Вам также может понравиться
- Guidelines for Mine Waste Dump and Stockpile DesignОт EverandGuidelines for Mine Waste Dump and Stockpile DesignРейтинг: 3.5 из 5 звезд3.5/5 (3)
- Group 2 SCM McDonald'sДокумент27 страницGroup 2 SCM McDonald'sankitОценок пока нет
- Appendix A - Co-Digestion ModelДокумент107 страницAppendix A - Co-Digestion ModelAnonymous MVHQ97KEoPОценок пока нет
- Air Treatment WaterleauДокумент28 страницAir Treatment WaterleauSankar CdmОценок пока нет
- 8098 pt1Документ385 страниц8098 pt1Hotib PerwiraОценок пока нет
- Catalago STX 200Документ77 страницCatalago STX 200Moto Peças CruzeiroОценок пока нет
- Design of A Small Scale Root Crop Washer: BREE 495: Final Design ReportДокумент33 страницыDesign of A Small Scale Root Crop Washer: BREE 495: Final Design ReportcarlvigОценок пока нет
- ELECTROMECNICAДокумент179 страницELECTROMECNICAgabriel240371Оценок пока нет
- Project Proposal Feasibility Study Dynamic OrganicsДокумент54 страницыProject Proposal Feasibility Study Dynamic OrganicsMoha Abu-selmiah100% (1)
- 5-S and The Facility RedesignДокумент50 страниц5-S and The Facility RedesignCHARU INTERNATIONAL TUTICORINОценок пока нет
- Sorting PlantsДокумент34 страницыSorting PlantsRicko García100% (2)
- Implementation of Green Supply Chain Management Practises in Wincanton Company UKДокумент54 страницыImplementation of Green Supply Chain Management Practises in Wincanton Company UKPratik BasakОценок пока нет
- Final Report - Ec2208c4b - Food Waste Recycle From Bin To PlantДокумент28 страницFinal Report - Ec2208c4b - Food Waste Recycle From Bin To PlantAmreen ShahОценок пока нет
- Green Supply ChainДокумент75 страницGreen Supply ChainApoorv SharmaОценок пока нет
- Koh Et Al 2012 ReportДокумент64 страницыKoh Et Al 2012 Reportalma millaniaОценок пока нет
- Planning Design and Construction Strategies For Green BuildingДокумент67 страницPlanning Design and Construction Strategies For Green Buildingbruce leeОценок пока нет
- Desalination 3 PDFДокумент280 страницDesalination 3 PDFasdasasdsdfsdfОценок пока нет
- Waste Management: Hans de Steur, Joshua Wesana, Manoj K. Dora, Darian Pearce, Xavier GellynckДокумент10 страницWaste Management: Hans de Steur, Joshua Wesana, Manoj K. Dora, Darian Pearce, Xavier GellynckFinda Bangkit WidiartoОценок пока нет
- Final Project Part 3Документ56 страницFinal Project Part 3christian munemoОценок пока нет
- LC Waikiki Ecology Alignment ManualДокумент47 страницLC Waikiki Ecology Alignment ManualmsayedОценок пока нет
- PROJECT OF FOOD PROCESSING AND MACHINERY - Outline Nhom HanhДокумент35 страницPROJECT OF FOOD PROCESSING AND MACHINERY - Outline Nhom Hanhhatrang.datn123Оценок пока нет
- Bachelor Nguyen Chau 2018Документ60 страницBachelor Nguyen Chau 2018shivangiramesh4976Оценок пока нет
- PHD Thesis Christian Wolf 2013 - Simulation, Optimization and Instrumentation of Agricultural Biogas PlantsДокумент225 страницPHD Thesis Christian Wolf 2013 - Simulation, Optimization and Instrumentation of Agricultural Biogas PlantsVipin TitariyaОценок пока нет
- Aberdeenshire AD Plant Feasibility StudyДокумент79 страницAberdeenshire AD Plant Feasibility StudySoraya MartinОценок пока нет
- Green Garment FactoryДокумент92 страницыGreen Garment Factoryarshiyashah75% (4)
- Sample of Coffee Roasting FacilityДокумент68 страницSample of Coffee Roasting FacilityryanshaikhОценок пока нет
- Dynamic Model For Nutrient Uptake by Tomato Plant in HydroponicsДокумент46 страницDynamic Model For Nutrient Uptake by Tomato Plant in HydroponicsAmmarsalОценок пока нет
- A S W H R: Luminum Melter Aste EAT EcoveryДокумент68 страницA S W H R: Luminum Melter Aste EAT EcoveryiimcaemdwОценок пока нет
- 1 s2.0 S0045653520307323 MainДокумент14 страниц1 s2.0 S0045653520307323 MainScout LiuОценок пока нет
- WaterДокумент258 страницWaters11925877Оценок пока нет
- Buenas Practicas Ambientales, ConstrucciónДокумент88 страницBuenas Practicas Ambientales, ConstrucciónManuales de InteresОценок пока нет
- Brewers Guide Access e PDFДокумент182 страницыBrewers Guide Access e PDFAnonymous Y2J3QRfd100% (1)
- Circularity Indicators MethodologyДокумент64 страницыCircularity Indicators MethodologyRodrigoОценок пока нет
- Circularity-Indicators Methodology May2015Документ98 страницCircularity-Indicators Methodology May2015RodrigoОценок пока нет
- Eawag Report - ARTI India PDFДокумент66 страницEawag Report - ARTI India PDFJohn TauloОценок пока нет
- Waste to Energy Biogas Plant ReportДокумент18 страницWaste to Energy Biogas Plant ReportWajeeha UmerОценок пока нет
- Report-Biogas-Capturing-SystemДокумент45 страницReport-Biogas-Capturing-SystemBelay AyalewОценок пока нет
- Final ProjectДокумент87 страницFinal ProjectMebitОценок пока нет
- Learner Guide Acmsus301a FiДокумент46 страницLearner Guide Acmsus301a FiRajan MehtaОценок пока нет
- LeanДокумент68 страницLeanMuhammad AzeemОценок пока нет
- Journal of Cleaner Production: ReviewДокумент17 страницJournal of Cleaner Production: Reviewcandra kusumaОценок пока нет
- Pre-Feasibility Study Sonora Eng PDFДокумент110 страницPre-Feasibility Study Sonora Eng PDFAlbertoОценок пока нет
- HousingДокумент71 страницаHousingJyotideep BhuyanОценок пока нет
- Design Manual For Small Scale Composting Plants: NSWMSCДокумент41 страницаDesign Manual For Small Scale Composting Plants: NSWMSCJesus Alberto CruzОценок пока нет
- Cs Suse 024 Earthwatch enДокумент87 страницCs Suse 024 Earthwatch enAnjela VelascoОценок пока нет
- Feasibility Study of Anaerobic DigestionДокумент58 страницFeasibility Study of Anaerobic Digestionwilliamnjoroge809Оценок пока нет
- Laundry Pubsy 20151104 - 3Документ192 страницыLaundry Pubsy 20151104 - 3getnet tadesseОценок пока нет
- Waste Management: A. Gallardo, N. Edo-Alcón, M. Carlos, M. RenauДокумент9 страницWaste Management: A. Gallardo, N. Edo-Alcón, M. Carlos, M. RenauCássio Batista MarconОценок пока нет
- The Design of A Biogas System For Adghagh VillageДокумент53 страницыThe Design of A Biogas System For Adghagh Villageimane benssalihОценок пока нет
- Proposal of WritingДокумент22 страницыProposal of WritingMikias BelaynehОценок пока нет
- Giz Grey Water Recycling and Reuse 2011Документ94 страницыGiz Grey Water Recycling and Reuse 2011v adamОценок пока нет
- Measuring Methane Emissions From Zero Grazing in CattleДокумент38 страницMeasuring Methane Emissions From Zero Grazing in CattleAkao RcahelОценок пока нет
- Electricity From WasteДокумент39 страницElectricity From Wastescarletpimpernel009Оценок пока нет
- Maximizing Efficiency in Biogas Cogeneration Plant (Autorecovered)Документ21 страницаMaximizing Efficiency in Biogas Cogeneration Plant (Autorecovered)AlexОценок пока нет
- Feasibility of Briquetting Municipal Solid Waste in RwandaДокумент59 страницFeasibility of Briquetting Municipal Solid Waste in Rwandarhtrhtrohit100% (3)
- 11b_EPSK GNP 21-22_Jurnal ttg MEADДокумент16 страниц11b_EPSK GNP 21-22_Jurnal ttg MEADrifabaihaqi0Оценок пока нет
- Kreitzen BachelorThesisДокумент77 страницKreitzen BachelorThesisakasuatuoitranchauduongdenОценок пока нет
- MBBR Process ReportДокумент55 страницMBBR Process ReportAbhisek BhattacharyaОценок пока нет
- Waste Biorefinery Models Towards Sustainable Circular Bioeconomy Critical Review and Future Perspectives2016bioresource Technology PDFДокумент11 страницWaste Biorefinery Models Towards Sustainable Circular Bioeconomy Critical Review and Future Perspectives2016bioresource Technology PDFdatinov100% (1)
- Culinary Innovations: A Textbook Exploring Solar Energy in the KitchenОт EverandCulinary Innovations: A Textbook Exploring Solar Energy in the KitchenОценок пока нет
- Professional Development: A Guide for Primary CareОт EverandProfessional Development: A Guide for Primary CareMargareth AttwoodОценок пока нет
- Sustainability: How the Cosmetics Industry is Greening UpОт EverandSustainability: How the Cosmetics Industry is Greening UpAmarjit SahotaОценок пока нет
- Energy balance on chemical reactorsДокумент41 страницаEnergy balance on chemical reactorsHotib PerwiraОценок пока нет
- GP6 - Stiegel060905Документ59 страницGP6 - Stiegel060905Hotib PerwiraОценок пока нет
- Solubility and Complexation EquilibriaДокумент14 страницSolubility and Complexation EquilibriaHotib PerwiraОценок пока нет
- Chapter 8Документ80 страницChapter 8Hotib PerwiraОценок пока нет
- Properties of Coal Classification and AnalysisДокумент7 страницProperties of Coal Classification and AnalysisJaco KotzeОценок пока нет
- Chapter 3Документ16 страницChapter 3Hotib PerwiraОценок пока нет
- Chapter 5Документ11 страницChapter 5Hotib PerwiraОценок пока нет
- Balances On Plug Flow Packed Bed Reactor (PFPBR)Документ11 страницBalances On Plug Flow Packed Bed Reactor (PFPBR)Hotib PerwiraОценок пока нет
- Chapter 6.1Документ10 страницChapter 6.1Hotib PerwiraОценок пока нет
- Chapter 1Документ30 страницChapter 1Hotib PerwiraОценок пока нет
- Explorative Studies Performed in The Initial Stage of Research WorkДокумент7 страницExplorative Studies Performed in The Initial Stage of Research WorkHotib PerwiraОценок пока нет
- Chapter 1Документ30 страницChapter 1Hotib PerwiraОценок пока нет
- Chapter 4Документ27 страницChapter 4Hotib PerwiraОценок пока нет
- Energy balance on chemical reactorsДокумент41 страницаEnergy balance on chemical reactorsHotib PerwiraОценок пока нет
- How To Approach A Meta-Analysis: DR Julie Cox, Consultant Radiologist, University Hospital of North DurhamДокумент3 страницыHow To Approach A Meta-Analysis: DR Julie Cox, Consultant Radiologist, University Hospital of North DurhamHotib PerwiraОценок пока нет
- 429518Документ11 страниц429518Hotib PerwiraОценок пока нет
- English VersionДокумент193 страницыEnglish VersionHotib PerwiraОценок пока нет
- Power PlantДокумент108 страницPower PlantAmrita ChakrabortyОценок пока нет
- Im SWP L 002fДокумент42 страницыIm SWP L 002fHotib PerwiraОценок пока нет
- Biomass Gasification For Power Generation: A Comparison With Steam Boilers in The Brazilian ScenarioДокумент10 страницBiomass Gasification For Power Generation: A Comparison With Steam Boilers in The Brazilian ScenarioHotib PerwiraОценок пока нет
- P450Документ102 страницыP450Hotib PerwiraОценок пока нет
- Ppact121 1Документ39 страницPpact121 1Hotib PerwiraОценок пока нет
- Dust Collection OverviewДокумент27 страницDust Collection Overviewmarn-in2501Оценок пока нет
- Permeance enДокумент12 страницPermeance enHotib PerwiraОценок пока нет
- Teh Palm Residues FinalДокумент39 страницTeh Palm Residues FinalPutri Indra NovianiОценок пока нет
- Ipo 215061Документ8 страницIpo 215061Hotib PerwiraОценок пока нет
- Wet Electroscrubbers For State of The Art Gas Cleaning: Critical ReviewДокумент11 страницWet Electroscrubbers For State of The Art Gas Cleaning: Critical ReviewHotib PerwiraОценок пока нет
- Measuring Flow Rates with Versatile ALMAGWP Electromagnetic FlowmeterДокумент4 страницыMeasuring Flow Rates with Versatile ALMAGWP Electromagnetic FlowmeterRUBEN ESTEBAN RODRIGUEZ BARRERAОценок пока нет
- Bidder's Detail Design Data for 4 LPG Spherical TanksДокумент5 страницBidder's Detail Design Data for 4 LPG Spherical TanksPriyo Jati WahyonoОценок пока нет
- Gea 19377 Masoneilan 35002 Camflex Valve Brochure PDFДокумент12 страницGea 19377 Masoneilan 35002 Camflex Valve Brochure PDFN SОценок пока нет
- VGE ProfileДокумент13 страницVGE ProfileRaied AyeshОценок пока нет
- Itp For Ball ValveДокумент9 страницItp For Ball ValveHamid Taghipour ArmakiОценок пока нет
- ZEZFProcessPumpAPI610 E00642Документ8 страницZEZFProcessPumpAPI610 E00642mirakel000Оценок пока нет
- Kitz PDFДокумент20 страницKitz PDFAde MustiaharjaОценок пока нет
- Ameron Industrial CatalogДокумент355 страницAmeron Industrial Catalogaaltuve10Оценок пока нет
- WinДокумент55 страницWinNur TeguhОценок пока нет
- Acrylic Acid Plant Design Absorption Col PDFДокумент37 страницAcrylic Acid Plant Design Absorption Col PDFJohn Patrick DagleОценок пока нет
- 15 Cab-N900 Series JMCДокумент42 страницы15 Cab-N900 Series JMCRusonegro100% (1)
- ICMS (Cable TrayДокумент66 страницICMS (Cable TrayAhmed abouelazayemОценок пока нет
- Gasket FactorsДокумент7 страницGasket Factorsbalumagesh1979100% (2)
- Model B: Thermostatic Control ValvesДокумент13 страницModel B: Thermostatic Control ValvesRei_budОценок пока нет
- Ball Valves: Ordering Information Pressure Temperature RatingДокумент6 страницBall Valves: Ordering Information Pressure Temperature Ratingrahul5408Оценок пока нет
- Wireless Level Alarm ProbeДокумент3 страницыWireless Level Alarm ProbeAsep DarojatОценок пока нет
- PV Elite OverviewДокумент3 страницыPV Elite OverviewsunarengineeringОценок пока нет
- Linatex Cut End Hose 800Документ1 страницаLinatex Cut End Hose 800Fawn DixonОценок пока нет
- ValveДокумент2 страницыValveqcselvaОценок пока нет
- Shut-Off Valves: Vds Guidelines For Water Extinguishing Systems VdsДокумент11 страницShut-Off Valves: Vds Guidelines For Water Extinguishing Systems VdsأبومحمدالزياتОценок пока нет
- PNC00005Документ23 страницыPNC00005YakubuОценок пока нет
- HydrantДокумент18 страницHydrantNhat CaoОценок пока нет
- AquamaticДокумент306 страницAquamaticNatalia Sagredo Rey100% (1)
- CPG Spare Parts Manual 2009Документ36 страницCPG Spare Parts Manual 2009RUN GOОценок пока нет
- Mansarover Quotation 1Документ6 страницMansarover Quotation 1Rahul SainiОценок пока нет
- 44 - Flange Coupling Assembly FinalДокумент1 страница44 - Flange Coupling Assembly Finaladmam jones0% (2)
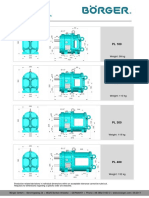
- Dimensions - Blueline Classic and Select PL Series: Weight: 99 KGДокумент7 страницDimensions - Blueline Classic and Select PL Series: Weight: 99 KGOperador Polimeros NeivaОценок пока нет
- ETP-295 SISTEMAS DE RECUBRIMIENTOS ANTICORROSIVOS E IDENTIFICACIÓN PARA INSTALACIONES SUPERFICIALES - EnglishДокумент25 страницETP-295 SISTEMAS DE RECUBRIMIENTOS ANTICORROSIVOS E IDENTIFICACIÓN PARA INSTALACIONES SUPERFICIALES - EnglishArcadio Duran100% (1)
- Fabco 50th Buyers GuideДокумент391 страницаFabco 50th Buyers Guideakenemid0% (1)