxial BendingДокумент10 страницBresler, Design Criteria For Reinforced Concrete Columns Under Axial Load and Biaxial BendingjulesjusayanОценок пока нет
- Key Staff CV: Command Area Development Consultants (Cadc) of Jalalpur Irrigation ProjectДокумент7 страницKey Staff CV: Command Area Development Consultants (Cadc) of Jalalpur Irrigation ProjectZain Nabi KhanОценок пока нет
- Updated GROUP 4 Thesis ABM 3 Mar. 15, 19Документ27 страницUpdated GROUP 4 Thesis ABM 3 Mar. 15, 19Caryl Mae PullarosteОценок пока нет
- The Image of The SelfДокумент23 страницыThe Image of The SelfVenelinaОценок пока нет
- Ethics in Accounting: Analysis of Current Financial Failures and Role of AccountantsДокумент7 страницEthics in Accounting: Analysis of Current Financial Failures and Role of AccountantsIAEME PublicationОценок пока нет
- A Practical Guide To Writing A Feasibility Study: Ndalahwa MUSA MasanjaДокумент34 страницыA Practical Guide To Writing A Feasibility Study: Ndalahwa MUSA MasanjaRuth PenuliarОценок пока нет
- Innovation and EntrepreneurshipvQPДокумент7 страницInnovation and EntrepreneurshipvQPKamala Balakrishnan100% (1)
- Strengthening School Leadership Through the SGOD ProgramДокумент35 страницStrengthening School Leadership Through the SGOD ProgramJonathan LilangОценок пока нет
- 1-s2.0-S0167494324000025-mainДокумент13 страниц1-s2.0-S0167494324000025-mainselenif308Оценок пока нет
- SPM 169 Suo Halt and HassДокумент154 страницыSPM 169 Suo Halt and Hasssleepanon4362Оценок пока нет
- Jurnal Ebm Kedkel SashaДокумент14 страницJurnal Ebm Kedkel SashaSasha Fatima ZahraОценок пока нет
- Psychiatric Outcomes After Temporal Lobe Surgery in Patients With Temporal Lobe Epilepsy and Comorbid Psychiatric IllnessДокумент8 страницPsychiatric Outcomes After Temporal Lobe Surgery in Patients With Temporal Lobe Epilepsy and Comorbid Psychiatric IllnessFrancisco Javier Fierro RestrepoОценок пока нет
- Msu Transcript 1Документ2 страницыMsu Transcript 1api-232013722Оценок пока нет
- Demand ForecastingДокумент26 страницDemand Forecastingparmeshwar mahatoОценок пока нет
- Design Process Battle BotsДокумент11 страницDesign Process Battle Botsapi-268550778Оценок пока нет
- JETIR1906666Документ17 страницJETIR1906666ssrana26Оценок пока нет
- Cloud-Point Extraction For The Determination of The Free Fraction of Antiepileptic Drugs in Blood Plasma and SalivaДокумент5 страницCloud-Point Extraction For The Determination of The Free Fraction of Antiepileptic Drugs in Blood Plasma and SalivaDan AndonieОценок пока нет
- Will Consumers Pay for Self-Driving CarsДокумент15 страницWill Consumers Pay for Self-Driving Carsnikky72Оценок пока нет
- Lennox Supplier Qualification Development Guidelines English February 2014 Rev 5Документ27 страницLennox Supplier Qualification Development Guidelines English February 2014 Rev 5alexrferreiraОценок пока нет
- Mean of Ungrouped DataДокумент12 страницMean of Ungrouped DataCharlito PlasabasОценок пока нет